
ito lcd panel free sample

We also offer product sourcing and flight consolidation services. We have our own factory and sourcing office. We can provide you with almost every type of product related to our product range for Free sample for 1.1mm Thick Ito Coated Glass For Tp/lcd Sensors, We cordially welcome shoppers from at your house and overseas to join us and cooperate with us to appreciate a greater upcoming.
We also offer product sourcing and flight consolidation services. We have our own factory and sourcing office. We can provide you with almost every type of product related to our product range for 55"tempered Glass Panel/multi Touch Screen/touchscreen, Digitizer Glass Touch Screen And Lcd Panel For Transformer, Hot Sale 1.1mm Thick Ito Coated Glass For Tp/lcd, Each customer’s satisfactory is our goal. We are looking for long-term cooperation with each customer. To meet this, we keep up our quality and present extraordinary customer service. Welcome to our company, we’ve been expecting to cooperate with you.
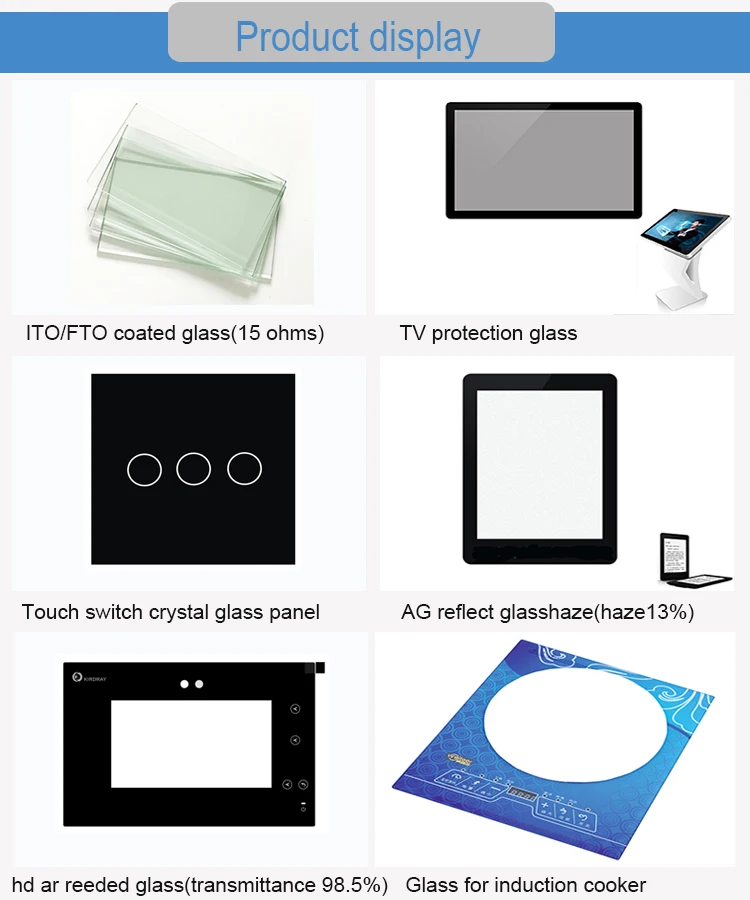
We offer Fluorine doped Tin oxide (FTO) coated glass slides with resistivity ranges from 7~15 ohm/sq. Thickness of these FTO glass substrates is 1.1mm, 2.2 mm , 3.2mm and standard size these FTO glass slides is 25 mm x 75 mm. Other sized FTO glass slides are available upon request. Patterning of these FTO and ITO glass is also available.
We also offer product sourcing and flight consolidation services. We have our own factory and sourcing office. We can provide you with almost every type of product related to our product range for Free sample for 1.1mm Thick Ito Coated Glass For Tp/lcd Sensors, We cordially welcome shoppers from at your house and overseas to join us and cooperate with us to appreciate a greater upcoming.
We also offer product sourcing and flight consolidation services. We have our own factory and sourcing office. We can provide you with almost every type of product related to our product range for 55"tempered Glass Panel/multi Touch Screen/touchscreen, Digitizer Glass Touch Screen And Lcd Panel For Transformer, Hot Sale 1.1mm Thick Ito Coated Glass For Tp/lcd, Each customer’s satisfactory is our goal. We are looking for long-term cooperation with each customer. To meet this, we keep up our quality and present extraordinary customer service. Welcome to our company, we’ve been expecting to cooperate with you.
We offer Fluorine doped Tin oxide (FTO) coated glass slides with resistivity ranges from 7~15 ohm/sq. Thickness of these FTO glass substrates is 1.1mm, 2.2 mm , 3.2mm and standard size these FTO glass slides is 25 mm x 75 mm. Other sized FTO glass slides are available upon request. Patterning of these FTO and ITO glass is also available.

Many LCD technologies, such as monochrome character, dot matrix and segment displays, make use of ITO glass. Even though ITO glass has been in existence for some time, it is still an important aspect in LCD designs and will be covered in the article below.
The article about ITO glass was written by Barbara Dutra, an exchange engineering student from Brazil, who is currently an intern at Focus Display Solutions. Her current job responsibilities include ISO certification, Test and quality insurance of inbound LCD displays and writing technical articles.
The Indium tin oxide is a material used in modern devices that manipulates ambient light. ITO is a good material, because it has a good response time to conduct electricity and an appropriate transparency for the emission of light.
It is also used in flat panel TVs where each pixel is turned ON or OFF by a pair of transparent electrodes ITO. Touch screen displays are the latest innovations using that material.
The first touchscreen devices were sold with a pen and were manufactured with two layers of ITO glass separated by a small gap. When the resistive screens were touched with a pen, the two layers came into contact, creating a short circuit and allowing a current to pass and be detected by the device.
New devices, implementing newer technology, use the finger to allow the short circuit that identifies the position without the need of a pen. The touch in the screen changes its capacitance at that location and this change is perceived by a single layer of ITO.
The ITO glass is a thin transparent film similar to common glass, but unlike glass, it is a conductor of electricity because it is a kind of transparent conductive oxide (TCO). So it has the property of reflecting electromagnetic radiation in the infrared region (spectrum) and having a low electrical resistivity.
The ITO is the best TCO because it is a good combination of transparency and conductivity. Because of its transparency, ITO glass does not absorb light photons. Absorption occurs when the photon energy corresponds to what is necessary to let the electron in an excited state.
To produce the thin films of ITO glass, it is common to use sputtering techniques with radio frequency assisted by constant magnetic field (RF magnetron sputtering). The sputtering technique involves the transport of molecules or atoms ejected from a source (also called the target) to a substrate.
The ITO glass is an expensive material because of the indium mineral, but this is not the biggest problem. The biggest challenge is the shortage expected to take place in a few years because indium is a rare mineral.
This is bad news because the market of touch screen devices is in an expansion mode and every day the demand increases since bigger and bigger screens are created using a larger amount of ITO.
Some hypotheses are the cadmium oxide, silver nanowires and graphene (carbon nanomaterial). The first is almost as transparent as ITO glass and has a greater capacity of conduct electricity, but it is very unstable and deteriorates quickly (half-life).
One solution to this problem is to apply 20% of ITO in the cadmium oxide just to create a film of protection on the material. Another problem, an environmental one, is that this oxide is more toxic and demands care in the manipulation and disposal of waste. This could be a future environmental problem.
Silver is very similar to high quality ITO, but it is quite flexible. Unfortunately silver nanowires are ten times more expensive to produce than the already expensive ITO and cheaper metals seem to not work.
The graphene can be used for touch screen displays because of the characteristics but is an expensive technology today. In the future the price between ITO glass and carbon nanotubes will be equivalent because of the lack of indium and carbon segment growth cheapening their cost. So, the graphene looks a promising option.
But that does not rule out this option because the processing power is in expansion. Anyway these free indium techniques do not solve a fundamental problem: with or without touch, the electrodes that provide power to the pixels on the LCD screen depend on the ITO glass. This will be solved only with the development of new materials that emulate the highly desirable ability of the ITO glass to combine transparency and conductivity.
It is safe to say that the cost of LCD displays does not look to be decreasing any time soon, if at all. Part of the reason for higher cost displays is not only the potential cost increase due to an ITO shortage. But a labor shortage that is taking place in many LCD manufacturing locations.

In this study, indium-tin-oxide (ITO) nanoparticles were simply recovered from the thin film transistor-liquid crystal display (TFT-LCD) panel scraps by means of lift-off method. This can be done by dissolving color filter (CF) layer which is located between ITO layer and glass substrate. In this way the ITO layer was easily lifted off the glass substrate of the panel scrap without panel crushing. Over 90% of the ITO on the TFT-LCD panel was recovered by using this method. After separating, the ITO was obtained as particle form and their characteristics were investigated. The recovered product appeared as aggregates of particles less than 100 nm in size. The weight ratio of In/Sn is very close to 91/9. XRD analysis showed that the ITO nanoparticles have well crystallized structures with (222) preferred orientation even after recovery. The method described in this paper could be applied to the industrial recovery business for large size LCD scraps from TV easily without crushing the glass substrate.
Thin film transistor-liquid crystal display (TFT-LCD) has been used as a most popular flat panel display. As the TFT-LCD market grows, significant amount of rare material of indium (In) has been continuously consumed in the display manufacturing industry. Indium has been widely used for transparent conductive oxides (TCO) in the form of indium tin oxide (ITO), because it has unique high optical transparency and electrical conductivity. The In resource is quite limited, e.g., the world’s reserve is merely 16,000 tons while the current annual consumption is about 1400 tons [1]. Consequently, global In resources are being exhausted due to their fast consumption rate in information displays, solar cells and lighting [2,3]. Therefore, recycling of indium has become a very important issue these days. A lot of research works aimed at the reuse of In materials has been performed and, as an alternative, the recycling of In from old ITO targets has been studied [4]. However, only a few works aimed at the extraction of In from TFT-LCD panel scraps has been performed. Moreover, we could not find any result on recovery of ITO with the optimal composition ratio of In/Sn as 91/9, which is the characteristics composition of the TCO. Several works reported that In can be recovered by crushing TFT-LCD panel scraps followed by selective extraction. Acquisition of ITO from the TFT-LCD scrap with the optimal ratio is very valuable for cost saving by reducing the number of steps in the recovery process. In this study, a new recycling technology was developed to recover ITO nanoparticles from TFT-LCD scraps. It is called lift-off method because ITO layer is simply lifted off the glass substrate of panel scraps by dissolving color filter (CF) layer which is located between them as in Figure 1. Characteristics such as particle size, thermal property, crystal structure, composition ratio, and purity of the recovered ITO product were investigated.
Lift-off method for recovering indium-tin-oxide (ITO) as nanoparticles from glass substrate of thin film transistor-liquid crystal display (TFT-LCD) scraps.
An alkaline solution was received from D. Company (Seoul, Korea) and used as a dissolving agent for the color filter. The solution consists of mainly KOH and NaOH and its pH is about 13.4. Polycarbonate (PC) membrane (Iso pore) having 0.4 μm pore diameter was purchased from Milllipore and used as a filter. Methylene Chloride (extra pure grade, Daejung Chemical and Metals, Korea) was used to dissolve the PC membrane. Deionized (DI) water was used to wash out the sample after each step. ITO was taken from a 7 inch size TFT-LCD panel scraps. Disassembly of the TFT-LCDs was done according to previously published methods [5]. First, the upper and lower portions were separated by cutting the edge of the TFT-LCD panel scraps. After cutting, the two plates were easily separated by removing residual liquid crystal with acetone. The upper plate was dipped into the alkaline solution at 80 °C for 30 min. Then the ITO was separated from the glass substrate automatically and remained in the solution after taking the glass substrate out of the solution. The ITO precipitate in the solution was filtered and washed several times with D.I. water. Filter cake was dried in a convection oven at 60 °C for 1 h. Then the thermal behavior of the filter cake was analyzed by thermogravimetric analysis (TGA) and differential thermal analysis (DTA) were performed by using thermogravimetry/differential thermal analyzer (TG/DTA: Seiko Exstar 6000, Seico Inst., Japan). In this way, the heat-treatment temperature to burn out the organic components was determined. The particle size, crystal structure, composition ratio, and purity of the ITO was analyzed by means of high-resolution transmission electron microscope (HRTEM: 300 kV, JEOL, Japan), field-emission scanning microscope (FESEM: JSM-7000F, JEOL, Japan), X-ray diffractometer (XRD: Rigaku Rotaflex D/MAX System) with monochromatic Cu target (λ = 0.1541 nm), inductively coupled plasma (ICP, ICP Optima 43DV, Perkin Elmer, Waltham, MA, USA), X-ray photoelectron spectroscopy (XPS: VG Microtech ESCA2000), using Al Kα radiation as an exciting source. All binding energies (BE) were referenced to the C 1s peak at 284.6 eV.
Figure 2a shows the cross-sectional SEM image of 7 inch LCD upper plate taken from a car navigator. The thickness of ITO was observed as 170 nm. Figure 2b shows the simple recovery scheme. The upper plate was immersed into the alkaline solution. After 30 min, the colorless alkaline solution was changed to blue color. That means some parts of RGB pigments were dissolved. This solution was filtered with the polycarbonate (PC) membrane (pore size 0.4 µm).
The filter cake appeared as two parts, film shape part and granular part as in Figure 3a. In the part A, many of irregular film pieces were found. According to the energy dispersive spectrometer (EDS) analysis as shown in Figure 3b its major component was indium. Therefore we estimated that these pieces came from ITO. The granular part B was quite different from the part A. The EDS analysis in Figure 3c shows the elemental components of the aggregate part are carbon, nitrogen, oxygen, copper and magnesium etc. indicating this part came from color filter.
The specific analysis of ITO with EDS is very difficult because energy levels of indium and tin are too close to differentiate each other. Therefore, we studied the composition via XPS measurement. The XPS spectra of filter cake are shown in Figure 4. As shown in Figure 4a the peaks located at 444.6, and 452.2 eV corresponding to the In 3d5/2 and In 3d3/2 state, respectively. These are related to In3+ bonding state in the In2O3 [6,7,8,9,10]. Figure 4b shows that Sn 3d5/2 and Sn 3d3/2 peaks located at 486.6, 495.2 eV respectively. These binding energies indicate that the Sn is in the Sn4+ bonding state from SnO2 [7,10]. According to the XPS analysis, the binding energy of filter cake, part A, was in good agreement with a typical ITO. Therefore, it is concluded that the recovered sample was mostly consisted of ITO.
Most of the filter cake was collected by dissolving the filter with the filter cake with methylene chloride. After decanting the methylene chloride away, the residue was washed with same solvent several times. Thermal behavior of the residue was performed by using TG/DTA. As shown in Figure 5a, TG/DTA curves were obtained in the range of ambient temperature to 1000 °C at a heating rate of 10 °C·min−1 in air at atmospheric pressure. The first weight loss was observed in temperature range, i.e., between 200 °C and 400 °C, and DTA curve shows the exothermic reaction showing a peak at around 400 °C. This weight loss maybe due to decomposition of CF pigments in the residue. Composition of the CF materials really depends on the producing company but most of them are based on anthraquinone (red) and phtalocyanine (green or blue) [11]. These materials show the weight loss and exothermic reaction at temperatures lower than 600 °C [12,13,14]. These results indicate that thermal decomposition of the CF pigments could occur at lower than 600 °C. The inset in Figure 5a shows the yellow ITO powder obtained after heat treatment at 600 °C for 1 h in air. The color was similar to that of commercial ITO powder. The morphology of recovered ITO was observed by using HRTEM. The sizes of recovered ITO particles were less than 100 nm in diameter and appeared as aggregate as shown in Figure 5b.
Thermal behavior (a) and high-resolution transmission electron microscope (HRTEM) image (b) of the recovered ITO powder from TFT-LCD panel after heat treatment at 600 °C.
Figure 6 shows the X-ray diffraction pattern of the recovered ITO powder after heat-treatment at 600 °C. This pattern indicates that our sample has quite similar structure compared to a typical ITO crystal structure. The most intensive diffraction peak appeared at 30.5° and other peaks were at 35.5°, 50.9° and 60.7°. This pattern matches well with the diffraction pattern for the (222), (400), (440) and (622) orientations of cubic crystalline ITO [15,16]. Thus, the ITO particles after heat-treatment at 600 °C are well crystallized as cubic structure. However, the splitting of diffraction peak appeared at 30° indicates that the recovered ITO consists of two different layers. According to the reported results [17,18,19], splitting of XRD peak in ITO films was attributed to existence of two differently strained layers, i.e., amorphous and crystalline layer. The diffraction pattern of the recovered material was similar to that of pure ITO. It is supposed that most In atoms are uniformly substituted to Sn atoms in the lattice [20].
We have successfully recovered ITO in the form of nanoparticle from TFT-LCD panel scraps by using a simple lift-off method. This lift-off approach provided us a useful recovery method with high yield of 90%. ITO was easily separated as nanoparticles from glass substrate of TFT-LCD scarp. The size of the ITO nanoparticle was less than 100 nm, and appeared as aggregates. The recovered ITO was well crystallized to a (222) preferred orientation, and the composition ratio of In to Sn of about 91 to 9. The lift-off method described in this paper could be easily applied to the large scale recovery business dealing large size LCD panels from TV and other displays.
1. Global and china ITO sputtering targets industry research report 2013–2016. [(accessed on 26 November 2014)]. Available online: http://www.researchmoz.us/global-and-china-ito-sputtering-targets-industry-report-2013-2016-report.html
4. Yu J.-K., Kang S.-G., Jung K.-C., Han J.-S., Kim D.-H. Fabrication of nano-sized ITO powder from waste ITO target by spray pyrolysis process. Mater. Trans.2007;48:249–257. doi: 10.2320/matertrans.48.249. [CrossRef]
5. Hong S.-J., Kim M.-S., Kim J.-W., Shin M. Characteristics of indium-tin-oxide (ITO) glass re-used from old TFT-LCD panel. Mater. Trans.2012;53:968–972. doi: 10.2320/matertrans.MBW201122. [CrossRef]
9. Pammi S., Chanda A., Seong N.-J., Yoon S.-G. Growth of high-quality ITO thin films at low temperature by tuning the oxygen flow rate using the nano-cluster deposition (NCD) technique. Chem. Phys. Lett.2010;490:234–237. doi: 10.1016/j.cplett.2010.03.035. [CrossRef]
10. Choi D., Kim Y.S., Son Y. Recovery of indium tin oxide (ITO) and glass plate from discarded TFT-LCD panels using an electrochemical method and acid treatment. RSC Adv.2014;4:50975–50980. doi: 10.1039/C4RA11085D. [CrossRef]
11. Kopacek B. ReLCD recycling and re-use of LCD panels; Proceedings of the 19th Waste Management Conference of the IWMSA (WasteCon2008); Durban, South Africa. 6–10 October 2008; pp. 6–10.
20. Nadaud N., Lequeux N., Nanot M., Jove J., Roisnel T. Structural studies of tin-doped indium oxide (ITO) and In4Sn3O12. J. Solid State Chem.1998;135:140–148. doi: 10.1006/jssc.1997.7613. [CrossRef]

From its structure, LCD is a flat display device. It looks like a sandwich that consists of a layer of liquid crystal, front and back ITO glasses, and front and back polarizer films. A liquid crystal cell is composed of front and back ITO glasses and is filled with liquid crystal and surrounded by the sealing glue (typically epoxy resin), only a liquid crystal entrance is left. There is a tiny gap between two glasses, only about a few um, which is filled by liquid crystal in vacuum conditions through the entrance. When the gap is full, the entrance will be sealed with epoxy resin, and the liquid crystal cell is done. And the front and back polarizer films are attached to the surface of the liquid crystal cell. There is an ITO conductive film between the liquid crystal and the glass. The function of the film is to bring the signal from the outside to the liquid crystal. The liquid crystal is arrayed systematically and orderly in the cell when the power is off. When the power is on, it will rearrange according to the rules we have predesigned, so it has special optical properties and electrical properties at the same time.
And let us see what ITO glass is. We only add a layer of Indium Tin Oxide conductive film to the surface of normal glass, and it becomes the ITO glass. It is very simple, isn’t it?
By the way, if the ITO glass is very small, say 8*20 mm, it will definitely increase the cost of labour. If is very large, say 150*200 mm, it will increase the cost of material loss because it will be a great loss if we accidentally break a piece of glass.
One of my German clients told me there was an unexpected segment on 6321 LCD screen. That was because we haven’t completely cleaned the useless parts of ITO film. I have to protect my client’s privacy, so I can’t reveal the blueprint of 6321 LCD screen in this post.
Two, we need additional production processes and labour costs to make the view direction. Please see my post to learn more about view direction. In other words, the view direction of LCD screen is achieved and controlled by ITO glass.
As we talk about the tooling fee, we have to refer to the quantity of the first batch. We usually send 5~20 pieces of LCD screen samples to our customers. If you have received our samples, and you want a small batch of order like 100 pieces or 500 pieces, I am sorry to inform you that we can’t make it because the quantity you demand is below the MOQ (Minimum Order Quantity) and the wastage of starting up the machine is great. Only in mass production will the machine which makes ITO glass begin to operate. Therefore, if you want a small batch of orders, I strongly suggest that it goes with the sample order.
See the picture above. It has a black background and 3 colors, hasn’t it? The background is purely black, so it is a VA LCD screen. But LED backlight for this LCD screen has only one color (white), all the other three colors (blue, green and red) are silver printed on the front of ITO glass.
Polarizer film is composed of a series of plastic films (PVA, TAC, PSA film, Release film and Protective film) which are coated with a layer of optical adhesive film which can be attached to the surface of the ITO glass.
If one polarizer film is missing, we can see nothing. When the power is turned off, the color we see on the surface of LCD screen is the color of the polarizer film; when the power is turned on, the light we see is the color of the LED backlight.
9. Positive and Negative displays of LCD screens depend on the front polarizer film while Transmissive, Reflective and Transflective displays of LCD screens rely on the back polarizer film.
There are three different kinds of back polarizer film: transmissive back polarizer film, reflective back polarizer film and transflective back polarizer film. But there is only one kind of front polarizer film. If a LCD screen is a positive display, as long as we flip over the front polarizer film and attach it to the surface of the ITO glass, it’ll become a negative display LCD screen.
All the features of LCD screens are achieved by ITO glasses, polarizer films and other optical films. But the switch function of liquid crystal is extremely important for LCD displays. Otherwise, it can’t display any image.
3. Temperature testing of LCD screen is under certain conditions and we can’t guarantee the testing results if you don’t follow the temperature testing rules.
Do you have any questions about ITO glass, polarizer film and liquid crystal? You are welcome to email me and leave some comments. I also would love for the comments of those who are experienced in the LCD industry to comment as well.
A thin-film-transistor liquid-crystal display (TFT LCD) is a variant of a liquid-crystal display that uses thin-film-transistor technologyactive matrix LCD, in contrast to passive matrix LCDs or simple, direct-driven (i.e. with segments directly connected to electronics outside the LCD) LCDs with a few segments.
In February 1957, John Wallmark of RCA filed a patent for a thin film MOSFET. Paul K. Weimer, also of RCA implemented Wallmark"s ideas and developed the thin-film transistor (TFT) in 1962, a type of MOSFET distinct from the standard bulk MOSFET. It was made with thin films of cadmium selenide and cadmium sulfide. The idea of a TFT-based liquid-crystal display (LCD) was conceived by Bernard Lechner of RCA Laboratories in 1968. In 1971, Lechner, F. J. Marlowe, E. O. Nester and J. Tults demonstrated a 2-by-18 matrix display driven by a hybrid circuit using the dynamic scattering mode of LCDs.T. Peter Brody, J. A. Asars and G. D. Dixon at Westinghouse Research Laboratories developed a CdSe (cadmium selenide) TFT, which they used to demonstrate the first CdSe thin-film-transistor liquid-crystal display (TFT LCD).active-matrix liquid-crystal display (AM LCD) using CdSe TFTs in 1974, and then Brody coined the term "active matrix" in 1975.high-resolution and high-quality electronic visual display devices use TFT-based active matrix displays.
The liquid crystal displays used in calculators and other devices with similarly simple displays have direct-driven image elements, and therefore a voltage can be easily applied across just one segment of these types of displays without interfering with the other segments. This would be impractical for a large display, because it would have a large number of (color) picture elements (pixels), and thus it would require millions of connections, both top and bottom for each one of the three colors (red, green and blue) of every pixel. To avoid this issue, the pixels are addressed in rows and columns, reducing the connection count from millions down to thousands. The column and row wires attach to transistor switches, one for each pixel. The one-way current passing characteristic of the transistor prevents the charge that is being applied to each pixel from being drained between refreshes to a display"s image. Each pixel is a small capacitor with a layer of insulating liquid crystal sandwiched between transparent conductive ITO layers.
The circuit layout process of a TFT-LCD is very similar to that of semiconductor products. However, rather than fabricating the transistors from silicon, that is formed into a crystalline silicon wafer, they are made from a thin film of amorphous silicon that is deposited on a glass panel. The silicon layer for TFT-LCDs is typically deposited using the PECVD process.
The twisted nematic display is one of the oldest and frequently cheapest kind of LCD display technologies available. TN displays benefit from fast pixel response times and less smearing than other LCD display technology, but suffer from poor color reproduction and limited viewing angles, especially in the vertical direction. Colors will shift, potentially to the point of completely inverting, when viewed at an angle that is not perpendicular to the display. Modern, high end consumer products have developed methods to overcome the technology"s shortcomings, such as RTC (Response Time Compensation / Overdrive) technologies. Modern TN displays can look significantly better than older TN displays from decades earlier, but overall TN has inferior viewing angles and poor color in comparison to other technology.
Most TN panels can represent colors using only six bits per RGB channel, or 18 bit in total, and are unable to display the 16.7 million color shades (24-bit truecolor) that are available using 24-bit color. Instead, these panels display interpolated 24-bit color using a dithering method that combines adjacent pixels to simulate the desired shade. They can also use a form of temporal dithering called Frame Rate Control (FRC), which cycles between different shades with each new frame to simulate an intermediate shade. Such 18 bit panels with dithering are sometimes advertised as having "16.2 million colors". These color simulation methods are noticeable to many people and highly bothersome to some.gamut (often referred to as a percentage of the NTSC 1953 color gamut) are also due to backlighting technology. It is not uncommon for older displays to range from 10% to 26% of the NTSC color gamut, whereas other kind of displays, utilizing more complicated CCFL or LED phosphor formulations or RGB LED backlights, may extend past 100% of the NTSC color gamut, a difference quite perceivable by the human eye.
The transmittance of a pixel of an LCD panel typically does not change linearly with the applied voltage,sRGB standard for computer monitors requires a specific nonlinear dependence of the amount of emitted light as a function of the RGB value.
In-plane switching was developed by Hitachi Ltd. in 1996 to improve on the poor viewing angle and the poor color reproduction of TN panels at that time.
Initial iterations of IPS technology were characterised by slow response time and a low contrast ratio but later revisions have made marked improvements to these shortcomings. Because of its wide viewing angle and accurate color reproduction (with almost no off-angle color shift), IPS is widely employed in high-end monitors aimed at professional graphic artists, although with the recent fall in price it has been seen in the mainstream market as well. IPS technology was sold to Panasonic by Hitachi.
Most panels also support true 8-bit per channel color. These improvements came at the cost of a higher response time, initially about 50 ms. IPS panels were also extremely expensive.
In 2004, Hydis Technologies Co., Ltd licensed its AFFS patent to Japan"s Hitachi Displays. Hitachi is using AFFS to manufacture high end panels in their product line. In 2006, Hydis also licensed its AFFS to Sanyo Epson Imaging Devices Corporation.
Less expensive PVA panels often use dithering and FRC, whereas super-PVA (S-PVA) panels all use at least 8 bits per color component and do not use color simulation methods.BRAVIA LCD TVs offer 10-bit and xvYCC color support, for example, the Bravia X4500 series. S-PVA also offers fast response times using modern RTC technologies.
A technology developed by Samsung is Super PLS, which bears similarities to IPS panels, has wider viewing angles, better image quality, increased brightness, and lower production costs. PLS technology debuted in the PC display market with the release of the Samsung S27A850 and S24A850 monitors in September 2011.
Due to the very high cost of building TFT factories, there are few major OEM panel vendors for large display panels. The glass panel suppliers are as follows:
External consumer display devices like a TFT LCD feature one or more analog VGA, DVI, HDMI, or DisplayPort interface, with many featuring a selection of these interfaces. Inside external display devices there is a controller board that will convert the video signal using color mapping and image scaling usually employing the discrete cosine transform (DCT) in order to convert any video source like CVBS, VGA, DVI, HDMI, etc. into digital RGB at the native resolution of the display panel. In a laptop the graphics chip will directly produce a signal suitable for connection to the built-in TFT display. A control mechanism for the backlight is usually included on the same controller board.
The low level interface of STN, DSTN, or TFT display panels use either single ended TTL 5 V signal for older displays or TTL 3.3 V for slightly newer displays that transmits the pixel clock, horizontal sync, vertical sync, digital red, digital green, digital blue in parallel. Some models (for example the AT070TN92) also feature input/display enable, horizontal scan direction and vertical scan direction signals.
New and large (>15") TFT displays often use LVDS signaling that transmits the same contents as the parallel interface (Hsync, Vsync, RGB) but will put control and RGB bits into a number of serial transmission lines synchronized to a clock whose rate is equal to the pixel rate. LVDS transmits seven bits per clock per data line, with six bits being data and one bit used to signal if the other six bits need to be inverted in order to maintain DC balance. Low-cost TFT displays often have three data lines and therefore only directly support 18 bits per pixel. Upscale displays have four or five data lines to support 24 bits per pixel (truecolor) or 30 bits per pixel respectively. Panel manufacturers are slowly replacing LVDS with Internal DisplayPort and Embedded DisplayPort, which allow sixfold reduction of the number of differential pairs.
The bare display panel will only accept a digital video signal at the resolution determined by the panel pixel matrix designed at manufacture. Some screen panels will ignore the LSB bits of the color information to present a consistent interface (8 bit -> 6 bit/color x3).
With analogue signals like VGA, the display controller also needs to perform a high speed analog to digital conversion. With digital input signals like DVI or HDMI some simple reordering of the bits is needed before feeding it to the rescaler if the input resolution doesn"t match the display panel resolution.
The statements are applicable to Merck KGaA as well as its competitors JNC Corporation (formerly Chisso Corporation) and DIC (formerly Dainippon Ink & Chemicals). All three manufacturers have agreed not to introduce any acutely toxic or mutagenic liquid crystals to the market. They cover more than 90 percent of the global liquid crystal market. The remaining market share of liquid crystals, produced primarily in China, consists of older, patent-free substances from the three leading world producers and have already been tested for toxicity by them. As a result, they can also be considered non-toxic.
Kawamoto, H. (2012). "The Inventors of TFT Active-Matrix LCD Receive the 2011 IEEE Nishizawa Medal". Journal of Display Technology. 8 (1): 3–4. Bibcode:2012JDisT...8....3K. doi:10.1109/JDT.2011.2177740. ISSN 1551-319X.
Brody, T. Peter; Asars, J. A.; Dixon, G. D. (November 1973). "A 6 × 6 inch 20 lines-per-inch liquid-crystal display panel". 20 (11): 995–1001. Bibcode:1973ITED...20..995B. doi:10.1109/T-ED.1973.17780. ISSN 0018-9383.
K. H. Lee; H. Y. Kim; K. H. Park; S. J. Jang; I. C. Park & J. Y. Lee (June 2006). "A Novel Outdoor Readability of Portable TFT-LCD with AFFS Technology". SID Symposium Digest of Technical Papers. AIP. 37 (1): 1079–82. doi:10.1889/1.2433159. S2CID 129569963.
Glass substrate with ITO electrodes. The shapes of these electrodes will determine the shapes that will appear when the LCD is switched ON. Vertical ridges etched on the surface are smooth.
A liquid-crystal display (LCD) is a flat-panel display or other electronically modulated optical device that uses the light-modulating properties of liquid crystals combined with polarizers. Liquid crystals do not emit light directlybacklight or reflector to produce images in color or monochrome.seven-segment displays, as in a digital clock, are all good examples of devices with these displays. They use the same basic technology, except that arbitrary images are made from a matrix of small pixels, while other displays have larger elements. LCDs can either be normally on (positive) or off (negative), depending on the polarizer arrangement. For example, a character positive LCD with a backlight will have black lettering on a background that is the color of the backlight, and a character negative LCD will have a black background with the letters being of the same color as the backlight. Optical filters are added to white on blue LCDs to give them their characteristic appearance.
LCDs are used in a wide range of applications, including LCD televisions, computer monitors, instrument panels, aircraft cockpit displays, and indoor and outdoor signage. Small LCD screens are common in LCD projectors and portable consumer devices such as digital cameras, watches, digital clocks, calculators, and mobile telephones, including smartphones. LCD screens are also used on consumer electronics products such as DVD players, video game devices and clocks. LCD screens have replaced heavy, bulky cathode-ray tube (CRT) displays in nearly all applications. LCD screens are available in a wider range of screen sizes than CRT and plasma displays, with LCD screens available in sizes ranging from tiny digital watches to very large television receivers. LCDs are slowly being replaced by OLEDs, which can be easily made into different shapes, and have a lower response time, wider color gamut, virtually infinite color contrast and viewing angles, lower weight for a given display size and a slimmer profile (because OLEDs use a single glass or plastic panel whereas LCDs use two glass panels; the thickness of the panels increases with size but the increase is more noticeable on LCDs) and potentially lower power consumption (as the display is only "on" where needed and there is no backlight). OLEDs, however, are more expensive for a given display size due to the very expensive electroluminescent materials or phosphors that they use. Also due to the use of phosphors, OLEDs suffer from screen burn-in and there is currently no way to recycle OLED displays, whereas LCD panels can be recycled, although the technology required to recycle LCDs is not yet widespread. Attempts to maintain the competitiveness of LCDs are quantum dot displays, marketed as SUHD, QLED or Triluminos, which are displays with blue LED backlighting and a Quantum-dot enhancement film (QDEF) that converts part of the blue light into red and green, offering similar performance to an OLED display at a lower price, but the quantum dot layer that gives these displays their characteristics can not yet be recycled.
Since LCD screens do not use phosphors, they rarely suffer image burn-in when a static image is displayed on a screen for a long time, e.g., the table frame for an airline flight schedule on an indoor sign. LCDs are, however, susceptible to image persistence.battery-powered electronic equipment more efficiently than a CRT can be. By 2008, annual sales of televisions with LCD screens exceeded sales of CRT units worldwide, and the CRT became obsolete for most purposes.
Each pixel of an LCD typically consists of a layer of molecules aligned between two transparent electrodes, often made of Indium-Tin oxide (ITO) and two polarizing filters (parallel and perpendicular polarizers), the axes of transmission of which are (in most of the cases) perpendicular to each other. Without the liquid crystal between the polarizing filters, light passing through the first filter would be blocked by the second (crossed) polarizer. Before an electric field is applied, the orientation of the liquid-crystal molecules is determined by the alignment at the surfaces of electrodes. In a twisted nematic (TN) device, the surface alignment directions at the two electrodes are perpendicular to each other, and so the molecules arrange themselves in a helical structure, or twist. This induces the rotation of the polarization of the incident light, and the device appears gray. If the applied voltage is large enough, the liquid crystal molecules in the center of the layer are almost completely untwisted and the polarization of the incident light is not rotated as it passes through the liquid crystal layer. This light will then be mainly polarized perpendicular to the second filter, and thus be blocked and the pixel will appear black. By controlling the voltage applied across the liquid crystal layer in each pixel, light can be allowed to pass through in varying amounts thus constituting different levels of gray.
The chemical formula of the liquid crystals used in LCDs may vary. Formulas may be patented.Sharp Corporation. The patent that covered that specific mixture expired.
Most color LCD systems use the same technique, with color filters used to generate red, green, and blue subpixels. The LCD color filters are made with a photolithography process on large glass sheets that are later glued with other glass sheets containing a TFT array, spacers and liquid crystal, creating several color LCDs that are then cut from one another and laminated with polarizer sheets. Red, green, blue and black photoresists (resists) are used. All resists contain a finely ground powdered pigment, with particles being just 40 nanometers across. The black resist is the first to be applied; this will create a black grid (known in the industry as a black matrix) that will separate red, green and blue subpixels from one another, increasing contrast ratios and preventing light from leaking from one subpixel onto other surrounding subpixels.Super-twisted nematic LCD, where the variable twist between tighter-spaced plates causes a varying double refraction birefringence, thus changing the hue.
LCD in a Texas Instruments calculator with top polarizer removed from device and placed on top, such that the top and bottom polarizers are perpendicular. As a result, the colors are inverted.
The optical effect of a TN device in the voltage-on state is far less dependent on variations in the device thickness than that in the voltage-off state. Because of this, TN displays with low information content and no backlighting are usually operated between crossed polarizers such that they appear bright with no voltage (the eye is much more sensitive to variations in the dark state than the bright state). As most of 2010-era LCDs are used in television sets, monitors and smartphones, they have high-resolution matrix arrays of pixels to display arbitrary images using backlighting with a dark background. When no image is displayed, different arrangements are used. For this purpose, TN LCDs are operated between parallel polarizers, whereas IPS LCDs feature crossed polarizers. In many applications IPS LCDs have replaced TN LCDs, particularly in smartphones. Both the liquid crystal material and the alignment layer material contain ionic compounds. If an electric field of one particular polarity is applied for a long period of time, this ionic material is attracted to the surfaces and degrades the device performance. This is avoided either by applying an alternating current or by reversing the polarity of the electric field as the device is addressed (the response of the liquid crystal layer is identical, regardless of the polarity of the applied field).
Displays for a small number of individual digits or fixed symbols (as in digital watches and pocket calculators) can be implemented with independent electrodes for each segment.alphanumeric or variable graphics displays are usually implemented with pixels arranged as a matrix consisting of electrically connected rows on one side of the LC layer and columns on the other side, which makes it possible to address each pixel at the intersections. The general method of matrix addressing consists of sequentially addressing one side of the matrix, for example by selecting the rows one-by-one and applying the picture information on the other side at the columns row-by-row. For details on the various matrix addressing schemes see passive-matrix and active-matrix addressed LCDs.
LCDs, along with OLED displays, are manufactured in cleanrooms borrowing techniques from semiconductor manufacturing and using large sheets of glass whose size has increased over time. Several displays are manufactured at the same time, and then cut from the sheet of glass, also known as the mother glass or LCD glass substrate. The increase in size allows more displays or larger displays to be made, just like with increasing wafer sizes in semiconductor manufacturing. The glass sizes are as follows:
Until Gen 8, manufacturers would not agree on a single mother glass size and as a result, different manufacturers would use slightly different glass sizes for the same generation. Some manufacturers have adopted Gen 8.6 mother glass sheets which are only slightly larger than Gen 8.5, allowing for more 50 and 58 inch LCDs to be made per mother glass, specially 58 inch LCDs, in which case 6 can be produced on a Gen 8.6 mother glass vs only 3 on a Gen 8.5 mother glass, significantly reducing waste.AGC Inc., Corning Inc., and Nippon Electric Glass.
In 1922, Georges Friedel described the structure and properties of liquid crystals and classified them in three types (nematics, smectics and cholesterics). In 1927, Vsevolod Frederiks devised the electrically switched light valve, called the Fréedericksz transition, the essential effect of all LCD technology. In 1936, the Marconi Wireless Telegraph company patented the first practical application of the technology, "The Liquid Crystal Light Valve". In 1962, the first major English language publication Molecular Structure and Properties of Liquid Crystals was published by Dr. George W. Gray.RCA found that liquid crystals had some interesting electro-optic characteristics and he realized an electro-optical effect by generating stripe-patterns in a thin layer of liquid crystal material by the application of a voltage. This effect is based on an electro-hydrodynamic instability forming what are now called "Williams domains" inside the liquid crystal.
In the late 1960s, pioneering work on liquid crystals was undertaken by the UK"s Royal Radar Establishment at Malvern, England. The team at RRE supported ongoing work by George William Gray and his team at the University of Hull who ultimately discovered the cyanobiphenyl liquid crystals, which had correct stability and temperature properties for application in LCDs.
The idea of a TFT-based liquid-crystal display (LCD) was conceived by Bernard Lechner of RCA Laboratories in 1968.dynamic scattering mode (DSM) LCD that used standard discrete MOSFETs.
On December 4, 1970, the twisted nematic field effect (TN) in liquid crystals was filed for patent by Hoffmann-LaRoche in Switzerland, (Swiss patent No. 532 261) with Wolfgang Helfrich and Martin Schadt (then working for the Central Research Laboratories) listed as inventors.Brown, Boveri & Cie, its joint venture partner at that time, which produced TN displays for wristwatches and other applications during the 1970s for the international markets including the Japanese electronics industry, which soon produced the first digital quartz wristwatches with TN-LCDs and numerous other products. James Fergason, while working with Sardari Arora and Alfred Saupe at Kent State University Liquid Crystal Institute, filed an identical patent in the United States on April 22, 1971.ILIXCO (now LXD Incorporated), produced LCDs based on the TN-effect, which soon superseded the poor-quality DSM types due to improvements of lower operating voltages and lower power consumption. Tetsuro Hama and Izuhiko Nishimura of Seiko received a US patent dated February 1971, for an electronic wristwatch incorporating a TN-LCD.
In 1972, the concept of the active-matrix thin-film transistor (TFT) liquid-crystal display panel was prototyped in the United States by T. Peter Brody"s team at Westinghouse, in Pittsburgh, Pennsylvania.Westinghouse Research Laboratories demonstrated the first thin-film-transistor liquid-crystal display (TFT LCD).high-resolution and high-quality electronic visual display devices use TFT-based active matrix displays.active-matrix liquid-crystal display (AM LCD) in 1974, and then Brody coined the term "active matrix" in 1975.
In 1972 North American Rockwell Microelectronics Corp introduced the use of DSM LCDs for calculators for marketing by Lloyds Electronics Inc, though these required an internal light source for illumination.Sharp Corporation followed with DSM LCDs for pocket-sized calculators in 1973Seiko and its first 6-digit TN-LCD quartz wristwatch, and Casio"s "Casiotron". Color LCDs based on Guest-Host interaction were invented by a team at RCA in 1968.TFT LCDs similar to the prototypes developed by a Westinghouse team in 1972 were patented in 1976 by a team at Sharp consisting of Fumiaki Funada, Masataka Matsuura, and Tomio Wada,
In 1983, researchers at Brown, Boveri & Cie (BBC) Research Center, Switzerland, invented the passive matrix-addressed LCDs. H. Amstutz et al. were listed as inventors in the corresponding patent applications filed in Switzerland on July 7, 1983, and October 28, 1983. Patents were granted in Switzerland CH 665491, Europe EP 0131216,
The first color LCD televisions were developed as handheld televisions in Japan. In 1980, Hattori Seiko"s R&D group began development on color LCD pocket televisions.Seiko Epson released the first LCD television, the Epson TV Watch, a wristwatch equipped with a small active-matrix LCD television.dot matrix TN-LCD in 1983.Citizen Watch,TFT LCD.computer monitors and LCD televisions.3LCD projection technology in the 1980s, and licensed it for use in projectors in 1988.compact, full-color LCD projector.
In 1990, under different titles, inventors conceived electro optical effects as alternatives to twisted nematic field effect LCDs (TN- and STN- LCDs). One approach was to use interdigital electrodes on one glass substrate only to produce an electric field essentially parallel to the glass substrates.Germany by Guenter Baur et al. and patented in various countries.Hitachi work out various practical details of the IPS technology to interconnect the thin-film transistor array as a matrix and to avoid undesirable stray fields in between pixels.
Hitachi also improved the viewing angle dependence further by optimizing the shape of the electrodes (Super IPS). NEC and Hitachi become early manufacturers of active-matrix addressed LCDs based on the IPS technology. This is a milestone for implementing large-screen LCDs having acceptable visual performance for flat-panel computer monitors and television screens. In 1996, Samsung developed the optical patterning technique that enables multi-domain LCD. Multi-domain and In Plane Switching subsequently remain the dominant LCD designs through 2006.South Korea and Taiwan,
In 2007 the image quality of LCD televisions surpassed the image quality of cathode-ray-tube-based (CRT) TVs.LCD TVs were projected to account 50% of the 200 million TVs to be shipped globally in 2006, according to Displaybank.Toshiba announced 2560 × 1600 pixels on a 6.1-inch (155 mm) LCD panel, suitable for use in a tablet computer,transparent and flexible, but they cannot emit light without a backlight like OLED and microLED, which are other technologies that can also be made flexible and transparent.
In 2016, Panasonic developed IPS LCDs with a contrast ratio of 1,000,000:1, rivaling OLEDs. This technology was later put into mass production as dual layer, dual panel or LMCL (Light Modulating Cell Layer) LCDs. The technology uses 2 liquid crystal layers instead of one, and may be used along with a mini-LED backlight and quantum dot sheets.
Since LCDs produce no light of their own, they require external light to produce a visible image.backlight. Active-matrix LCDs are almost always backlit.Transflective LCDs combine the features of a backlit transmissive display and a reflective display.
CCFL: The LCD panel is lit either by two cold cathode fluorescent lamps placed at opposite edges of the display or an array of parallel CCFLs behind larger displays. A diffuser (made of PMMA acrylic plastic, also known as a wave or light guide/guiding plateinverter to convert whatever DC voltage the device uses (usually 5 or 12 V) to ≈1000 V needed to light a CCFL.
EL-WLED: The LCD panel is lit by a row of white LEDs placed at one or more edges of the screen. A light diffuser (light guide plate, LGP) is then used to spread the light evenly across the whole display, similarly to edge-lit CCFL LCD backlights. The diffuser is made out of either PMMA plastic or special glass, PMMA is used in most cases because it is rugged, while special glass is used when the thickness of the LCD is of primary concern, because it doesn"t expand as much when heated or exposed to moisture, which allows LCDs to be just 5mm thick. Quantum dots may be placed on top of the diffuser as a quantum dot enhancement film (QDEF, in which case they need a layer to be protected from heat and humidity) or on the color filter of the LCD, replacing the resists that are normally used.
WLED array: The LCD panel is lit by a full array of white LEDs placed behind a diffuser behind the panel. LCDs that use this implementation will usually have the ability to dim or completely turn off the LEDs in the dark areas of the image being displayed, effectively increasing the contrast ratio of the display. The precision with which this can be done will depend on the number of dimming zones of the display. The more dimming zones, the more precise the dimming, with less obvious blooming artifacts which are visible as dark grey patches surrounded by the unlit areas of the LCD. As of 2012, this design gets most of its use from upscale, larger-screen LCD televisions.
RGB-LED array: Similar to the WLED array, except the panel is lit by a full array of RGB LEDs. While displays lit with white LEDs usually have a poorer color gamut than CCFL lit displays, panels lit with RGB LEDs have very wide color gamuts. This implementation is most popular on professional graphics editing LCDs. As of 2012, LCDs in this category usually cost more than $1000. As of 2016 the cost of this category has drastically reduced and such LCD televisions obtained same price levels as the former 28" (71 cm) CRT based categories.
Monochrome LEDs: such as red, green, yellow or blue LEDs are used in the small passive monochrome LCDs typically used in clocks, watches and small appliances.
Today, most LCD screens are being designed with an LED backlight instead of the traditional CCFL backlight, while that backlight is dynamically controlled with the video information (dynamic backlight control). The combination with the dynamic backlight control, invented by Philips researchers Douglas Stanton, Martinus Stroomer and Adrianus de Vaan, simultaneously increases the dynamic range of the display system (also marketed as HDR, high dynamic range television or FLAD, full-area local area dimming).
The LCD backlight systems are made highly efficient by applying optical films such as prismatic structure (prism sheet) to gain the light into the desired viewer directions and reflective polarizing films that recycle the polarized light that was formerly absorbed by the first polarizer of the LCD (invented by Philips researchers Adrianus de Vaan and Paulus Schaareman),
Due to the LCD layer that generates the desired high resolution images at flashing video speeds using very low power electronics in combination with LED based backlight technologies, LCD technology has become the dominant display technology for products such as televisions, desktop monitors, notebooks, tablets, smartphones and mobile phones. Although competing OLED technology is pushed to the market, such OLED displays do not feature the HDR capabilities like LCDs in combination with 2D LED backlight technologies have, reason why the annual market of such LCD-based products is still growing faster (in volume) than OLED-based products while the efficiency of LCDs (and products like portable computers, mobile phones and televisions) may even be further improved by preventing the light to be absorbed in the colour filters of the LCD.
A pink elastomeric connector mating an LCD panel to circuit board traces, shown next to a centimeter-scale ruler. The conductive and insulating layers in the black stripe are very small.
A standard television receiver screen, a modern LCD panel, has over six million pixels, and they are all individually powered by a wire network embedded in the screen. The fine wires, or pathways, form a grid with vertical wires across the whole screen on one side of the screen and horizontal wires across the whole screen on the other side of the screen. To this grid each pixel has a positive connection on one side and a negative connection on the other side. So the total amount of wires needed for a 1080p display is 3 x 1920 going vertically and 1080 going horizontally for a total of 6840 wires horizontally and vertically. That"s three for red, green and blue and 1920 columns of pixels for each color for a total of 5760 wires going vertically and 1080 rows of wires going horizontally. For a panel that is 28.8 inches (73 centimeters) wide, that means a wire density of 200 wires per inch along the horizontal edge.
The LCD panel is powered by LCD drivers that are carefully matched up with the edge of the LCD panel at the factory level. The drivers may be installed using several methods, the most common of which are COG (Chip-On-Glass) and TAB (Tape-automated bonding) These same principles apply also for smartphone screens that are much smaller than TV screens.anisotropic conductive film or, for lower densities, elastomeric connectors.
Monochrome and later color passive-matrix LCDs were standard in most early laptops (although a few used plasma displaysGame Boyactive-matrix became standard on all laptops. The commercially unsuccessful Macintosh Portable (released in 1989) was one of the first to use an active-matrix display (though still monochrome). Passive-matrix LCDs are still used in the 2010s for applications less demanding than laptop computers and TVs, such as inexpensive calculators. In particular, these are used on portable devices where less information content needs to be displayed, lowest power consumption (no backlight) and low cost are desired or readability in direct sunlight is needed.
STN LCDs have to be continuously refreshed by alternating pulsed voltages of one polarity during one frame and pulses of opposite polarity during the next frame. Individual pixels are addressed by the corresponding row and column circuits. This type of display is called response times and poor contrast are typical of passive-matrix addressed LCDs with too many pixels and driven according to the "Alt & Pleshko" drive scheme. Welzen and de Vaan also invented a non RMS drive scheme enabling to drive STN displays with video rates and enabling to show smooth moving video images on an STN display.
Bistable LCDs do not require continuous refreshing. Rewriting is only required for picture information changes. In 1984 HA van Sprang and AJSM de Vaan invented an STN type display that could be operated in a bistable mode, enabling extremely high resolution images up to 4000 lines or more using only low voltages.
High-resolution color displays, such as modern LCD computer monitors and televisions, use an active-matrix structure. A matrix of thin-film transistors (TFTs) is added to the electrodes in contact with the LC layer. Each pixel has its own dedicated transistor, allowing each column line to access one pixel. When a row line is selected, all of the column lines are connected to a row of pixels and voltages corresponding to the picture information are driven onto all of the column lines. The row line is then deactivated and the next row line is selected. All of the row lines are selected in sequence during a refresh operation. Active-matrix addressed displays look brighter and sharper than passive-matrix addressed displays of the same size, and generally have quicker response times, producing much better images. Sharp produces bistable reflective LCDs with a 1-bit SRAM cell per pixel that only requires small amounts of power to maintain an image.
Segment LCDs can also have color by using Field Sequential Color (FSC LCD). This kind of displays have a high speed passive segment LCD panel with an RGB backlight. The backlight quickly changes color, making it appear white to the naked eye. The LCD panel is synchronized with the backlight. For example, to make a segment appear red, the segment is only turned ON when the backlight is red, and to make a segment appear magenta, the segment is turned ON when the backlight is blue, and it continues to be ON while the backlight becomes red, and it turns OFF when the backlight becomes green. To make a segment appear black, the segment is always turned ON. An FSC LCD divides a color image into 3 images (one Red, one Green and one Blue) and it displays them in order. Due to persistence of vision, the 3 monochromatic images appear as one color image. An FSC LCD needs an LCD panel with a refresh rate of 180 Hz, and the response time is reduced to just 5 milliseconds when compared with normal STN LCD panels which have a response time of 16 milliseconds.
Samsung introduced UFB (Ultra Fine & Bright) displays back in 2002, utilized the super-birefringent effect. It has the luminance, color gamut, and most of the contrast of a TFT-LCD, but only consumes as much power as an STN display, according to Samsung. It was being used in a variety of Samsung cellular-telephone models produced until late 2006, when Samsung stopped producing UFB displays. UFB displays were also used in certain models of LG mobile phones.
In-plane switching is an LCD technology that aligns the liquid crystals in a plane parallel to the glass substrates. In this method, the electrical field is applied through opposite electrodes on the same glass substrate, so that the liquid crystals can be reoriented (switched) essentially in the same plane, although fringe fields inhibit a homogeneous reorientation. This requires two transistors for each pixel instead of the single transistor needed for a standard thin-film transistor (TFT) display. The IPS technology is used in everything from televisions, computer monitors, and even wearable devices, especially almost all LCD smartphone panels are IPS/FFS mode. IPS displays belong to the LCD panel family screen types. The other two types are VA and TN. Before LG Enhanced IPS was introduced in 2001 by Hitachi as 17" monitor in Market, the additional transistors resulted in blocking more transmission area, thus requiring a brighter backlight and consuming more power, making this type of display less desirable for notebook computers. Panasonic Himeji G8.5 was using an enhanced version of IPS, also LGD in Korea, then currently the world biggest LCD panel manufacture BOE in China is also IPS/FFS mode TV panel.
In 2015 LG Display announced the implementation of a new technology called M+ which is the addition of white subpixel along with the regular RGB dots in their IPS panel technology.
Most of the new M+ technology was employed on 4K TV sets which led to a controversy after tests showed that the addition of a white sub pixel replacing the traditional RGB structure would reduce the resolution by around 25%. This means that a 4K TV cannot display the full UHD TV standard. The media and internet users later called this "RGBW" TVs because of the white sub pixel. Although LG Display has developed this technology for use in notebook display, outdoor and smartphones, it became more popular in the TV market because the announced 4K UHD resolution but still being incapable of achieving true UHD resolution defined by the CTA as 3840x2160 active pixels with 8-bi



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey