
lcd panel with transistors on the back factory
A thin-film-transistor liquid-crystal display (TFT LCD) is a variant of a liquid-crystal display that uses thin-film-transistor technologyactive matrix LCD, in contrast to passive matrix LCDs or simple, direct-driven (i.e. with segments directly connected to electronics outside the LCD) LCDs with a few segments.
In February 1957, John Wallmark of RCA filed a patent for a thin film MOSFET. Paul K. Weimer, also of RCA implemented Wallmark"s ideas and developed the thin-film transistor (TFT) in 1962, a type of MOSFET distinct from the standard bulk MOSFET. It was made with thin films of cadmium selenide and cadmium sulfide. The idea of a TFT-based liquid-crystal display (LCD) was conceived by Bernard Lechner of RCA Laboratories in 1968. In 1971, Lechner, F. J. Marlowe, E. O. Nester and J. Tults demonstrated a 2-by-18 matrix display driven by a hybrid circuit using the dynamic scattering mode of LCDs.T. Peter Brody, J. A. Asars and G. D. Dixon at Westinghouse Research Laboratories developed a CdSe (cadmium selenide) TFT, which they used to demonstrate the first CdSe thin-film-transistor liquid-crystal display (TFT LCD).active-matrix liquid-crystal display (AM LCD) using CdSe TFTs in 1974, and then Brody coined the term "active matrix" in 1975.high-resolution and high-quality electronic visual display devices use TFT-based active matrix displays.
The liquid crystal displays used in calculators and other devices with similarly simple displays have direct-driven image elements, and therefore a voltage can be easily applied across just one segment of these types of displays without interfering with the other segments. This would be impractical for a large display, because it would have a large number of (color) picture elements (pixels), and thus it would require millions of connections, both top and bottom for each one of the three colors (red, green and blue) of every pixel. To avoid this issue, the pixels are addressed in rows and columns, reducing the connection count from millions down to thousands. The column and row wires attach to transistor switches, one for each pixel. The one-way current passing characteristic of the transistor prevents the charge that is being applied to each pixel from being drained between refreshes to a display"s image. Each pixel is a small capacitor with a layer of insulating liquid crystal sandwiched between transparent conductive ITO layers.
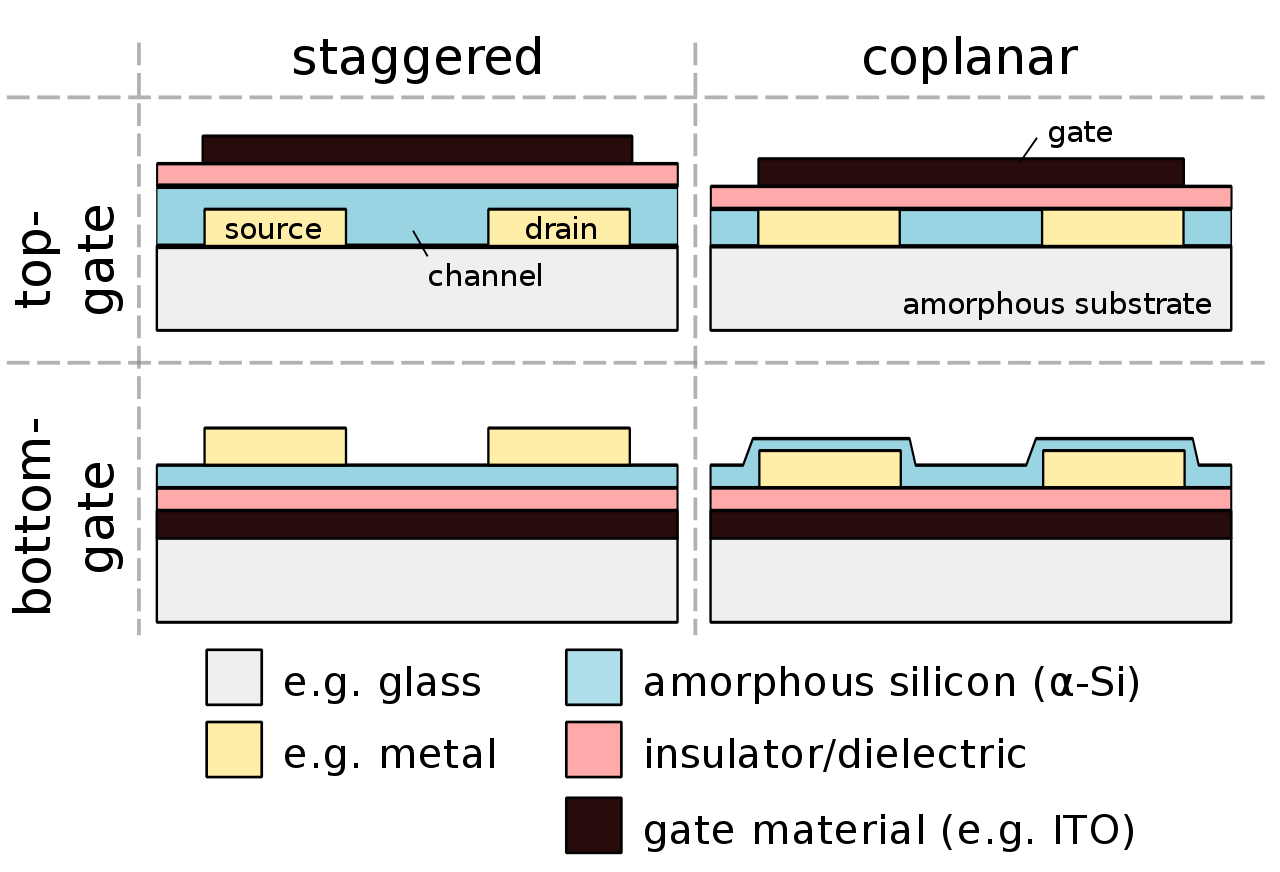
The circuit layout process of a TFT-LCD is very similar to that of semiconductor products. However, rather than fabricating the transistors from silicon, that is formed into a crystalline silicon wafer, they are made from a thin film of amorphous silicon that is deposited on a glass panel. The silicon layer for TFT-LCDs is typically deposited using the PECVD process.
Polycrystalline silicon is sometimes used in displays requiring higher TFT performance. Examples include small high-resolution displays such as those found in projectors or viewfinders. Amorphous silicon-based TFTs are by far the most common, due to their lower production cost, whereas polycrystalline silicon TFTs are more costly and much more difficult to produce.
The twisted nematic display is one of the oldest and frequently cheapest kind of LCD display technologies available. TN displays benefit from fast pixel response times and less smearing than other LCD display technology, but suffer from poor color reproduction and limited viewing angles, especially in the vertical direction. Colors will shift, potentially to the point of completely inverting, when viewed at an angle that is not perpendicular to the display. Modern, high end consumer products have developed methods to overcome the technology"s shortcomings, such as RTC (Response Time Compensation / Overdrive) technologies. Modern TN displays can look significantly better than older TN displays from decades earlier, but overall TN has inferior viewing angles and poor color in comparison to other technology.
Most TN panels can represent colors using only six bits per RGB channel, or 18 bit in total, and are unable to display the 16.7 million color shades (24-bit truecolor) that are available using 24-bit color. Instead, these panels display interpolated 24-bit color using a dithering method that combines adjacent pixels to simulate the desired shade. They can also use a form of temporal dithering called Frame Rate Control (FRC), which cycles between different shades with each new frame to simulate an intermediate shade. Such 18 bit panels with dithering are sometimes advertised as having "16.2 million colors". These color simulation methods are noticeable to many people and highly bothersome to some.gamut (often referred to as a percentage of the NTSC 1953 color gamut) are also due to backlighting technology. It is not uncommon for older displays to range from 10% to 26% of the NTSC color gamut, whereas other kind of displays, utilizing more complicated CCFL or LED phosphor formulations or RGB LED backlights, may extend past 100% of the NTSC color gamut, a difference quite perceivable by the human eye.
The transmittance of a pixel of an LCD panel typically does not change linearly with the applied voltage,sRGB standard for computer monitors requires a specific nonlinear dependence of the amount of emitted light as a function of the RGB value.
In-plane switching was developed by Hitachi Ltd. in 1996 to improve on the poor viewing angle and the poor color reproduction of TN panels at that time.
Initial iterations of IPS technology were characterised by slow response time and a low contrast ratio but later revisions have made marked improvements to these shortcomings. Because of its wide viewing angle and accurate color reproduction (with almost no off-angle color shift), IPS is widely employed in high-end monitors aimed at professional graphic artists, although with the recent fall in price it has been seen in the mainstream market as well. IPS technology was sold to Panasonic by Hitachi.
Most panels also support true 8-bit per channel color. These improvements came at the cost of a higher response time, initially about 50 ms. IPS panels were also extremely expensive.
IPS has since been superseded by S-IPS (Super-IPS, Hitachi Ltd. in 1998), which has all the benefits of IPS technology with the addition of improved pixel refresh timing.
In 2004, Hydis Technologies Co., Ltd licensed its AFFS patent to Japan"s Hitachi Displays. Hitachi is using AFFS to manufacture high end panels in their product line. In 2006, Hydis also licensed its AFFS to Sanyo Epson Imaging Devices Corporation.
It achieved pixel response which was fast for its time, wide viewing angles, and high contrast at the cost of brightness and color reproduction.Response Time Compensation) technologies.
Less expensive PVA panels often use dithering and FRC, whereas super-PVA (S-PVA) panels all use at least 8 bits per color component and do not use color simulation methods.BRAVIA LCD TVs offer 10-bit and xvYCC color support, for example, the Bravia X4500 series. S-PVA also offers fast response times using modern RTC technologies.
When the field is on, the liquid crystal molecules start to tilt towards the center of the sub-pixels because of the electric field; as a result, a continuous pinwheel alignment (CPA) is formed; the azimuthal angle rotates 360 degrees continuously resulting in an excellent viewing angle. The ASV mode is also called CPA mode.
A technology developed by Samsung is Super PLS, which bears similarities to IPS panels, has wider viewing angles, better image quality, increased brightness, and lower production costs. PLS technology debuted in the PC display market with the release of the Samsung S27A850 and S24A850 monitors in September 2011.
TFT dual-transistor pixel or cell technology is a reflective-display technology for use in very-low-power-consumption applications such as electronic shelf labels (ESL), digital watches, or metering. DTP involves adding a secondary transistor gate in the single TFT cell to maintain the display of a pixel during a period of 1s without loss of image or without degrading the TFT transistors over time. By slowing the refresh rate of the standard frequency from 60 Hz to 1 Hz, DTP claims to increase the power efficiency by multiple orders of magnitude.
Due to the very high cost of building TFT factories, there are few major OEM panel vendors for large display panels. The glass panel suppliers are as follows:
External consumer display devices like a TFT LCD feature one or more analog VGA, DVI, HDMI, or DisplayPort interface, with many featuring a selection of these interfaces. Inside external display devices there is a controller board that will convert the video signal using color mapping and image scaling usually employing the discrete cosine transform (DCT) in order to convert any video source like CVBS, VGA, DVI, HDMI, etc. into digital RGB at the native resolution of the display panel. In a laptop the graphics chip will directly produce a signal suitable for connection to the built-in TFT display. A control mechanism for the backlight is usually included on the same controller board.
The low level interface of STN, DSTN, or TFT display panels use either single ended TTL 5 V signal for older displays or TTL 3.3 V for slightly newer displays that transmits the pixel clock, horizontal sync, vertical sync, digital red, digital green, digital blue in parallel. Some models (for example the AT070TN92) also feature input/display enable, horizontal scan direction and vertical scan direction signals.
New and large (>15") TFT displays often use LVDS signaling that transmits the same contents as the parallel interface (Hsync, Vsync, RGB) but will put control and RGB bits into a number of serial transmission lines synchronized to a clock whose rate is equal to the pixel rate. LVDS transmits seven bits per clock per data line, with six bits being data and one bit used to signal if the other six bits need to be inverted in order to maintain DC balance. Low-cost TFT displays often have three data lines and therefore only directly support 18 bits per pixel. Upscale displays have four or five data lines to support 24 bits per pixel (truecolor) or 30 bits per pixel respectively. Panel manufacturers are slowly replacing LVDS with Internal DisplayPort and Embedded DisplayPort, which allow sixfold reduction of the number of differential pairs.
Backlight intensity is usually controlled by varying a few volts DC, or generating a PWM signal, or adjusting a potentiometer or simply fixed. This in turn controls a high-voltage (1.3 kV) DC-AC inverter or a matrix of LEDs. The method to control the intensity of LED is to pulse them with PWM which can be source of harmonic flicker.
The bare display panel will only accept a digital video signal at the resolution determined by the panel pixel matrix designed at manufacture. Some screen panels will ignore the LSB bits of the color information to present a consistent interface (8 bit -> 6 bit/color x3).
With analogue signals like VGA, the display controller also needs to perform a high speed analog to digital conversion. With digital input signals like DVI or HDMI some simple reordering of the bits is needed before feeding it to the rescaler if the input resolution doesn"t match the display panel resolution.
The statements are applicable to Merck KGaA as well as its competitors JNC Corporation (formerly Chisso Corporation) and DIC (formerly Dainippon Ink & Chemicals). All three manufacturers have agreed not to introduce any acutely toxic or mutagenic liquid crystals to the market. They cover more than 90 percent of the global liquid crystal market. The remaining market share of liquid crystals, produced primarily in China, consists of older, patent-free substances from the three leading world producers and have already been tested for toxicity by them. As a result, they can also be considered non-toxic.
Kawamoto, H. (2012). "The Inventors of TFT Active-Matrix LCD Receive the 2011 IEEE Nishizawa Medal". Journal of Display Technology. 8 (1): 3–4. Bibcode:2012JDisT...8....3K. doi:10.1109/JDT.2011.2177740. ISSN 1551-319X.
Brody, T. Peter; Asars, J. A.; Dixon, G. D. (November 1973). "A 6 × 6 inch 20 lines-per-inch liquid-crystal display panel". 20 (11): 995–1001. Bibcode:1973ITED...20..995B. doi:10.1109/T-ED.1973.17780. ISSN 0018-9383.
Richard Ahrons (2012). "Industrial Research in Microcircuitry at RCA: The Early Years, 1953–1963". 12 (1). IEEE Annals of the History of Computing: 60–73. Cite journal requires |journal= (help)
K. H. Lee; H. Y. Kim; K. H. Park; S. J. Jang; I. C. Park & J. Y. Lee (June 2006). "A Novel Outdoor Readability of Portable TFT-LCD with AFFS Technology". SID Symposium Digest of Technical Papers. AIP. 37 (1): 1079–82. doi:10.1889/1.2433159. S2CID 129569963.
Kim, Sae-Bom; Kim, Woong-Ki; Chounlamany, Vanseng; Seo, Jaehwan; Yoo, Jisu; Jo, Hun-Je; Jung, Jinho (15 August 2012). "Identification of multi-level toxicity of liquid crystal display wastewater toward Daphnia magna and Moina macrocopa". Journal of Hazardous Materials. Seoul, Korea; Laos, Lao. 227–228: 327–333. doi:10.1016/j.jhazmat.2012.05.059. PMID 22677053.
As we briefly touched on when going over the display technologies, the basic operation of a LCD display is that voltage is applied to the liquid crystal, which either twists or rotates it, allowing polarized light from the backlight through to the different subpixels which provide the red, green, and blue colors. In case you hadn’t noticed yet from all this discussion on color, what most of us are taught in elementary school on what the primary colors are is – while not entirely incorrect – not applicable to displays. Red, green, and blue are the primary colors for emissive (additive) light to give the widest range of color combinations, which is why subpixels are that color. If you were looking at subtractive colors, such as printing on white paper, you"d use cyan, magenta, and yellow.
The basic function of an LCD is to twist an appropriate amount to provide varying levels of light through in order to combine red, green, and blue to make all of the colors you see on your display. To move the liquid crystal, voltage is required, and that voltage is provided through at least one transistor. Since transistors are semiconductors, manufacturers are somewhat limited in what they can use to build the matrix out of, and since you must shine a backlight through it, preferably the transistor will not block all of the backlighting.
Displays leverage a thin-film transistor, or TFT, to provide the matrix of transistors which control all of the subpixels. Traditionally, TFTs were generally made out of amorphous silicon (a-Si) which can be made much thinner than the more traditional crystalline silicon (c-Si) you’d find in an integrated circuit. This allows the backlight to shine through the TFT without being attenuated as drastically as it would be on a c-Si TFT.
While a-Si has served us well for a long, long time, as displays move up in pixel density, the amount of light blocked by the TFT gets to be a higher percentage, since you need more transistors in a given area to control the increased number of pixels. To combat this, manufacturers are developing new TFT materials which provide increased aperture for the backlight.
This is likely to be an ever-expanding list of materials, but materials which provide a higher aperture than a-Si are low-temperature polycrystalline silicon (LTPS) and indium gallium zinc oxide (IGZO). Sharp has been manufacturing IGZO displays for several years now, and LTPS is used in both laptops and smartphones.
Of course, the major reason for the push to these technologies is to improve power efficiency. When you’re powered by a battery, any increases to the efficiency of the display can be dramatic, since the display backlight is often the highest power draw component of a laptop at idle (and laptops like to be idle). As an example, a Surface Book 2 15 with the display set to 100% brightness draws 7.65 W of power at idle. Of that, the display constitutes an amazing 6.22 W, or 81.3% of the power draw. By allowing more light through – via creating a thinner TFT – the net result is a reduction in power required for a backlight, improving its overall efficiency and generally providing a major benefit to a laptop"s battery life.
There’s a lot of confusion here, and a common question you may see is if an IGZO or an IPS display is better, but IGZO is the TFT material, and IPS is the LCD type.
As far as backlighting goes, all modern laptop LCDs require a backlight. Laptops in turn generally rely on white LED backlighting, where the LEDs are located at the edges of the display, and the lighting from those LEDs is shone through a diffuser plate behind the display to provide a uniform backlight. This is most commonly referred to as an edge-lit display.
On larger displays where power draw isn’t as much of a concern, such as televisions, some manufacturers have moved to a full-array backlight, which puts the LEDs directly behind the display. This allows the individual LEDs to be dimmed to provide local dimming, which improves black levels quite dramatically, however it’s unlikely laptops will adopt this due to the extra thickness and power required. On high-end computer monitors, you may find a backlight made up of RGB lighting as well, but for the same reasons, laptops are unlikely to leverage this design.
Backlighting brightness is typically controlled by using pulse-width modulation (PWM). A voltage is applied through a transistor that turns on and off quickly, and depending on how much time is spent in the on versus off position, various average voltage levels are achieved. This is called the duty cycle. A 50% duty cycle will have the voltage on for 50% of the time, and off for 50% of the time, and the average voltage will be half of the maximum.
The downside to PWM is that some people can be susceptible to the flickering that can occur, especially if the PWM frequency is too low. If a manufacturer is trying to save costs, they may utilize a cheaper PWM controller which operates at a frequency that is far too low. This can be more noticeable when the display is dimmed, since the amount of time the backlight is on in the duty cycle is much less. Laptops with a PWM frequency in the low hundreds of Hz can have a noticeable flicker, but quality controllers should operate at frequencies around 10 KHz or so, as to not make it noticeable to the human eye.

Responsible for performing installations and repairs (motors, starters, fuses, electrical power to machine etc.) for industrial equipment and machines in order to support the achievement of Nelson-Miller’s business goals and objectives:
• Perform highly diversified duties to install and maintain electrical apparatus on production machines and any other facility equipment (Screen Print, Punch Press, Steel Rule Die, Automated Machines, Turret, Laser Cutting Machines, etc.).
• Provide electrical emergency/unscheduled diagnostics, repairs of production equipment during production and performs scheduled electrical maintenance repairs of production equipment during machine service.
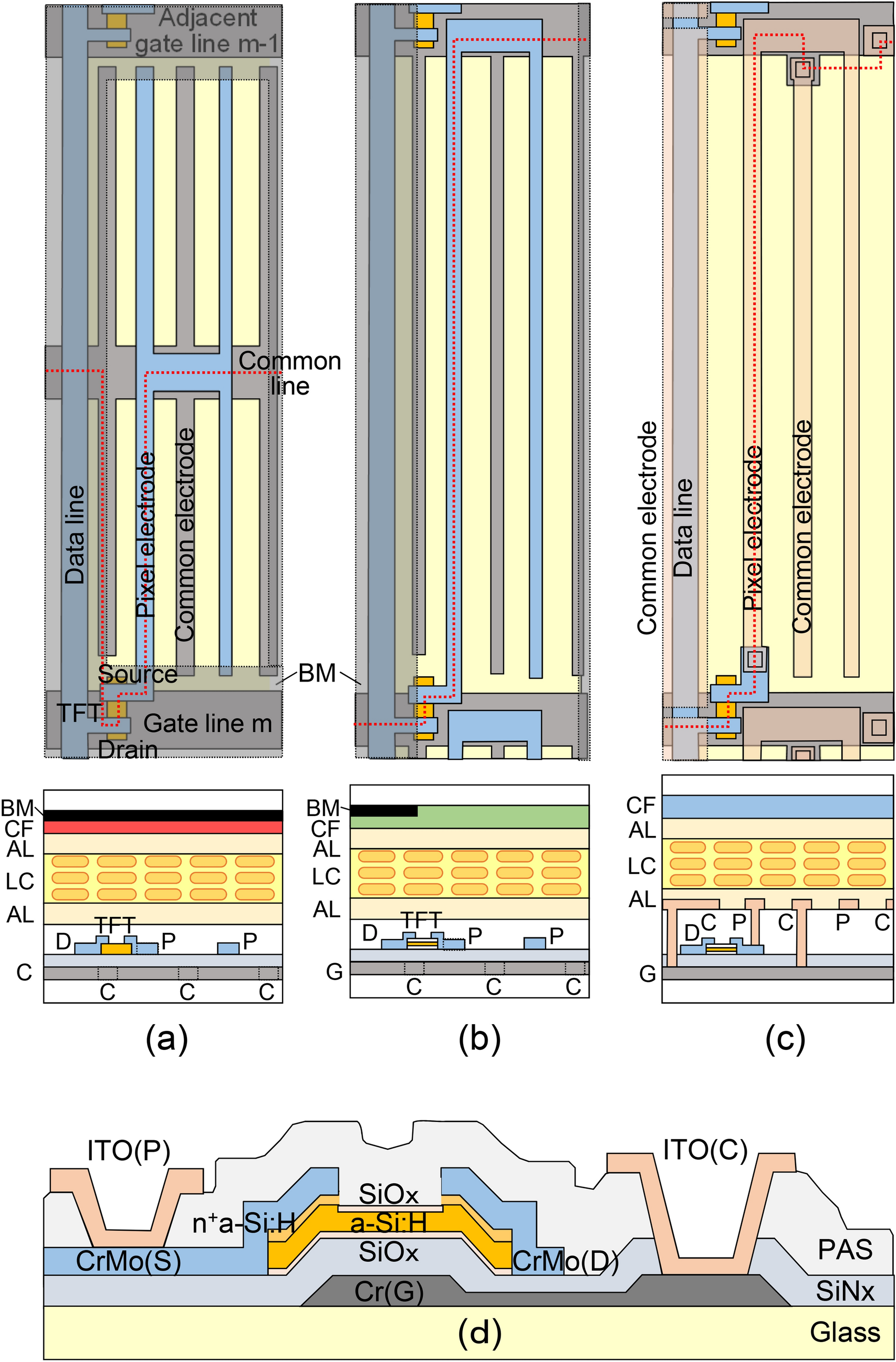
Figures 3a–d show optical and SEM (scanning electron microscopy) images of the fabricated CL and CLSE pixel structures. Each structure has the same pixel size (80 μm × 240 μm) and minimum pattern size (5 μm). As shown in Fig. 3d, the white line patterns are the ITO interdigitated pixel and common electrodes. They are well connected to the source electrode and gate line via through holes, and the common electrodes at both ends cover the underlying data lines to prevent electrical noise from being applied to the LC layer. As will be shown later, this noise shield electrode (SE) is what makes the black matrix above the data line unnecessary
Optical and SEM (scanning electron microscopy) images of fabricated (a, b) CL and (c, d) CLSE pixel structures. The five white line patterns in (d) are the ITO interdigitated pixel and common electrodes. (e) Images from the normal direction and from 50 degrees to the left and right of a 2.3-inch-diagonal display incorporating the IPS TFT-LCD panel. (f) The three-black matrix (BM) patterns (top: BM covering both gate and data lines, middle: BM covering only the data lines, and bottom: without BM) and (g) optical images of pixels without BM (left: LC on and off voltages supplied to every other data line, right: LC off voltage supplied to all data lines).
Figure 3e shows images from the normal direction and from 50 degrees to the left and right of a 2.3-inch-diagonal display incorporating the IPS TFT-LCD panel fabricated in our laboratory, (f) the three black matrix (BM) patterns (top: BM covering both gate and data lines, middle: BM covering only the data lines, and bottom: without BM), and (g) optical images of panel areas without the BM (left: LC on and off voltages supplied to every other data line, right: LC off voltage supplied to all data lines). As can be seen in the image from the normal direction, the brightness and contrast of the display area with the top BM and middle BM patterns are almost the same, but the contrast of the display area without the BM is relatively lower because of the lower darkness level of the LC off pixels indicating “HITACHI”. As shown in Fig. 3g, this is due to light leaking through the aperture between the data line and adjacent common lines. Therefore, in the CL structure, the BM on the drain line is necessary to obtain a high contrast ratio by shielding light leakage. This is the same as in the conventional structure. On the contrary, there is no light leakage along the gate line through the gaps between the gate line and edges of the pixel/common electrodes, as is clearly shown in Fig. 3g. This is a unique advantage of the CL structure because the conventional structure must shield these gaps with the BM to prevent light leakage. The suppression of light leakage along the gate line in the CL structure is due to the driving scheme (see Fig. 2b,a for a comparison with the conventional structure). During the holding period (tOFF) in the conventional structure, regardless of the pixel voltage, Vp (including Vp = 0), nonzero Vgp and Vgc are always applied to keep the TFT off, and these voltages are applied to the LC layer, inducing light leakage as reported in
Figure 4a shows the gate voltage (Vg) dependence of the panel brightness, while the inset shows that of the TFT current (transfer characteristics). The gray curves are for the conventional IPS TFT-LCD with the TFT before enhancement, the common line, and the matrix BM (MBM) shown at the top of Fig. 3f. The blue curves are for the proposed CL structure with the enhanced TFT and the stripe BM (SBM) shown in the middle of Fig. 3f. In this case, enhanced TFT characteristics were obtained by using an MNOS TFT without back-channel oxidation that was enhanced by the BTS process. In both structures, the threshold voltages for panel brightness, defined by extrapolating the straight part of the brightness curves, reflect those of the TFT transfer curves defined as Vg at a drain current of 10−12 A, and they are well matched to be 4 V and 9 V, respectively. The maximum brightness for the CL structure is 137% higher than that for the conventional structure, which is due to the increase in the aperture ratio from 38 to 52% that results from the elimination of the common line and the BM covering the gate line.
(a) Dependence of panel brightness and TFT current on gate voltage for the conventional pixel structure of 38% aperture ratio (AR) with matrix black matrix (MBM) over both drain and gate lines and proposed CL pixel structure of 52% AR with strip black matrix (SBM) over only the drain lines. Transfer characteristics before and after bias temperature stress (BTS) treatment are shown in the inset. (b) Charging and (c) holding characteristics of enhanced TFT of the CL structure with gate as a common line. Vg and Vd in the TFT ON state are 30 V and +/−7 V, respectively.
To estimate the charging and holding characteristics of the MNOS-enhanced TFT in the panel, the gate TFT ON and OFF time dependences of the panel brightness were measured (Fig. 4b,c). The charging characteristics in Fig. 4b are plotted as a function of tON at tOFF = 16.6 ms, Vg = 30 V, and Vd = ± 7 V. The holding characteristics in Fig. 4c are plotted as a function of tOFF at tON = 34 μs. 95.1% charging at tON = 34 μs and 95.3% holding at tOFF = 16.6 ms indicate that the enhanced TFT has sufficient charging and holding performance to drive a standard VGA (640 × 480 pixels) panel (the number of scanning lines is estimated as tOFF/tON = 16.6/0.034 = 488).
To confirm the driving conditions for the CL structure without the BM along the gate line (with the SBM), the tOFF dependence of the contrast ratio (CR) in the CL panel was further investigated as shown in Fig. 5a, where CR is plotted as a function of tOFF for the CL panels with the matrix BM (MBM) and the strip BM (SBM). The inset shows the brightness in the bright (Vd = 7 V) and dark (Vd = 0 V) states of the CL panel with the SBM as a function of tOFF and an optical image of the panel with tOFF = 6.4 ms. The SBM and MBM panels keep CR higher than 240 with tOFF > 16.6 ms, the frame period of a display panel without flicker being noticeable to the human eye. both panels decrease CR when tOFF is less than 16.6 ms; the CR of the SBM panel decreases faster than the CR of the MBM panel. As shown in the inset, the decrease in CR was due to the increase in dark-state brightness with decreasing tOFF as light leakage increases along the gate line. This light leakage is induced by the voltage Vgp = Vgc = VgON = 30 V applied only for 34 μs during the TFT ON (charging) state, which is 1/488th the duration, tOFF = 16.6 ms, of the TFT OFF (holding) state with Vgp = Vgc = VgOFF = 0 V, but the ratio increases with decreasing tOFF and becomes effective enough to switch on LC layer and induce light leakage. However, it should be stressed again that the CL panel with the normal holding (TFT OFF) time of 16.6 ms does not suffer from the light leakage along the gate line, so the aperture ratio can be increased by removing the BM along the gate line.
(a) Contrast ratio (CR) for CL panels with matrix BM (MBM) and stripe BM (SBM) plotted as a function of tOFF. The inset shows the brightness in the bright (Vd = 7 V) and dark (Vd = 0 V) states of the CL panel with the SBM as a function of tOFF and an optical image of the panel with tOFF = 6.4 ms. Vd (= VLC) dependence of (b) brightness and (c) contrast ratio of the CLSE panel. Insets of (b): optical images indicating the elimination of the BM from the CLSE structure (upper left) and the MBM in the conventional structure (lower right). Insets of (c): CLSE panel composed of different areas with three different pixel structures and aperture ratios (ARs), i.e., CLSE structure without BM (60%), CL structure with SBM (52%), and conventional structure with MBM (38%).
Figure 5b,c shows the Vd (= VLC) dependence of the brightness and contrast ratio of the CLSE panel without a BM along the drain line and along the gate line. As shown in the optical images in the insets of Fig. 5c, the CLSE panel has different areas with three different pixel structures and aperture ratios (ARs), i.e., the CLSE structure without the BM (60%), the CL structure with the SBM (52%), and the conventional structure with the MBM (38%). The optical images in the inset of Fig. 5b clearly indicate the elimination of the BM from the CLSE structure and the MBM in the conventional structure. The ratios of the bright area in the CLSE and conventional pixels shown in the red dotted square appear higher than the aperture ratios because the pixel and common electrodes are invisible due to the brightness. The brightness and contrast ratio in each area increase with increasing Vd; the ratios for the CLSE structure without the BM are approximately 160% those of the conventional structure with the MBM, reflecting the difference in aperture ratio.
Figure 6 indicates the effect of bias temperature stress (BTS) on the TFT characteristics. As the stressing time, tS, of the positive gate stress voltage, Vst = + 77 V, increases from 0 to 3600 s, the transfer (Id-Vg) curve shifts in the positive direction (Fig. 6a). Vth is defined as Vg at which Id = 10−12 A and ΔVth is defined as the Vth shift from the initial value via BTS. As shown in Fig. 6b, ΔVth increases logarithmically with increasing tS: ΔVth = 2.17 + 4.93 × log (tS). The mechanism behind the gate-stress-induced Vth shift is electron tunnel injection from the a-Si:H semiconductor into the SiOx gate insulator. For confirmation, ΔVth of MNOS TFTs with different SiOx thicknesses is plotted as a function of the electric field applied to the SiOx layer in Fig. 6c. Here, the thickness of the SiOx was varied (5, 10, 20, 50 nm), while the SiN thickness was fixed at 200 nm. The electric field applied to SiOx, Eox, was calculated using the following equation,
Effect of bias temperature stress (BTS) on TFT characteristics. (a) The transfer (Id–Vg) curve shifts in the positive direction with positive gate bias stress of Vst = + 77 V over the duration of 0–3600 s. (b) ΔVth, defined as the Vth shift from the initial value via BTS, increases logarithmically with increasing tS, following ΔVth = 2.17 + 4.93 × log (tS). (c) ΔVth of MNOS TFTs with different SiOx thicknesses from 5 to 50 nm as a function of the electric field applied to the SiOx layer.
where εo = 3.5 and do are the electrical permittivity and thicknesses of SiOx and εn = 7 and dn = 200 nm are those of SiN. ΔVth linearly increases at a threshold electric field at 4.6 MV/cm on the same straight line regardless of the thickness of SiOx. From these results, we concluded that the Vst-induced Vth shift mechanism is Fowler–Nordheim type tunneling injection
Figure 7a shows the effect of back-channel oxidation (BCO) and passivation (PAS) on the Id-Vg characteristics of the MNOS TFT. The Id-Vg curve with Vth = 5.1 V is further enhanced to Vth = 10.9 V after BCO, although there is a slight degradation of the slope of the current increase in the sub-threshold region. The slope recovers after PAS without any change to the enhanced characteristics
(a) Effect of back-channel oxidation (BCO) and passivation (PAS) on Id–Vg characteristics of MNOS TFT. (b) Vth and Vth standard deviation, σVth, after BTS and after BCO without BTS treatments and (c) SiOX thickness as a function of position along gate-line, x.
The advantage of BCO over BTS is the uniformity of the enhanced characteristics; Fig. 7b shows the distribution of the enhanced Vth as a function of position along gate-line, x, for the MNOS TFTs connected with a 90-mm-long gate line in the TFT substrate after BTS and BCO treatments. The average value of Vth and the standard deviation, σVth, for pristine TFTs before BTS or BCO, are 5.1 V and 0.35 V, respectively. After BCO, Vth is uniformly enhanced, with an average Vth = 11 V and σVth = 0.4 V without increasing σVth. On the other hand, after BTS, Vth is nonuniformly enhanced with an average Vth = 9.3 V and σVth of 1.4 V. In particular, Vth increases linearly as a function of position along gate-line, x. As the gate SiOx thickness linearly decreases, from (54 nm) to (47 nm) with increasing x as shown in Fig. 7c, the increase in ΔVth after BTS with x is due to increase in the electric field applied to SiOx as shown in Fig. 6c and Eq. 1.
It has been shown that the Vth of the MNOS TFT is independent of the gate SiOx thickness when the thickness is more than 5 nm8a, Vth of the MNOS TFT with the BCO treatment becomes almost independent of the BCO SiOx thickness. As shown in the inset, the thickness of BCO SiOx composed of oxidized a-Si:H linearly increases with BCO processing time, and the Vth increase almost saturates at a BCO SiOx thickness greater than 5 nm. Therefore, the enhanced MNOS TFT after BCO has a uniformly high Vth that is robust to thickness fluctuations of the gate and BCO SiOx layers. BCO also has an advantage over BTS in terms of the stability of Vth as shown in Fig. 8b, which plots the annealing time dependence of Vth for BCO and BTS. In this experiment, the stoichiometry (x) of the gate SiOx was 1.78 for BTS and 1.78 and 1.9 for BCO. The annealing temperature in the N2 atmosphere was 200 °C. In the case of BTS, Vth decreased to the pristine value after approximately 5 h of annealing, while Vth decreased more slowly in the case of BCO. In particular, the annealing time required for Vth to fall to 7 V was 7.5 times longer than that of BTS. Increasing the stoichiometry (x) of the gate SiOx dramatically improved the BCO-enhanced Vth to as much as 11 V, which was stably maintained after 24 h of annealing at 200 °C.
(a) Dependence of Vth on thickness of back-channel oxidized (BCO) SiOX. The inset shows the SiOx thickness dependence on the BCO process time for RF powers of 200 W and 500 W. (b) Stability of Vth as a function of annealing time for three different TFTs with gate SiOx stoichiometry, x = 1.78 and bias temperature stress (BTS), x = 1.78 and BCO, and x = 1.9 and BCO. The temperature of annealing in the N2 atmosphere was 200 °C. (c) Band diagram of back-channel oxidized MNOS TFT. The red arrows show the electric dipoles at the SiOX/a-Si:H and a-Si:H/BCO SiOX interfaces.
A schematic band model for the MNOS TFT with the BCO treatment and the sectional structure of the interface between the a-Si:H and gate and BCO SiOx are shown in Fig. 8c. The uniformly high Vth that is independent of SiOx thickness is due to the dipoles generated at the channel and back-channel interfaces between a-Si:H and SiOx8 of reference
Manufacturer of standard & custom touch screen displays & thin film transistor touchscreen monitors. Features include 17 in. to 23 in. LCD, rugged steel & aluminum construction, optional resistive or capacitive touch-screens, light textured powder coated black color, contrast filters, transmissive daylight modification, hard coated vandal shields, 16.7 million display colors, anti-glare hard coating, analog RGB input, weight ranging 13 lbs to 24 lbs & 1280 x 1024 SXGA or 1600 x 1200 UXGA resolution. Applications include use for rack, wall, panel or kiosk installations in commercial, military & broadcast industries. One year limited warranty. RoHS compliant. Meet NEMA & Military Spec.

One of today’s modern technological wonders is the flat-panel liquid crystal display (LCD) screen, which is the key component we find inside televisions, computer monitors, smartphones, and an ever-proliferating range of gadgets that display information electronically.What most people don’t realize is how complex and sophisticated the manufacturing process is. The entire world’s supply is made within two time zones in East Asia. Unless, of course, the factory proposed by Foxconn for Wisconsin actually gets built.
Last week I had the opportunity to tour BOE Technology Group’s Gen 10.5 factory in Hefei, the capital of China’s Anhui Province.This was the third factory, or “fab” that Beijing-based BOE built in Hefei alone, and in terms of capability, it is now the most advanced in the world.BOE has a total of 12 fabs in Beijing, Chongqing, and several other major cities across China; this particular factory was named Fab 9.
Liquid crystal display (LCD) screens are manufactured by assembling a sandwich of two thin sheets of glass.On one of the sheets are transistor “cells” formed by first depositing a layer of indium tin oxide (ITO), an unusual metal alloy that you can actually see through.That’s how you can get electrical signals to the middle of a screen.Then you deposit a layer of silicon, followed by a process that builds millions of precisely shaped transistor parts.This patterning step is repeated to build up tiny little cells, one for each dot (known as a pixel) on the screen.Each step has to be precisely aligned to the previous one within a few microns.Remember, the average human hair is 40 microns in diameter.
On the other sheet of glass, you make an array of millions of red, green, and blue dots in a black matrix, called a color filter array (CFA).This is how you produce the colors when you shine light through it.Then you drop tiny amounts of liquid crystal material into the cells on the first sheet and glue the two sheets together.You have to align the two sheets so the colored dots sit right on top of the cells, and you can’t be off by more than a few microns in each direction anywhere on the sheet.The sandwich is next covered with special sheets of polarizing film, and the sheets are cut into individual “panels” – a term that is used to describe the subassembly that actually goes into a TV.
For the sake of efficiency, you would like to make as many panels on a sheet as possible, within the practical limitations of how big a sheet you can handle at a time.The first modern LCD Fabs built in the early 1990s made sheets the size of a single notebook computer screen, and the size grew over time. A Gen 5 sheet, from around 2003, is 1100 x 1300 mm, while a Gen 10.5 sheet is 2940 x 3370 mm (9.6 x 11 ft).The sheets of glass are only 0.5 - 0.7 mm thick or sometimes even thinner, so as you can imagine they are extremely fragile and can really only be handled by robots.The Hefei Gen 10.5 fab is designed to produce the panels for either eight 65 inch or six 75 inch TVs on a single mother glass.If you wanted to make 110 inch TVs, you could make two of them at a time.
The fab is enormous, 1.3 km from one end to the other, divided into three large buildings connected by bridges.LCD fabs are multi-story affairs.The main equipment floor is sandwiched between a ground floor that is filled with chemical pipelines, power distribution, and air handling equipment, and a third floor that also has a lot of air handling and other mechanical equipment.The main equipment floor has to provide a very stable environment with no vibrations, so an LCD fab typically uses far more structural steel in its construction than a typical skyscraper.I visited a Gen 5 fab in Taiwan in 2003, and the plant manager there told me they used three times as much structural steel as Taipei 101, which was the world’s tallest building from 2004- 2010.Since the equipment floor is usually one or two stories up, there are large loading docks on the outside of the building.When they bring the manufacturing equipment in, they load it onto a platform and hoist it with a crane on the outside of the building.That’s one way to recognize an LCD fab from the outside – loading docks on high floors that just open to the outdoors.
LCD fabs have to maintain strict standards of cleanliness inside.Any dust particles in the air could cause defects in the finished displays – tiny dark spots or uneven intensities on your screen.That means the air is passed through elaborate filtration systems and pushed downwards from the ceiling constantly.Workers have to wear special clean room protective clothing and scrub before entering to minimize dust particles or other contamination.People are the largest source of particles, from shedding dead skin cells, dust from cosmetic powders, or smoke particles exhaled from the lungs of workers who smoke.Clean rooms are rated by the number of particles per cubic meter of air.A class 100 cleanroom has less than 100 particles less than 0.3 microns in diameter per cubic meter of air, Class 10 has less than 10 particles, and so on. Fab 9 has hundeds of thousands of square meters of Class 100 cleanroom, and many critical areas like photolithography are Class 10.In comparison, the air in Harvard Square in Cambridge, MA is roughly Class 8,000,000, and probably gets substantially worse when an MBTA bus passes through.
Since most display manufacturing has to be done in a cleanroom and handling the glass requires such precision, the factory is heavily automated.As you watch the glass come in, it is placed into giant cassettes by robot handlers, and the cassettes are moved around throughout the factory.At each step, robots lift a piece of glass out of the cassette, and position it for the processing machines.Some of the machines, like the ones that deposit silicon or ITO, orient the glass vertically, and put them inside an enormous vacuum chamber where all the air is first pumped out before they can go to work.And then they somehow manage to deposit micrometer thin layers that are extremely uniform.It is a miracle that any of this stuff actually works.
It obviously costs a lot to equip and run such a fab.Including all of the specialized production tools, press reports say BOE spent RMB 46 billion (US$6.95 billion). Even though you don’t see a lot of people on the floor, it takes thousands of engineers to keep the place running.
The Hefei Gen 10.5 is one of the most sophisticated manufacturing plants in the world.On opening day for the fab, BOE shipped panels to Sony, Samsung Electronics, LG Electronics, Vizio, and Haier.So if you have a new 65 or 75-inch TV, there is some chance the LCD panel came from here.
Liquid crystal refers to the intermediate status of a substance between solid (crystal) and liquid. When crystals with a high level of order in molecular sequence are melted, they generally turn liquid, which has fluidity but no such order at all. However, thin bar-shaped organic molecules, when they are melted, keep their order in a molecular direction although they lose it in molecular positions. In the state in which molecules are in a uniform direction, they also have refractive indices, dielectric constants and other physical characteristics similar to those of crystals, depending on their direction, even though they are liquid. This is why they are called liquid crystal. The diagram below shows the structure of 5CB (4-pentyl-4’-Cyanobiphenyl) as an example of liquid crystal molecules.
A liquid crystal display (LCD) has liquid crystal material sandwiched between two sheets of glass. Without any voltage applied between transparent electrodes, liquid crystal molecules are aligned in parallel with the glass surface. When voltage is applied, they change their direction and they turn vertical to the glass surface. They vary in optical characteristics, depending on their orientation. Therefore, the quantity of light transmission can be controlled by combining the motion of liquid crystal molecules and the direction of polarization of two polarizing plates attached to the both outer sides of the glass sheets. LCDs utilize these characteristics to display images.
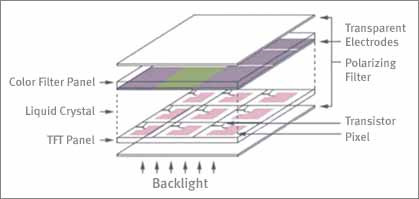
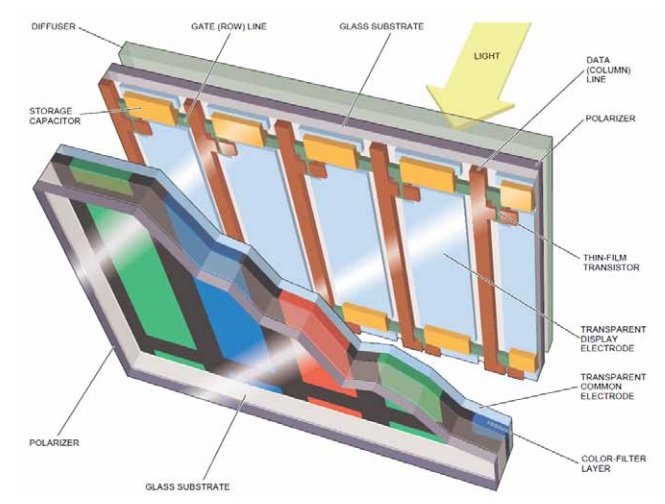
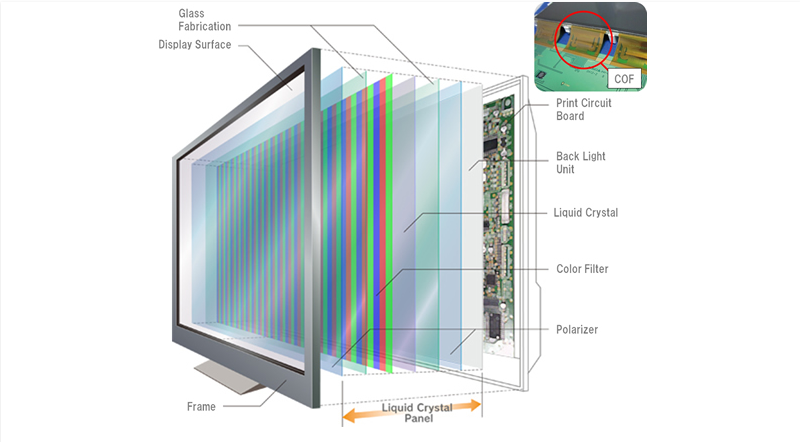
An LCD consists of many pixels. A pixel consists of three sub-pixels (Red/Green/Blue, RGB). In the case of Full-HD resolution, which is widely used for smartphones, there are more than six million (1,080 x 1,920 x 3 = 6,220,800) sub-pixels. To activate these millions of sub-pixels a TFT is required in each sub-pixel. TFT is an abbreviation for "Thin Film Transistor". A TFT is a kind of semiconductor device. It serves as a control valve to provide an appropriate voltage onto liquid crystals for individual sub-pixels. A TFT LCD has a liquid crystal layer between a glass substrate formed with TFTs and transparent pixel electrodes and another glass substrate with a color filter (RGB) and transparent counter electrodes. In addition, polarizers are placed on the outer side of each glass substrate and a backlight source on the back side. A change in voltage applied to liquid crystals changes the transmittance of the panel including the two polarizing plates, and thus changes the quantity of light that passes from the backlight to the front surface of the display. This principle allows the TFT LCD to produce full-color images.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

One of the industry’s leading oxide panel makers selected Astra Glass as its backplane glass substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT glass fabrication for immersive high-performance displays.
One of the industry’s leading oxide panel makers selected Astra Glass as its backplane glass substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT glass fabrication for immersive high-performance displays.
To create an LCD, you take two pieces ofpolarized glass. A special polymer that creates microscopic grooves in the surface is rubbed on the side of the glass that does not have the polarizing film on it. The grooves must be in the same direction as the polarizing film. You then add a coating of nematic liquid crystals to one of the filters. The grooves will cause the first layer of molecules to align with the filter"s orientation. Then add the second piece of glass with the polarizing film at a right angle to the first piece. Each successive layer of TN molecules will gradually twist until the uppermost layer is at a 90-degree angle to the bottom, matching the polarized glass filters.
As light strikes the first filter, it is polarized. The molecules in each layer then guide the light they receive to the next layer. As the light passes through the liquid crystal layers, the molecules also change the light"s plane of vibration to match their own angle. When the light reaches the far side of the liquid crystal substance, it vibrates at the same angle as the final layer of molecules. If the final layer is matched up with the second polarized glass filter, then the light will pass through.
If we apply an electric charge to liquid crystal molecules, they untwist. When they straighten out, they change the angle of the light passing through them so that it no longer matches the angle of the top polarizing filter. Consequently, no light can pass through that area of the LCD, which makes that area darker than the surrounding areas.
Building a simple LCD is easier than you think. Your start with the sandwich of glass and liquid crystals described above and add two transparent electrodes to it. For example, imagine that you want to create the simplest possible LCD with just a single rectangular electrode on it. The layers would look like this:
The LCD needed to do this job is very basic. It has a mirror (A) in back, which makes it reflective. Then, we add a piece of glass (B) with a polarizing film on the bottom side, and a common electrode plane (C) made of indium-tin oxide on top. A common electrode plane covers the entire area of the LCD. Above that is the layer of liquid crystal substance (D). Next comes another piece of glass (E) with an electrode in the shape of the rectangle on the bottom and, on top, another polarizing film (F), at a right angle to the first one.
The electrode is hooked up to a power source like a battery. When there is no current, light entering through the front of the LCD will simply hit the mirror and bounce right back out. But when the battery supplies current to the electrodes, the liquid crystals between the common-plane electrode and the electrode shaped like a rectangle untwist and block the light in that region from passing through. That makes the LCD show the rectangle as a black area.

Ultra-small, high performance platforms that protect next-gen electronics from damage or latch-up caused by ESD, lightning and other destructive voltage transients. Semtech solutions provide low clamping voltage, low capacitance, low leakage current and robust protection.
TAIYO YUDEN EIA 0201 0.1uF AEC-Q200 MLCC MAASJ063SD7104MFCA01 features a 6.3 voltage rating in a small package size for reduction in board space requirements. This 0.1 µF MLCC is manufactured with TAIYO YUDEN’s raw materials and microfabrication technology providing high reliability for automotive powertrain & safety.
Advantech"s Industrial Wireless (AIW) solutions provides Wi-Fi 5/6, 4G LTE, 5G NR, GPS/GNSS, and Bluetooth® technology. This AIW economic package tests and verifies the solution, reducing supply time and transportation fees.
1555F series IP68 enclosures are designed for wall mounting PCB-based or DIN rail-based equipment such as security components, control equipment, and radio repeaters used in harsh industrial environments or outdoor applications.
Alpha Wire’s ThermoThin maintains high performance across a wide temperature range and is suited for applications where space is at a premium. Its ECA fluoropolymer insulation contributes to a smaller size while providing excellent dielectric properties and chemical resistance.
Weller’s WXsmart is a centralized control unit for workbenches, controlling multiple devices at the same time. The WXsmart features total connectivity by Wi-Fi, LAN, USB, or RS-232 interface and fully supports Smart Soldering 4.0 with intelligent tips and tools saving cost, time, and space.
RECOM Power"s R05C05TE05S and R05CTE05S series are in a 10.35 mm x 7.5 mm x 2.5 mm package with a 4.5 V to 5.5 V input range and semi-regulated 5 V input. They are a great option for IoT, IIoT, sensors, current sensing, gate drivers, and COM port isolation.
YAGEO"s PU series features resistance from 0.2 mΩ - 5 mΩ, with high power (10 W), high precision (1%), a low TCR (75 ppm/°C), low thermal EMF, excellent heat dissipation and a capability to sense minimal current.
HARTING"s Han HPR compact series is a broad portfolio of exceptionally rugged hoods and housings that provide unparallel protection for any connection power, signal, and data.
Eaton thermistors offer cost effective temperature sense NTC"s for a broad range of electronic applications with form factors of surface mount NTCs, epoxy coated NTCs and glass encapsulated/coated NTCs.
This SPST-N.O. relay is a strong option for applications switching 12 VDC loads. Its small size allows high-density mounting & downsizing of equipment.
Covers the full spectral range necessary for grow lighting, allowing plants to thrive. They enable both narrow- and full-spectrum solutions for all horticulture applications. They feature a ceramic package, a fully in-house 1 mm square chip, and a 120-degree beam angle.
Unwavering high reliability with Cannon’s High-Density, Small Form Factor. HDx comes with breakaway/screw-lock breakaway coupling, an anti-glare, non-reflective Ruthenium plating and is rated up to 20m sealing depth when mated.
XP Power"s LCS Series offers input of 85-264 VAC full power to +50°C. Features Class B conducted and radiated emissions for easy and low-cost system integration along with an integrated connector cover to enhance safety once installed. Well-suited for ITE, household and industrial applications.
MSS Metal Line switch series flush mounts with an 8 mm shallow mounting. Stylish and robust, rated IP67 and IK06. Normally open MO, or LA switch is pressure actuated at 1-3 N. Lifetime is >20 million operations. RGB multi-color side ring illumination. Non-illuminated versions offer colored rings.
Rose’s fiberglass watertight enclosures are ideal to use when harsh environments are a problem. These enclosures are made of compression-molded fiberglass, the best method for producing a strong, rugged enclosure which will withstand all conditions: weather, liquids, chemicals, and more...

This application claims the benefit of the Korean Patent Application Nos. 10-2014-0078318 filed on Jun. 25, 2014; 10-2014-0172567 filed on Dec. 3, 2014; 10-2014-0172570 filed on Dec. 3, 2014; 10-2014-0191052 filed on Dec. 26, 2014; and 10-2015-0060058 filed Apr. 28, 2015 which are all incorporated by reference in their entirety for all purposes as if fully set forth herein. BACKGROUND
The present disclosure relates to a thin film transistor (TFT) substrate, and particularly, to a TFT substrate including a TFT formed on a plastic substrate, a display panel including the same, and a method of manufacturing the same.
As the times advance in an information-oriented society, flat panel display (FPD) devices which have good characteristics such as thin, light weight, and low power consumption are increasing in importance. Examples of FPD devices include liquid crystal display (LCD) devices, plasma display panels (PDPs), organic light-emitting display devices, etc. Recently, electrophoretic display (EPD) devices are being widely used as one type of FPD device.
A display panel used in a display device is manufactured with a glass carrier, a quartz substrate, or the like. However, the above-described substrates are easily cracked and are heavy. Therefore, the glass carrier and the quartz substrate are not suitable for manufacturing a flexible display device. Therefore, a method of forming a TFT on a substrate (for example, flexible plastic) having flexibility is being applied for manufacturing a flexible display device.
A TFT is being widely used as a switching element in a display panel such as a liquid crystal panel or an organic light-emitting display panel. Therefore, a TFT substrate where a TFT is formed is a fundamental element of a display panel configured for a display device.
To provide an additional description, recently research for flexible display panels is being actively pursued. The flexible display panel needs to be able to be bent or curved. Therefore, instead of glass, a polymer material (i.e., plastic) such as polyimide (PI) is being used as a material of a TFT substrate.
A pixel P of the related art organic light-emitting display panel, as illustrated in FIG. 1, includes an organic light-emitting diode (OLED), a switching transistor Tsw, a driving transistor Tdr, and a capacitor Cst. In FIG. 1, the switching transistor Tsw and the driving transistor Tdr are implemented in an N-type, but are not limited thereto. For example, the switching transistor Tsw and the driving transistor Tdr may be implemented in a P-type.
In the related art flexible organic light-emitting display panel, as illustrated in FIG. 2, a lower substrate 10 formed of plastic is attached to an auxiliary substrate A. An organic light-emitting diode (OLED) connected to a driving transistor Tdr is formed on the lower substrate 10. The auxiliary substrate A includes a glass carrier 80 and a sacrificial layer 85. The auxiliary substrate A is detached from the lower substrate 10, where the OLED is formed, through a laser release process. SUMMARY
Accordingly, the present invention is directed to provide a TFT substrate, a display panel including the same, and a method of manufacturing the same that substantially obviate one or more problems due to limitations and disadvantages of the related art.
An aspect of the present invention is directed to provide a TFT substrate including a buffer where a bottom shield metal (BSM) is provided, a display panel including the same, and a method of manufacturing the same.
In an aspect of the invention an electronic display panel comprising a plastic substrate; a bottom shield metal (BSM) on the plastic substrate; a thin-film transistor (TFT) on the BSM, the TFT and the BSM at least partially overlapping each other; and an active buffer layer between the TFT and the BSM, wherein the BSM is connected to one of a gate electrode, a source electrode, and a drain electrode of the TFT.
In another aspect of the invention an electronic display panel comprising a plastic substrate; a bottom shield metal (BSM) on the plastic substrate, the BSM located to minimize formation of a back channel in a pixel circuit by trapped charges of the plastic substrate; an active buffer layer on the BSM; and the pixel circuit in a pixel area defined by a gate line and a data line on the plastic substrate, the pixel circuit on the active buffer layer including a plurality of TFTs and a plurality of component interconnecting nodes.
Additional advantages and features of the invention will be set forth in part in the description which follows and will become apparent to those having ordinary skill in the art upon examination of the following or may be learned from practice of the invention. The objectives and other advantages of the invention may be realized and attained by the structure particularly pointed out in the written description and claims hereof as well as the appended drawings.
It is to be understood that both the foregoing general description and the following detailed description of the present invention are exemplary and explanatory and are intended to provide further explanation of the invention as claimed. BRIEF DESCRIPTION OF THE DRAWINGS
The accompanying drawings, which are included to provide a further understanding of the invention and are incorporated in and constitute a part of this application, illustrate embodiments of the invention and together with the description serve to explain the principle of the invention. In the drawings:
FIG. 3 is a diagram illustrating a configuration of an organic light-emitting display device to which a TFT substrate is applied, according to an embodiment of the present invention;
FIG. 5A is a cross-sectional view illustrating a driving transistor of one pixel of a display panel to which a TFT substrate according to a first embodiment of the present invention is applied;
FIG. 5B is a cross-sectional view illustrating a switching transistor of the one pixel of the display panel to which the TFT substrate according to the first embodiment of the present invention is applied;
FIG. 6 is a cross-sectional view illustrating a driving transistor of one pixel of a display panel to which a TFT substrate according to a second embodiment of the present invention is applied;
FIG. 7 is a cross-sectional view illustrating a driving transistor of one pixel of a display panel to which a TFT substrate according to a third embodiment of the present invention is applied;
FIGS. 8A to 8E are cross-sectional views for describing a method of manufacturing a display panel including a TFT substrate, according to the first exemplary embodiment of the present invention;
FIG. 14 is an exemplary diagram illustrating a cross-sectional surface of an organic light-emitting display panel according to an embodiment of the present invention;
FIG. 15 is an exemplary diagram illustrating a cross-sectional surface of a liquid crystal display panel according to an embodiment of the present invention;
FIG. 22 is an exemplary diagram illustrating a cross-sectional surface of the TFT substrate according to the sixth embodiment of the present invention.
Reference will now be made in detail to the exemplary embodiments of the present invention, examples of which are illustrated in the accompanying drawings. Wherever possible, the same reference numbers will be used throughout the drawings to refer to the same or like parts.
In this disclosure below, an organic light-emitting display panel will be described as an example of the present invention, but the present invention is not limited thereto. That is, the present invention may be applied to various kinds of display panels including a TFT substrate.
Moreover, in the present specification, a flexible TFT substrate will be described as an example of the present invention, but the present invention is not limited thereto. That is, the present invention may be applied to various kinds of TFT substrates using a lower substrate made of a polymer material such as polyimide (PI).
Referring to FIG. 2, in the related art flexible organic light-emitting display panel, an active layer 23 of the driving transistor Tdr formed on the lower substrate 10 can be damaged by a laser which is irradiated in an operation of detaching the auxiliary substrate A from the lower substrate 10.
Moreover, in the related art flexible organic light-emitting display panel, a threshold voltage “Vth” of the driving transistor Tdr is shifted due to a back channel phenomenon which is caused by the lower substrate 10 and the sacrificial layer 85.
To provide an additional description, in the related art flexible organic light-emitting display panel, an active layer of each of various transistors such as the driving transistor Tdr can be damaged by a laser. Also, a negative charge trap occurs in the sacrificial layer due to a laser and light input from the outside, and thus, positive (+) electric charges are moved from polyimide (PI), forming the lower substrate 10, to the sacrificial layer 85. Therefore, a potential of a surface of the lower substrate 10 increases. Accordingly, a threshold voltage (Vth) of each of a plurality of TFTs is shifted in a positive direction.
The degradation in the reliability of the organic light-emitting display panel can occur in the switching transistor Tsw. Also, a shift of the threshold voltage of the driving transistor or the switching transistor can occur due to various causes in addition to the above-described cause.
Second, a source of the driving transistor connected to the organic light-emitting diode OLED is maintained in a floating state when the driving transistor Tdr is not turned on. In this case, as a potential of the surface of the lower substrate 10 increases, a parasitic capacitance can be generated between the lower substrate 10 and the source, and the source can be continuously affected by the parasitic capacitance. Therefore, a current flowing in the source can be shifted by the parasitic capacitance, and for this reason, image sticking can occur.
Third, when an internal-compensation transistor connected to an initialization voltage supply line is connected to the source so as to compensate for the threshold voltage of the driving transistor Tdr, a parasitic capacitance is ge



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey