
3d printer tft lcd setup price

Easy to usePI TFT70 V 2.0. The backlight can be adjusted by a rotary encoder. Use an FPC cable to connect the screen to the Pi"s DSI interface, and the display can be touched, which is simple and convenient.

WARNING: BTT does not officially provide MKS TFT hardware support. MKS TFT is maintained by open source contributors and BTT does not bear any risk of MKS TFT hardware using this firmware.
In case your mainboard provides EXP1 and EXP2, you have to connect 2 ribbon cables connecting EXP1 and EXP2 of the mainboard to EXP1 and EXP2 of the TFT. In the Marlin firmware of your mainboard, make sure that ONLY REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER is activated in Configuration.h and that all other controllers are Deactivated (especially CR10_STOCKDISPLAY).
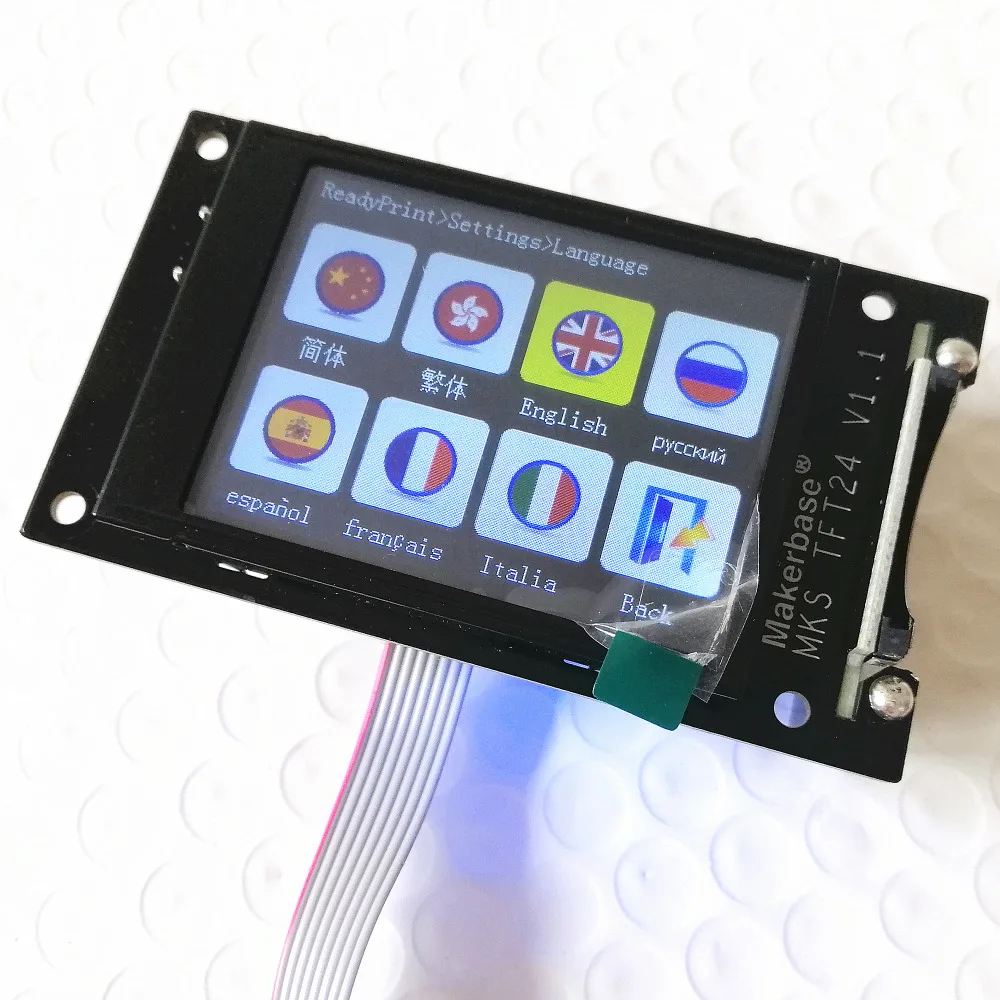
In case you have an "E3" mainboard which provides a single EXP connector, you have to connect 1 ribbon cable connecting EXP of the mainboard to EXP3 of the TFT. In case your TFT does not provide an EXP3 connector but only two 10pin connectors (TFT24 v1.1 for example) you will need a "Y-split" cable with one 10pin connector on one side (for the mainboard) and two 10pin connectors on the other side (for the TFT). In the Marlin firmware of your mainboard, make sure that ONLY CR10_STOCKDISPLAY is activated in Configuration.h and that all other controllers are Deactivated (especially REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER).
Any binary file for an MKS firmware (e.g. MKS_TFT28_V4.0.27.x.bin) MUST be renamed to MKSTFT*.bin (e.g. MKSTFT28.bin, MKSTFT35.bin etc.) in order it can be recognized and installed by the TFT
A configuration can be uploaded without the need to upload the firmware or the TFT folder again, as long as the firmware and the configuration file are from the same version (see Configuration Update).
Copy the precompiled BIGTREE_TFT*_V*.*.*.bin or your self compiled firmware, plus the TFT* folder of your preferred theme along with config.ini to the root of a blank SD card not greater than 8GB and formatted as FAT32:
Optionally, copy one or more language_*.ini file(s) onto the SD card. Doing so, it will allow you to switch between English and the uploaded language(s) from the Language menu present in the TFT firmware. We recommend to upload the minimum amount of languages to keep the memory usage low. The language_*.ini file can be edited to change the text shown on the TFT:
Place the SD card with BIGTREE_TFT*_V*.*.*.bin, the TFT* folder, config.ini and the optional language_*.ini file(s) into the TFT"s SD card reader and reset your TFT (or optionally - power cycle your printer) to start the update process:
Unless the default hard coded settings have been properly configured (e.g. a self compiled firmware was installed), after an hard reset the TFT typically needs to be reconfigured with the proper config.ini file (see Configuration Update)
When the default hard coded settings are properly configured for a TFT and the TFT"s basic function such as surfing on the menus is working, in case of issues the user can opt to apply only a configuration reset (soft reset) instead of an hard reset.
A BIGTREE_TFT*_V*.*.*.bin file will be generated in the hidden .pio\build\BIGTREE_TFT*_V*_* folder. Follow the update process outlined in the Firmware Update section above to update your TFT to the latest version
TIP: In case there is a problem compiling the TFT firmware try to restart VSC. If this does not help and you are using macOS, delete the packages and platforms folders usually present under the folder /Users/***username***/.platformio/.
In case the TFT needs to be placed with a vertical orientation (e.g. 90°), the firmware needs to be compiled with the portrait mode support and installed following the procedure below:
NOTE: With only power supplied, you should be able to navigate through the menus using the touchscreen and even to switch to Marlin Mode (if available). Marlin Mode will not show any interface without a proper EXP connection (see Marlin Mode Setup).
OctoPrint, ESP3D, Pronterface etc, connected to a TFT"s serial port, can browse files on both the TFT"s and mainboard"s media devices and start a print that will be handled by the host (TFT or mainboard). The following actions and the related triggering G-codes are currently supported by the TFT fw:
OctoPrint, ESP3D, Pronterface etc, connected to a TFT"s or mainboard"s serial port, can host a print (print handled by the host) and optionally can trigger some actions to the TFT sending specific G-codes. The following actions and the related triggering G-codes are currently supported by the TFT fw:
Only on print end or cancel (with triggers print_end or cancel) the TFT Printing menu is finalized (statistics available etc.) and unlocked (the menu can be closed).
With the exception of TFT70, the maximum number of displayable layer count is 999 (there"s no space to display layer number and count if the layer count is above 999)
The most recent version of the standard bigtreetech TFT firmware has built in support for RepRap firmware. The pre-built images have this enabled by default.
The TFT35 E3 V3.0 has 3 cables to connect to the mainboard. Two 10 pin ribbon cables and one 5 pin serial cable. The 2 ribbon cables connect to the EXP1 and the EXP2 connections on both the TFT35 E3 V3.0 and the MKS mainboards.
NOTE: On the MKS mainboards there is an issue that involves at least the MKS GEN_L, MKS SGEN, and MKS SGEN_L models. The EXP1 and EXP2 connections have the socket shell installed wrong way around. The notch that indexes the cable should be facing towards the mainboard. If you get a blank screen on the TFT35 E3 V3.0 touchscreen after connecting the two EXP cables and turning the printer on, turn printer off and disconnect the 10 pin cables from either the touch screen or the mainboard and using small diagonal cutters trim the tab down to be as close to flush as you can get on both cables (and only on one end) and plug them back in with the trimmed tab now facing the mainboard.
Edit the Configuration.h file and enable (uncomment) REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER. Rebuild and deploy the Marlin firmware to your 3D Printer.
In case filament data is not present in the G-code, the filament length data is calculated during print. Length is calculated regardless of using the TFT USB, TFT SD or the onboard media. Calculations are done in both absolute or relative extrusion mode. Filament data takes into account the flow rate also but with a caveat. It has to be the same flow rate during the entire time of the printing, because the end result is calculated based on the flow rate at the time the print has finished. If flow rate changes during the print the results will not be accurate anymore.

To get your core Configuration.h settings right you’ll need to know the following things about your printer: Printer style, such as Cartesian, Delta, CoreXY, or SCARA
Settings saved in EEPROM persist across reboots and still remain after flashing new firmware, so always send M502, M500 (or “Reset EEPROM” from the LCD) after flashing.
The serial communication speed of the printer should be as fast as it can manage without generating errors. In most cases 115200 gives a good balance between speed and stability. Start with 250000 and only go lower if “line number” and “checksum” errors start to appear. Note that some boards (e.g., a temperamental Sanguinololu clone based on the ATMEGA1284P) may not be able to handle a baud rate over 57600. Allowed values: 2400, 9600, 19200, 38400, 57600, 115200, 250000.
This is the name of your printer as displayed on the LCD and by M115. For example, if you set this to “My Delta” the LCD will display “My Delta ready” when the printer starts up.
A unique ID for your 3D printer. A suitable unique ID can be generated randomly at uuidtools.com. Some host programs and slicers may use this identifier to differentiate between specific machines on your network.
This value, from 0 to 6, defines how many extruders (or E steppers) the printer has. By default Marlin will assume separate nozzles all moving together on a single carriage. If you have a single nozzle, a switching extruder, a mixing extruder, or dual X carriages, specify that below.
Enable SINGLENOZZLE if you have an E3D Cyclops or any other “multi-extruder” system that shares a single nozzle. In a single-nozzle setup, only one filament drive is engaged at a time, and each needs to retract before the next filament can be loaded and begin purging and extruding.
A Switching Extruder is a dual extruder that uses a single stepper motor to drive two filaments, but only one at a time. The servo is used to switch the side of the extruder that will drive the filament. The E motor also reverses direction for the second filament. Set the servo sub-settings above according to your particular extruder’s setup instructions.
A Switching Nozzle is a carriage with 2 nozzles. A servo is used to move one of the nozzles up and down. The servo either lowers the active nozzle or raises the inactive one. Set the servo sub-settings above according to your particular extruder’s setup instructions.
Enable this if you don’t want the power supply to switch on when you turn on the printer. This is for printers that have dual power supplies. For instance some setups have a separate power supply for the heaters. In this situation you can save power by leaving the power supply off until needed. If you don’t know what this is leave it.
Temperature sensors are vital components in a 3D printer. Fast and accurate sensors ensure that the temperature will be well controlled, to keep plastic flowing smoothly and to prevent mishaps. Use these settings to specify the hotend and bed temperature sensors. Every 3D printer will have a hotend thermistor, and most will have a bed thermistor.
These parameters help prevent the printer from overheating and catching fire. Temperature sensors report abnormally low values when they fail or become disconnected. Set these to the lowest value (in degrees C) that the machine is likely to experience. Indoor temperatures range from 10C-40C, but a value of 0 might be appropriate for an unheated workshop.
Maximum temperature for each temperature sensor. If Marlin reads a temperature above these values, it will immediately shut down for safety reasons. For the E3D V6 hotend, many use 285 as a maximum value.
Enable PID_AUTOTUNE_MENU to add an option on the LCD to run an Autotune cycle and automatically apply the result. Enable PID_PARAMS_PER_HOTEND if you have more than one extruder and they are different models.
Sample PID values are included for reference, but they won’t apply to most setups. The PID values you get from M303 may be very different, but will be better for your specific machine.
M301 can be used to set Hotend PID and is also accessible through the LCD. M304 can be used to set bed PID. M303 should be used to tune PID values before using any new hotend components.
A lengthy extrusion may not damage your machine, but it can be an awful waste of filament. This feature is meant to prevent a typo or glitch in a G1 command from extruding some enormous amount of filament. For Bowden setups, the max length should be set greater than or equal to the load/eject length.
More thermal protection options are located in Configuration_adv.h. In most setups these can be left unchanged, but should be tuned as needed to prevent false positives.
Specify all the endstop connectors that are connected to any endstop or probe. Most printers will use all three min plugs. On delta machines, all the max plugs should be used. Probes can share the Z min plug, or can use one or more of the extra connectors. Don’t enable plugs used for non-endstop and non-probe purposes here.
These are the most crucial settings for your printer, as they determine how accurately the steppers will position the axes. Here we’re telling the firmware how many individual steps produce a single millimeter (or degree on SCARA) of movement. These depend on various factors, including belt pitch, number of teeth on the pulley, thread pitch on leadscrews, micro-stepping settings, and extruder style.
Use this option in all cases when the probe is connected to the Z MIN endstop plug. This option is used for DELTA robots, which always home to MAX, and may be used in other setups.
Even if you have no bed probe you can still use any of the core AUTO_BED_LEVELING_* options below by selecting this option. With PROBE_MANUALLY the G29 command only moves the nozzle to the next probe point where it pauses. You adjust the Z height with a piece of paper or feeler gauge, then send G29 again to continue to the next point. You can also enable LCD_BED_LEVELING to add a “Level Bed” Menu item to the LCD for a fully interactive leveling process. MANUAL_PROBE_START_Z sets the Z-height the printer initially moves to at each mesh point during manual probing. With this disabled, the printer will move to Z0 for the first probe point. Then each consecutive probe point uses the Z position of the probe point preceding it.
These offsets specify the distance from the tip of the nozzle to the probe — or more precisely, to the point at which the probe triggers. The X and Y offsets are specified as integers. The Z offset should be specified as exactly as possible using a decimal value. The Z offset can be overridden with M851 Z or the LCD controller. The M851 offset is saved to EEPROM with M500.
Use these settings to specify the distance (mm) to raise the probe (or lower the bed). The values set here apply over and above any (negative) probe Z Offset set with Z_PROBE_OFFSET_FROM_EXTRUDER, M851, or the LCD. Only integer values >= 1 are valid for these settings. Example: M851 Z-5 with a CLEARANCE of 4 => 9 mm from bed to nozzle.
Most 3D printers use an “open loop” control system, meaning the software can’t ascertain the actual carriage position at a given time. It simply sends commands and assumes they have been obeyed. In practice with a well-calibrated machine this is not an issue and using open loop is a major cost saving with excellent quality.
These settings reverse the motor direction for each axis. Be careful when first setting these. Axes moving the wrong direction can cause damage. Get these right without belts attached first, if possible. Before testing, move the carriage and bed to the middle. Test each axis for proper movement using the host or LCD “Move Axis” menu. If an axis is inverted, either flip the plug around or change its invert setting.
RAMPS-based boards use SERVO3_PIN. For other boards you may need to define FIL_RUNOUT_PIN. Enable the M43 feature in your firmware (PINS_DEBUGGING) and load it to your printer. Assuming you already have a runout sensor (switch based) there, you can watch the pin states while toggling the runout sensor on an off to see which pin is changing.
It is highly recommended to get your printer aligned and constrained as much as possible before using bed leveling, because it exists to compensate for imperfections in the hardware.
AUTO_BED_LEVELING_UBL (recommended) combines the features of 3-point, linear, bilinear, and mesh leveling. As with bilinear leveling, the mesh data generated by UBL is used to adjust Z height across the bed using bilinear interpolation. An LCD controller is currently required.
#if ENABLED(LCD_BED_LEVELING) #define MESH_EDIT_Z_STEP 0.025 // (mm) Step size while manually probing Z axis. #define LCD_PROBE_Z_RANGE 4 // (mm) Z Range centered on Z_MIN_POS for LCD Z adjustment //#define MESH_EDIT_MENU // Add a menu to edit mesh points
Commands like M92 only change the settings in volatile memory, and these settings are lost when the machine is powered off. With this option enabled, Marlin uses the built-in EEPROM to preserve settings across reboots. Settings saved to EEPROM (with M500) are loaded automatically whenever the machine restarts (and in most setups, when connecting to a host), overriding the defaults set in the configuration files. This option is highly recommended, as it makes configurations easier to manage.
These are the default values for the Prepare > Preheat LCD menu options. These values can be overridden using the M145 command or the Control > Temperature > Preheat Material X conf submenus.
#define NOZZLE_PARK_POINT { (X_MIN_POS + 10), (Y_MAX_POS - 10), 20 } #define NOZZLE_PARK_XY_FEEDRATE 100 // (mm/s) X and Y axes feedrate (also used for delta Z axis) #define NOZZLE_PARK_Z_FEEDRATE 5 // (mm/s) Z axis feedrate (not used for delta printers)
Choose your preferred language for the LCD controller here. Supported languages include: Code Language Code Language Code Language en English (Default) an Aragonese bg Bulgarian
The SDSUPPORT option must be enabled or SD printing will not be supported. It is no longer enabled automatically for LCD controllers with built-in SDCard slot.
Disable all menus and only display the Status Screen with NO_LCD_MENUS, or just remove some extraneous menu items to recover space with SLIM_LCD_MENUS.
This option reverses the encoder direction for navigating LCD menus. If CLOCKWISE normally moves DOWN this makes it go UP. If CLOCKWISE normally moves UP this makes it go DOWN.
The duration and frequency for the UI feedback sound. Set these to 0 to disable audio feedback in the LCD menus. Test audio output with the G-code M300 S
Marlin includes support for several controllers. The two most popular controllers supported by Marlin are: REPRAP_DISCOUNT_SMART_CONTROLLER A 20 x 4 character-based LCD controller with click-wheel.
REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER A monochrome 128 x 64 pixel-based LCD controller with click-wheel. Able to display simple bitmap graphics and up to 5 lines of text.
LCD_I2C_PANELOLU2 PANELOLU2 LCD with status LEDs, separate encoder and click inputs. The click input can either be directly connected to a pin (if BTN_ENC is defined) or read through I2C (with BTN_ENC undefined). Requires LiquidTWI2 library v1.2.3 or later.
Marlin includes support for the Baricuda Extruder for 3D Printing Sugar and Chocolate also hosted on GitHub. The feature adds the codes M126, M127, M128, and M129 for controlling the pump and valve of the Baricuda.
This option causes the printer to give status feedback on the installed color LED, BLINKM, or PCA9632: Gradually change from blue to violet as the heated bed gets to target temp.
This option further improves hotend temperature control by accounting for the extra heat energy consumed by cold filament entering the hotend melt chamber. If material enters the hotend more quickly, then more heat will need to be added to maintain energy balance. This option adds a scaling factor that must be tuned for your setup and material.
Enable this option if you have an “IDEX” printer with Dual X-Carriages that move independently. The Dual X-Carriage design allows the inactive extruder to be parked to keep oozing filament away from the print, reduces the weight of each carriage, and enables faster printing speeds. With this option simply connect the X2 stepper to the first unused E plug.
Mode 2: Duplication Mode. ([M605](/docs/gcode/M605.html) S2 X[offs] R[temp]) The firmware will transparently make the second X-carriage and extruder copy all actions of the first X-carriage. This allows the printer to print 2 arbitrary items at once. (The 2nd extruder’s X and temp offsets are set using: [M605](/docs/gcode/M605.html) S2 X[offs] R[offs].)
After an endstop is triggered during homing, the printerhead backs off by the set HOME_BUMP_MM distance then homes again at a slower speed. The slower homing speed for each axis is set by HOMING_BUMP_DIVISOR.
#if ENABLED(LED_CONTROL_MENU) #define LED_COLOR_PRESETS // Enable the Preset Color menu option #if ENABLED(LED_COLOR_PRESETS) #define LED_USER_PRESET_RED 255 // User defined RED value #define LED_USER_PRESET_GREEN 128 // User defined GREEN value #define LED_USER_PRESET_BLUE 0 // User defined BLUE value #define LED_USER_PRESET_WHITE 255 // User defined WHITE value #define LED_USER_PRESET_BRIGHTNESS 255 // User defined intensity //#define LED_USER_PRESET_STARTUP // Have the printer display the user preset color on startup
#if ENABLED(LCD_PROGRESS_BAR) #define PROGRESS_BAR_BAR_TIME 2000 // (ms) Amount of time to show the bar #define PROGRESS_BAR_MSG_TIME 3000 // (ms) Amount of time to show the status message #define PROGRESS_MSG_EXPIRE 0 // (ms) Amount of time to retain the status message (0=forever) //#define PROGRESS_MSG_ONCE // Show the message for MSG_TIME then clear it
Show a progress bar on HD44780 LCDs for SD printing. Sub-options determine how long to show the progress bar and status message, how long to retain the status message, and whether to include a progress bar test in the Debug menu.
Add an option for the firmware to abort SD printing if any endstop is triggered. Turn on with M540 S1 (or from the LCD menu) and make sure endstops are enabled (M120) during SD printing.
This option makes it easier to print the same SD Card file again. Whenever an SD print completes the LCD Menu will open with the same file selected. From there you can click to start a new print, or you can navigate elsewhere.
#define DGUS_UPDATE_INTERVAL_MS 500 #if EITHER(DGUS_LCD_UI_FYSETC, DGUS_LCD_UI_HIPRECY) #define DGUS_PRINT_FILENAME #define DGUS_PREHEAT_UI #if ENABLED(DGUS_LCD_UI_FYSETC) //#define DGUS_UI_MOVE_DIS_OPTION
#if ENABLED(CLCD_USE_SOFT_SPI) #define CLCD_SOFT_SPI_MOSI 11 #define CLCD_SOFT_SPI_MISO 12 #define CLCD_SOFT_SPI_SCLK 13 #endif #endif //#define TOUCH_UI_INVERTED
Babystepping enables M290 and LCD menu items to move the axes by tiny increments without changing the current position values. This feature is used primarily to adjust the Z axis in the first layer of a print in real-time. Warning: Does not respect endstops!
Experimental feature for filament change support and parking the nozzle when paused. Adds the M600 command to perform a filament change. With PARK_HEAD_ON_PAUSE enabled also adds the M115 command to pause printing and park the nozzle. Requires an LCD display. Note that M600 is required for the default FILAMENT_RUNOUT_SCRIPT. Requires LCD display and NOZZLE_PARK_FEATURE.
Enable to add support for a filament width sensor such as Filament Width Sensor Prototype Version 3. With a filament sensor installed, Marlin can adjust the flow rate according to the measured filament width. Adjust the sub-options below according to your setup.
#if PIN_EXISTS(BUTTON1) #define BUTTON1_HIT_STATE LOW // State of the triggered button. NC=LOW. NO=HIGH. #define BUTTON1_WHEN_PRINTING false // Button allowed to trigger during printing? #define BUTTON1_GCODE "G28" #define BUTTON1_DESC "Homing" // Optional string to set the LCD status #endif
#define MAX7219_DEBUG_PRINTER_ALIVE // Blink corner LED of 8x8 matrix to show that the firmware is functioning #define MAX7219_DEBUG_PLANNER_HEAD 3 // Show the planner queue head position on this and the next LED matrix row #define MAX7219_DEBUG_PLANNER_TAIL 5 // Show the planner queue tail position on this and the next LED matrix row #define MAX7219_DEBUG_PLANNER_QUEUE 0 // Show the current planner queue depth on this and the next LED matrix row // If you experience stuttering, reboots, etc. this option can reveal how
The MMU2 provides two options how the printer board can trigger a reset: software and hardware reset. By default software reset is enabled. Hardware reset requires a digital output pin wired to the reset pin on the MMU2. To activate hardware reset you define the pin (MMU2_RST_PIN) to use on the printer board
The MMU2 LCD menu allows you to load filament to the nozzle. The MMU2 will transport the filament all the way to the extruder gears. The required extruder steps to load it into the hotend have to be defined in Marlin.
The values are relative E distances and feed rates in mm/m. The defaults are based on the nozzle to extruder gear distance of a Průša MK3 extruder, so if required you have to modify those to your extruder/hotend setup accordingly.
To unload filament using the LCD menu a generic ramming sequence will be executed before the MMU2 will retract the filament. The steps to do so are defined using
The values are relative E distances and feed rates in mm/m. The default values are based on a E3D V6 hotend and the nozzle to extruder gear distance of a Průša MK3 extruder, so if required you have to modify those to your extruder/hotend setup accordingly.

The TFT display is a kind of LCD that is connected to each pixel using a transistor and it features low current consumption, high-quality, high-resolution and backlight. This 2.8-inch full color LCD has a narrow PCB display. The resolution is 320×280 pixels and it has a four-wire SPI interface and white backlight.

That’s apparently what was on [Crimson Repair]’s mind lately, the result being the discovery that an old thin client PC makes a dandy stand-in for a Raspberry Pi, at least in some cases. The video below is on the long side, true, But it’s chock full of command-by-command instructions for getting a Dell Wyse 3040, a thin client that can be found on the secondary market for $25 or so, up and running as a Klipper alternative for a 3D printer. These machines, which usually see use in point-of-sale applications and the like, sport a 1.4-GHz Intel Atom processor and a couple of gigs of RAM, and the form factor is just right for tucking into the base of an Ender 3.
Getting one up and running is a matter of getting a Debian image onto a USB key and configuring the thin client to boot from USB. After that it’s a simple matter of installing Klipper and wiring up a buck converter to power the machine. It’s not exactly rocket surgery, but why muddle through the process when someone has already been down the path ahead of you? And if you want to take it further, the second video below walks you through all the steps needed to add a touchscreen using an old Android phone. With a 3D printed bracket, the whole thing is a nicely complete printer control solution.
Desktop / notebook computers, tablets, processors, motherboards, digital cameras, camcorders and projectors, 3D printers, 3D scanners, and CD/DVD duplicators

4K MONO (6.6 inch) LCD masking screen. 4098x2560(4K)HD masking LCD allows for amazing print detail and much faster printing speed. It typically only needs 2.5 to 3 seconds for normal exposure time, compared to color screen which needs 8 to 10 seconds. Pixel size is 35 microns.

Resin 3D printers are more affordable than ever – you can now pick up a great quality resin printer with a 4K LCD screen for just a few hundred dollars. So if you’re a home maker who wants to make detailed miniatures for your next game, or have more professional ambitions, it’s never been easier.
With 2K, 4K, and even up to 8K LCD screen quality available under $1,000, and sub-35-micron resolution becoming increasingly common, with the right settings you can create incredible-looking miniature models, as well as key uses in jewelry molds and in the dental industry.
We’ve split our recommendations into the best cheap resin 3D printers with recommendations for $200, $300, $500, and $700, as well as recommending a couple of clear winners for professional resin 3D printers if you’re looking to start a business or scale things up.
Whereas the Mars 2 Pro has a 6.08-inch 2K LCD, the Mars 3 and Mars 3 Pro both have 6.6-inch 4K screens, improving XY resolution from 50 microns to 35 microns – a 30% accuracy improvement.
The latest entry-level Photon 3D printer, the Anycubic Photon M3 takes everything we loved about the series – fast print times, excellent resolution, and a user-friendly printing experience – and levels it up with a few choice enhancements.
The Anycubic Mono X 6K allows makers to craft exceptionally detailed 6K prints at 34 microns XY resolution without sacrificing build volume (or vice versa), which inches close to standard FDM printer sizes at 197 x 122 x 245mm. A max print speed of 80 mm/h also prints the most complex minis and models at a blistering pace.
If you’re not constrained by a tight budget and want some of the best quality offered by any consumer-grade printer, there’s no question the Anycubic Mono X 6K is a sensible buy. The same goes for those piecing together the kit needed to take a budding minis business to the next level.
Featuring an 8.9-inch 4K monochrome LCD screen for fast layer curing, the Elegoo Saturn comes much upgraded on standard models, printing 60% faster than the Elegoo Mars Pro, printing a layer every 2-3 seconds.
For your money, you get a number of other key upgrades, most notably the larger build area, turning the Elegoo Saturn into a solid resin 3D printer for larger resin models or terrain for miniatures, as well as for printing more minis in one batch and taking advantage of resin printers’ abilities to print entire layers at once.
If this isn’t enough, you have two upgrade options:Elegoo Saturn S: a slight improvement across the board, with an 9.1” 4K LCD, and a slight build volume increase to 196 x 122 x 210 mm
Elegoo Saturn 2: upgrades to a 10” 8K LCD, 28.5nm XY resolution, and a larger 219 x 123 x 250 mm build area.Elegoo SaturnElegoo Saturn SElegoo Saturn 2LCD Quality8.9″ 4K LCD9.1″ 4K LCD10″ 8K LCD
Phrozen’s flagship resin printer capitalizes on a sleek 7.1″ LCD screen and 22-micron resolution to deliver frankly outstanding print detail and surface quality that more budget-priced printers simply can’t provide.
As consumer printers go, the Phrozen Sonic Mini 8K has the potential to produce the most intricate, detail-rich models of any printers currently on the market.
One thing we really want to drive home is how important it is not to get tunnel vision when looking at the specs of printers when choosing which to buy. As we explain in the buyer’s guide portion below, a well-made printer made from high-quality parts that can handle precise movements and stability will outperform a printer with a higher-spec LCD screen but worse build quality.
The 5.96” monochrome LCD is smaller than some lower-priced printers like the Elegoo Saturn 2, but it is capable of fantastic accuracy, even for tiny miniature models smaller than a penny. It’s made from high-quality parts to minimize vibrations, with a rigid aluminum body, and features a quick release mechanism to maintain z-axis calibration.
You can buy the printer on its own, or as a bundle with the CW1S 4-in-1 wash and cure machine. It pre-heats your resin before use, washes resin prints, dries them off, and cures them, all in one add-on. The bundle is available here.
Formlabs make professional resin 3D printers, but at desktop resin printer prices. The US manufacturer sells the Form 3 SLA 3D printer for $3,499, with its quality making it key for super accurate prototypes, as well as being adopted in the dental and jewelry industries.
The Form 3 comes with a huge variety of new features as compared with the previous Form 2. It comes with new LFS technology advantages as well as a new Light Processing Unit (LPU) to improve resin part surface finishes, as well as better layer registrations. The Form 2 was already fantastic, and these added features elevate the Form 3 to a whole new dimension within desktop SLA printers.
In addition, it has a scanning system for the resin tray after each layer, and automatically adjusts based on the type of resin used. Furthermore, its got a fantastic touch screen and can be operated remotely via a WiFi connection, as well as operable as part of a factory with Formlabs’ industrial multi-printer ‘Form Cell’ solutions.
This UV 3D resin 3D printer has a print volume of 145 x 145 x 185 mm, and is extremely precise with 25-micron XY resolution. The Formlabs Form 3 is compatible with a large number of resins, from ceramic, to flexible resins, to castable resins, though Formlabs also sell their own high-quality resin materials.Formlabs resins are availablehere.
With washing and curing an unavoidable part of resin 3D printing, we’ve rounded up a few choice washing and curing stations well worth weaving into your printing setup to take some of the sting and mess out of post-processing.
The Anycubic Wash & Cure is an all-in-one station compatible with the overwhelming majority of resin printers. Thanks to a nifty recent price cut from Anycubic, the Wash & Cure sets you back under $100.
Anycubic has simplified the whole wash and cure process thanks to a set-and-forget design – choose either wash or cure on the touch button interface, and off it goes. The station blocks 99.95% of UV light and comes with an auto-pause function if the cover inadvertently comes off. The station has an adjustable bracket that can latch onto an Anycubic build platform if you’re working with a Photon Mono series printer.
The accepted max print size is 125 x 85 x 160 mm for washing and 140 x 165 mm for curing. You can either use the provided cleaning basket or mount an Elegoo build plate with models still attached, making it compatible with most if not all resin 3D printers, not just with Elegoo machines.
A 385 nm and 405 nm UV light set and 360-degree rotating curing turntable do all the curing work with the option to key in and monitor curing time up to 30 minutes on the TFT touchscreen. Safety’s covered with an anti-UV lid that blocks 99.95% of UV rays and a suspend operation function should the cover come off during curing.
However, while a higher resolution makes a clear difference to print results, even the highest resolution 3D printer will not perform as well as a lower-res 2K screen if it is built from low-quality parts.
As a general rule, resin printers feature smaller build volumes than more common FDM machines, hence why makers and professionals use them to create small intricate parts with high precision.
If you do need extra printing space for duplicate part printing or larger figurines and models, consider larger format resin printers such as the Peopoly Phenom and Phrozen Sonic Mighty 4K.
Resin 3D printing is a messy business, and post-processing is a core part of the printing process. Post-processing breaks down into two parts, washing and curing.
Your resin printer’s LCD screen uses the same UV light as the sun but in a more stable indoor environment, flashing light at certain parts of the resin to selectively cure parts, based on your model’s features.
The screen sits under the resin vat, and projects light upwards into the build platform. An FEP screen (fluorinated ethylene propylene) protects the screen from damage – though these FEP films themselves need to be replaced more often than any other parts of the printer.
As each layer is cured, the resin printer’s z-axis platform, lifts up one layer, for the next resin layer to be cured. The cured model sticks to the build platform as it moves up out of the resin (if it sticks to the resin, the print fails), with the layer on the edge cured and moved up each time.
Good cheap resin 3D printers start at around $200, with either a 2K or 4K screen that can still print precise features on miniature models. 6K and 8K screen resin printers cost from $600 to $1000+, and professional resin 3D printers from companies like Formlabs cost $3500 and up.
Budget resin 3D printers are typically used by hobbyists to make accurate figures and miniatures at details FDM printers just cannot reach. They’re commonly used for 28mm miniatures, D&D figures, and other similar projects for tabletop models.
However, these low cost options can sometimes be used for creating wax molds for jewelry casting. For better quality casting with precious metals however it is recommended to use a more professional resin 3D printer capable of better resolutions and precision.
Resin printers are commonly used in the dental, audiology, jewelry, and medical industries. For example, within dentistry resin 3D printers can print orthodontic models and implants, and within audiology, almost 100% of custom hearing aids are now 3D printed.
For the home resin 3D printing $200-600 range, the best resin 3D printer brands are Anycubic, Elegoo and Phrozen, who make high-quality printers capable of accurate details. In the professional resin printer range, Prusa, Formlabs and Peopoly are well-reputed, as well as industrial brands like 3D Systems, Carbon 3D and EnvisionTEC.
Resin 3D printers can print incredible-looking details for miniatures that FDM simply can’t compete with, so for anything precise and detailed, resin printers can’t be beaten. However, if you want a simpler printing experience without washing or curing prints, or want to print large-scale models, go for an FDM 3D printer instead.
Curing is an equally important part of the process. When a printer completes a part, the resin is in a transitory state: hard enough to retain the desired shape and detail but lacking overall rigidity, making it prone to scratches, scarring, and blemishes. By curing the print with UV, or even sunlight if you’ve got time on your side, the resin reaches its optimal, finished state.

342 x 460 x 580 mm (13.5 x 18.1 x 22.8 in)This is the process of depositing layers of filament, one on top of the other, to build up shapes and models. It is a form of additive manufacturing technology and the process used by all Ultimaker 3D printers.Print technology
100 - 240 VAC, 50 - 60 HzThe peak power output that the printer can reach – usually when the heated bed and hot ends are heating up.Maximum power output
A micron is the measurement used to define the thickness of a 3D printed layer. 20 micron is 0.02 mm thick. Thinner layers are used for high-detail prints, thicker layers are great for fast prototypes.Layer resolution
0.8 mm nozzle: 600 - 20 micronThe more accurate the stepper motors within the printer, the greater degree of accuracy and finer resolution can be achieved with each print.XYZ resolution
2.4-inch (6 cm) TFT color touchscreenThanks to the swappable nozzle, you can easily switch between different nozzle diameters. This results in higher uptime and easier maintenance of your 3D printer.Print head
The build speed relates to how fast the filament can be extruded through the hot end of the 3D printer. The higher the value the greater the achievable print speed.Build speed
< 2 minutesThanks to their quiet operation, Ultimaker 3D printers are suitable for use in the office, studio, or classroom environment.Operating sound
< 50 dBAAssisted leveling is easy with the Ultimaker 2+ Connect. The setup wizard guides you through the process, using the included calibration card and build plate knobs to ensure the build plate is perfectly level.Build plate leveling
0 - 32 °C (32 - 90 °F)The printer will notify you when the filter needs replacing (every 1,500 print hours – about once per year). Ultimaker 2+ Connect Air Manager sold separately.Air Manager filter technology
Ultimaker Cura is our industry-leading slicing software that turns your 3D model into a file your printer can use. Use Ultimaker Digital Factory to manage printers and print jobs via your local network or the cloudSupplied free software
SolidWorks, Siemens NX, Autodesk InventorAn STL file is the most used file type for 3D printing. Nearly any 3D modeling software program is able to create these files.Supported file types
"Last year, we produced around 1,000 different 3D printed parts. The benefits of these are improved ergonomics, productivity, and operator satisfaction. In the end, we get very good feedback from the operators working on the line."
"If you compare our 3D printed tools to conventionally manufactured tools, we can easily save approximately €1,000 per tool, which is of course a lot when you consider all the tools which are needed to produce a vehicle."



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey