
lcd panel with transistors on the back made in china
![]()
HEFEI, Sept. 18 (Xinhua) -- China"s first self-developed 8.5 generation TFT-LCD panel, or thin-film transistor liquid crystal display panel, rolled off the production line Wednesday in Bengbu, east China"s Anhui Province, paving the way for mass production.
TFT-LCD is a key strategic material of the electronic information display industry. An 8.5 generation TFT-LCD panel, with a length of 2.5 meters and width of 2.2 meters, can produce six screens of 55 inches, according to its manufacturer, the Bengbu Glass Industry Design and Research Institute of the China National Building Material Group Co., Ltd.
China"s optoelectronic display industry has developed rapidly in recent years and the country has become the world"s largest manufacturing base for display terminals. Many Chinese TV panel manufacturers have established a number of 8.5 generation TFT-LCD production lines.
China"s annual demand for 8.5 generation TFT-LCD or above has reached 380 million square meters. The mass production of the self-developed TFT-LCD screens will end the country"s complete dependence on other countries for the technology and products, said its manufacturer.

A thin-film-transistor liquid-crystal display (TFT LCD) is a variant of a liquid-crystal display that uses thin-film-transistor technologyactive matrix LCD, in contrast to passive matrix LCDs or simple, direct-driven (i.e. with segments directly connected to electronics outside the LCD) LCDs with a few segments.
In February 1957, John Wallmark of RCA filed a patent for a thin film MOSFET. Paul K. Weimer, also of RCA implemented Wallmark"s ideas and developed the thin-film transistor (TFT) in 1962, a type of MOSFET distinct from the standard bulk MOSFET. It was made with thin films of cadmium selenide and cadmium sulfide. The idea of a TFT-based liquid-crystal display (LCD) was conceived by Bernard Lechner of RCA Laboratories in 1968. In 1971, Lechner, F. J. Marlowe, E. O. Nester and J. Tults demonstrated a 2-by-18 matrix display driven by a hybrid circuit using the dynamic scattering mode of LCDs.T. Peter Brody, J. A. Asars and G. D. Dixon at Westinghouse Research Laboratories developed a CdSe (cadmium selenide) TFT, which they used to demonstrate the first CdSe thin-film-transistor liquid-crystal display (TFT LCD).active-matrix liquid-crystal display (AM LCD) using CdSe TFTs in 1974, and then Brody coined the term "active matrix" in 1975.high-resolution and high-quality electronic visual display devices use TFT-based active matrix displays.
The liquid crystal displays used in calculators and other devices with similarly simple displays have direct-driven image elements, and therefore a voltage can be easily applied across just one segment of these types of displays without interfering with the other segments. This would be impractical for a large display, because it would have a large number of (color) picture elements (pixels), and thus it would require millions of connections, both top and bottom for each one of the three colors (red, green and blue) of every pixel. To avoid this issue, the pixels are addressed in rows and columns, reducing the connection count from millions down to thousands. The column and row wires attach to transistor switches, one for each pixel. The one-way current passing characteristic of the transistor prevents the charge that is being applied to each pixel from being drained between refreshes to a display"s image. Each pixel is a small capacitor with a layer of insulating liquid crystal sandwiched between transparent conductive ITO layers.
The circuit layout process of a TFT-LCD is very similar to that of semiconductor products. However, rather than fabricating the transistors from silicon, that is formed into a crystalline silicon wafer, they are made from a thin film of amorphous silicon that is deposited on a glass panel. The silicon layer for TFT-LCDs is typically deposited using the PECVD process.
Polycrystalline silicon is sometimes used in displays requiring higher TFT performance. Examples include small high-resolution displays such as those found in projectors or viewfinders. Amorphous silicon-based TFTs are by far the most common, due to their lower production cost, whereas polycrystalline silicon TFTs are more costly and much more difficult to produce.
The twisted nematic display is one of the oldest and frequently cheapest kind of LCD display technologies available. TN displays benefit from fast pixel response times and less smearing than other LCD display technology, but suffer from poor color reproduction and limited viewing angles, especially in the vertical direction. Colors will shift, potentially to the point of completely inverting, when viewed at an angle that is not perpendicular to the display. Modern, high end consumer products have developed methods to overcome the technology"s shortcomings, such as RTC (Response Time Compensation / Overdrive) technologies. Modern TN displays can look significantly better than older TN displays from decades earlier, but overall TN has inferior viewing angles and poor color in comparison to other technology.
Most TN panels can represent colors using only six bits per RGB channel, or 18 bit in total, and are unable to display the 16.7 million color shades (24-bit truecolor) that are available using 24-bit color. Instead, these panels display interpolated 24-bit color using a dithering method that combines adjacent pixels to simulate the desired shade. They can also use a form of temporal dithering called Frame Rate Control (FRC), which cycles between different shades with each new frame to simulate an intermediate shade. Such 18 bit panels with dithering are sometimes advertised as having "16.2 million colors". These color simulation methods are noticeable to many people and highly bothersome to some.gamut (often referred to as a percentage of the NTSC 1953 color gamut) are also due to backlighting technology. It is not uncommon for older displays to range from 10% to 26% of the NTSC color gamut, whereas other kind of displays, utilizing more complicated CCFL or LED phosphor formulations or RGB LED backlights, may extend past 100% of the NTSC color gamut, a difference quite perceivable by the human eye.
The transmittance of a pixel of an LCD panel typically does not change linearly with the applied voltage,sRGB standard for computer monitors requires a specific nonlinear dependence of the amount of emitted light as a function of the RGB value.
In-plane switching was developed by Hitachi Ltd. in 1996 to improve on the poor viewing angle and the poor color reproduction of TN panels at that time.
Initial iterations of IPS technology were characterised by slow response time and a low contrast ratio but later revisions have made marked improvements to these shortcomings. Because of its wide viewing angle and accurate color reproduction (with almost no off-angle color shift), IPS is widely employed in high-end monitors aimed at professional graphic artists, although with the recent fall in price it has been seen in the mainstream market as well. IPS technology was sold to Panasonic by Hitachi.
Most panels also support true 8-bit per channel color. These improvements came at the cost of a higher response time, initially about 50 ms. IPS panels were also extremely expensive.
IPS has since been superseded by S-IPS (Super-IPS, Hitachi Ltd. in 1998), which has all the benefits of IPS technology with the addition of improved pixel refresh timing.
In 2004, Hydis Technologies Co., Ltd licensed its AFFS patent to Japan"s Hitachi Displays. Hitachi is using AFFS to manufacture high end panels in their product line. In 2006, Hydis also licensed its AFFS to Sanyo Epson Imaging Devices Corporation.
It achieved pixel response which was fast for its time, wide viewing angles, and high contrast at the cost of brightness and color reproduction.Response Time Compensation) technologies.
Less expensive PVA panels often use dithering and FRC, whereas super-PVA (S-PVA) panels all use at least 8 bits per color component and do not use color simulation methods.BRAVIA LCD TVs offer 10-bit and xvYCC color support, for example, the Bravia X4500 series. S-PVA also offers fast response times using modern RTC technologies.
When the field is on, the liquid crystal molecules start to tilt towards the center of the sub-pixels because of the electric field; as a result, a continuous pinwheel alignment (CPA) is formed; the azimuthal angle rotates 360 degrees continuously resulting in an excellent viewing angle. The ASV mode is also called CPA mode.
A technology developed by Samsung is Super PLS, which bears similarities to IPS panels, has wider viewing angles, better image quality, increased brightness, and lower production costs. PLS technology debuted in the PC display market with the release of the Samsung S27A850 and S24A850 monitors in September 2011.
TFT dual-transistor pixel or cell technology is a reflective-display technology for use in very-low-power-consumption applications such as electronic shelf labels (ESL), digital watches, or metering. DTP involves adding a secondary transistor gate in the single TFT cell to maintain the display of a pixel during a period of 1s without loss of image or without degrading the TFT transistors over time. By slowing the refresh rate of the standard frequency from 60 Hz to 1 Hz, DTP claims to increase the power efficiency by multiple orders of magnitude.
Due to the very high cost of building TFT factories, there are few major OEM panel vendors for large display panels. The glass panel suppliers are as follows:
External consumer display devices like a TFT LCD feature one or more analog VGA, DVI, HDMI, or DisplayPort interface, with many featuring a selection of these interfaces. Inside external display devices there is a controller board that will convert the video signal using color mapping and image scaling usually employing the discrete cosine transform (DCT) in order to convert any video source like CVBS, VGA, DVI, HDMI, etc. into digital RGB at the native resolution of the display panel. In a laptop the graphics chip will directly produce a signal suitable for connection to the built-in TFT display. A control mechanism for the backlight is usually included on the same controller board.
The low level interface of STN, DSTN, or TFT display panels use either single ended TTL 5 V signal for older displays or TTL 3.3 V for slightly newer displays that transmits the pixel clock, horizontal sync, vertical sync, digital red, digital green, digital blue in parallel. Some models (for example the AT070TN92) also feature input/display enable, horizontal scan direction and vertical scan direction signals.
New and large (>15") TFT displays often use LVDS signaling that transmits the same contents as the parallel interface (Hsync, Vsync, RGB) but will put control and RGB bits into a number of serial transmission lines synchronized to a clock whose rate is equal to the pixel rate. LVDS transmits seven bits per clock per data line, with six bits being data and one bit used to signal if the other six bits need to be inverted in order to maintain DC balance. Low-cost TFT displays often have three data lines and therefore only directly support 18 bits per pixel. Upscale displays have four or five data lines to support 24 bits per pixel (truecolor) or 30 bits per pixel respectively. Panel manufacturers are slowly replacing LVDS with Internal DisplayPort and Embedded DisplayPort, which allow sixfold reduction of the number of differential pairs.
Backlight intensity is usually controlled by varying a few volts DC, or generating a PWM signal, or adjusting a potentiometer or simply fixed. This in turn controls a high-voltage (1.3 kV) DC-AC inverter or a matrix of LEDs. The method to control the intensity of LED is to pulse them with PWM which can be source of harmonic flicker.
The bare display panel will only accept a digital video signal at the resolution determined by the panel pixel matrix designed at manufacture. Some screen panels will ignore the LSB bits of the color information to present a consistent interface (8 bit -> 6 bit/color x3).
With analogue signals like VGA, the display controller also needs to perform a high speed analog to digital conversion. With digital input signals like DVI or HDMI some simple reordering of the bits is needed before feeding it to the rescaler if the input resolution doesn"t match the display panel resolution.
The statements are applicable to Merck KGaA as well as its competitors JNC Corporation (formerly Chisso Corporation) and DIC (formerly Dainippon Ink & Chemicals). All three manufacturers have agreed not to introduce any acutely toxic or mutagenic liquid crystals to the market. They cover more than 90 percent of the global liquid crystal market. The remaining market share of liquid crystals, produced primarily in China, consists of older, patent-free substances from the three leading world producers and have already been tested for toxicity by them. As a result, they can also be considered non-toxic.
Kawamoto, H. (2012). "The Inventors of TFT Active-Matrix LCD Receive the 2011 IEEE Nishizawa Medal". Journal of Display Technology. 8 (1): 3–4. Bibcode:2012JDisT...8....3K. doi:10.1109/JDT.2011.2177740. ISSN 1551-319X.
Brody, T. Peter; Asars, J. A.; Dixon, G. D. (November 1973). "A 6 × 6 inch 20 lines-per-inch liquid-crystal display panel". 20 (11): 995–1001. Bibcode:1973ITED...20..995B. doi:10.1109/T-ED.1973.17780. ISSN 0018-9383.
Richard Ahrons (2012). "Industrial Research in Microcircuitry at RCA: The Early Years, 1953–1963". 12 (1). IEEE Annals of the History of Computing: 60–73. Cite journal requires |journal= (help)
K. H. Lee; H. Y. Kim; K. H. Park; S. J. Jang; I. C. Park & J. Y. Lee (June 2006). "A Novel Outdoor Readability of Portable TFT-LCD with AFFS Technology". SID Symposium Digest of Technical Papers. AIP. 37 (1): 1079–82. doi:10.1889/1.2433159. S2CID 129569963.
Kim, Sae-Bom; Kim, Woong-Ki; Chounlamany, Vanseng; Seo, Jaehwan; Yoo, Jisu; Jo, Hun-Je; Jung, Jinho (15 August 2012). "Identification of multi-level toxicity of liquid crystal display wastewater toward Daphnia magna and Moina macrocopa". Journal of Hazardous Materials. Seoul, Korea; Laos, Lao. 227–228: 327–333. doi:10.1016/j.jhazmat.2012.05.059. PMID 22677053.

One of today’s modern technological wonders is the flat-panel liquid crystal display (LCD) screen, which is the key component we find inside televisions, computer monitors, smartphones, and an ever-proliferating range of gadgets that display information electronically.What most people don’t realize is how complex and sophisticated the manufacturing process is. The entire world’s supply is made within two time zones in East Asia. Unless, of course, the factory proposed by Foxconn for Wisconsin actually gets built.
Last week I had the opportunity to tour BOE Technology Group’s Gen 10.5 factory in Hefei, the capital of China’s Anhui Province.This was the third factory, or “fab” that Beijing-based BOE built in Hefei alone, and in terms of capability, it is now the most advanced in the world.BOE has a total of 12 fabs in Beijing, Chongqing, and several other major cities across China; this particular factory was named Fab 9.
Liquid crystal display (LCD) screens are manufactured by assembling a sandwich of two thin sheets of glass.On one of the sheets are transistor “cells” formed by first depositing a layer of indium tin oxide (ITO), an unusual metal alloy that you can actually see through.That’s how you can get electrical signals to the middle of a screen.Then you deposit a layer of silicon, followed by a process that builds millions of precisely shaped transistor parts.This patterning step is repeated to build up tiny little cells, one for each dot (known as a pixel) on the screen.Each step has to be precisely aligned to the previous one within a few microns.Remember, the average human hair is 40 microns in diameter.
On the other sheet of glass, you make an array of millions of red, green, and blue dots in a black matrix, called a color filter array (CFA).This is how you produce the colors when you shine light through it.Then you drop tiny amounts of liquid crystal material into the cells on the first sheet and glue the two sheets together.You have to align the two sheets so the colored dots sit right on top of the cells, and you can’t be off by more than a few microns in each direction anywhere on the sheet.The sandwich is next covered with special sheets of polarizing film, and the sheets are cut into individual “panels” – a term that is used to describe the subassembly that actually goes into a TV.
For the sake of efficiency, you would like to make as many panels on a sheet as possible, within the practical limitations of how big a sheet you can handle at a time.The first modern LCD Fabs built in the early 1990s made sheets the size of a single notebook computer screen, and the size grew over time. A Gen 5 sheet, from around 2003, is 1100 x 1300 mm, while a Gen 10.5 sheet is 2940 x 3370 mm (9.6 x 11 ft).The sheets of glass are only 0.5 - 0.7 mm thick or sometimes even thinner, so as you can imagine they are extremely fragile and can really only be handled by robots.The Hefei Gen 10.5 fab is designed to produce the panels for either eight 65 inch or six 75 inch TVs on a single mother glass.If you wanted to make 110 inch TVs, you could make two of them at a time.
The fab is enormous, 1.3 km from one end to the other, divided into three large buildings connected by bridges.LCD fabs are multi-story affairs.The main equipment floor is sandwiched between a ground floor that is filled with chemical pipelines, power distribution, and air handling equipment, and a third floor that also has a lot of air handling and other mechanical equipment.The main equipment floor has to provide a very stable environment with no vibrations, so an LCD fab typically uses far more structural steel in its construction than a typical skyscraper.I visited a Gen 5 fab in Taiwan in 2003, and the plant manager there told me they used three times as much structural steel as Taipei 101, which was the world’s tallest building from 2004- 2010.Since the equipment floor is usually one or two stories up, there are large loading docks on the outside of the building.When they bring the manufacturing equipment in, they load it onto a platform and hoist it with a crane on the outside of the building.That’s one way to recognize an LCD fab from the outside – loading docks on high floors that just open to the outdoors.
LCD fabs have to maintain strict standards of cleanliness inside.Any dust particles in the air could cause defects in the finished displays – tiny dark spots or uneven intensities on your screen.That means the air is passed through elaborate filtration systems and pushed downwards from the ceiling constantly.Workers have to wear special clean room protective clothing and scrub before entering to minimize dust particles or other contamination.People are the largest source of particles, from shedding dead skin cells, dust from cosmetic powders, or smoke particles exhaled from the lungs of workers who smoke.Clean rooms are rated by the number of particles per cubic meter of air.A class 100 cleanroom has less than 100 particles less than 0.3 microns in diameter per cubic meter of air, Class 10 has less than 10 particles, and so on. Fab 9 has hundeds of thousands of square meters of Class 100 cleanroom, and many critical areas like photolithography are Class 10.In comparison, the air in Harvard Square in Cambridge, MA is roughly Class 8,000,000, and probably gets substantially worse when an MBTA bus passes through.
Since most display manufacturing has to be done in a cleanroom and handling the glass requires such precision, the factory is heavily automated.As you watch the glass come in, it is placed into giant cassettes by robot handlers, and the cassettes are moved around throughout the factory.At each step, robots lift a piece of glass out of the cassette, and position it for the processing machines.Some of the machines, like the ones that deposit silicon or ITO, orient the glass vertically, and put them inside an enormous vacuum chamber where all the air is first pumped out before they can go to work.And then they somehow manage to deposit micrometer thin layers that are extremely uniform.It is a miracle that any of this stuff actually works.
It obviously costs a lot to equip and run such a fab.Including all of the specialized production tools, press reports say BOE spent RMB 46 billion (US$6.95 billion). Even though you don’t see a lot of people on the floor, it takes thousands of engineers to keep the place running.
The Hefei Gen 10.5 is one of the most sophisticated manufacturing plants in the world.On opening day for the fab, BOE shipped panels to Sony, Samsung Electronics, LG Electronics, Vizio, and Haier.So if you have a new 65 or 75-inch TV, there is some chance the LCD panel came from here.

RE:Country of origin; Thin Film Transistor (TFT); Liquid Crystal Display (LCD); TFT/LCD module; PCB; flat panel display computer monitor; marking; outermost container; ultimate purchaser; substantial transformation; Hitachi; Japan; China; HRL 560427; 19 CFR 134.1(a); 134.32(d).
This is in reply to your letter, dated April 8, 2002. In that letter, you requested a ruling on the country of origin marking requirements for TFT- LCD modules assembled in China of Japanese components and imported into the United States to be used to make notebook computer monitors and flat panel desktop computer monitors. Our response follows.
Hitachi will produce finished thin film transistor (TFT)/liquid crystal display (LCD) modules that will be imported into the United States. The two products at issue are: 1) TFT/LCD modules for use with notebook computers; and 2) a Super IPS (In Plane Switching) TFT-LCD module to make flat panel desktop computer monitors.
The Back Light Unit, using a Cold Flourescent Lamp (CFL), which illuminates the screen is assembled in China from Japanese components (sometimes the plastic mold for the back light unit is made in China);
The Back Light Unit is assembled in China. The process includes first adding a reflection sheet to a plastic mold case, the latter sometimes also made in China. Then, the Cold Fluorescent Lamp (CFL) unit, which is made by assembling bushing rubber, the CFL, CFL connector and CFL cable, is affixed to the reflection sheet with a doubled sided adhesive tape. A light guide is also attached to the CFL unit. Then, a diffuser sheet is attached to the top of the light guide. A lens film is then affixed on the diffuser sheet. Another lens film is attached and lastly, a diffuser sheet is placed on top of the lens film.
You state that although the Japanese-origin TFT-LCD Cell is the primary component, the Japanese components are substantially transformed in China when they are assembled into a TFT-LCD module in China. You contend that the components, which include the PCB, Back Light Unit (with CFL), tape, frame, cables, and the TFT-LCD Cell, when assembled result in a different commercial article, that is, a completed TFT-LCD module ready for use to manufacture notebook computer monitors or flat panel desktop computer monitors.
A representative of your company stated by telephone on April 24, 2002, that after importation of the finished TFT-LCD modules into the U.S., your company stores them in a warehouse as part of your company’s inventory. When a customer orders the modules, they are shipped to the customer. Your representative stated that because the imported articles are highly sensitive and fragile, your company does not normally repackage the imported articles. Your company’s customers then incorporate the TFT-LCD modules into a monitor when manufacturing their final computer product. In other words, the modules are not ready to be used as monitors when imported into the U.S. because they lack components such as the frame, power supply, driver, et cetera and must be further processed in the United States.
What are the country of origin marking requirements for finished TFT-LCD modules assembled in China from Japanese components and imported into the United States to be used for manufacturing notebook computer monitors and flat panel desktop computer monitors?
As you are aware, Section 304 of the Tariff Act of 1930, as amended (19 U.S.C. § 1304), provides that unless excepted, every article of foreign origin imported into the United States shall be marked in a conspicuous place as legibly, indelibly, and permanently as the nature of the article (or its container) will permit, in such a manner as to indicate to the ultimate purchaser in the U.S. the English name of the country of origin of the article. 19 CFR part 134 implements the country of origin marking requirements of 19 U.S.C. § 1304.
Section 134.1(d), Customs Regulations (19 CFR § 134.1(d)), provides that the “ultimate purchaser” is generally the last person in the United States who will receive the article in the form in which it was imported. Congressional intent in enacting 19 U.S.C. § 1304 was “that the ultimate purchaser should be able to know by an inspection of the marking on imported goods the country of which the goods is the product. The evident purpose is to mark the goods so that at the time of the purchase the ultimate purchaser may, by knowing where the goods were produced, be able to buy or refuse to buy them, if such marking should influence his will.” United States v. Friedlander & Co., 27 C.C.P.A. 297 at 302; C.A.D. 104 (1940).
Section 134.35(a), Customs Regulations (19 C.F.R. § 134.35(a)), provides that the manufacturer or processor in the U.S. who converts or combines the imported article into a different article having a new name, character or use will be considered the ultimate purchaser of the imported article within the contemplation of 19 U.S.C. § 1304(a), and the article shall be excepted from marking. The outermost containers of the imported articles shall be marked in accord with this part.
Also, 19 C.F.R. § 134.1(d)(1) states that if an imported article will be used in manufacture, the manufacturer may be the “ultimate purchaser” if he subjects the imported article to a process which results in a substantial transformation of the article, even though the process may not result in a new or different article. See also 19 C.F.R. § 134.32(d), which provides for exceptions to marking of imported articles for which the marking of the containers will reasonably indicate the origin of the articles.
An article that consists in whole or in part of materials from more than one country is a product of the last country in which it has been substantially transformed into a new and different article of commerce with a name, character, and use distinct from that of the article or articles from which it was so transformed. See United States v. Gibson-Thomsen, 27 C.C.P.A. 267 (1940); Uniroyal Inc. v. United States, 542 F. Supp. 1026 (Ct. Int’l Trade 1982), aff’d, 702 F.2d 1022 (Fed. Cir. 1983); Koru North America v. U.S., 701 F. Supp. 229 (Ct. Int’l Trade 1988); National Juice Products Ass’n v. United States, 628 F. Supp 978 (Ct. Int’l Trade 1986); Coastal States Marketing Inc. v. United States, 646 F. Supp 255 (Ct. Int’l Trade 1986), aff’d, 818 F.2d 860 (Fed. Cir. 1987); Ferrostaal Metals Corp. v. United States, 664 F. Supp 535 (Ct. Int’l Trade 1987).
In determining whether the combining of parts or materials constitutes a substantial transformation, the issue is the extent of operations performed and whether the parts lose their identity and become an integral part of the new article. Belcrest Linens v. U.S., 6 CIT 204, 573 F. Supp. 1149 (1983), aff’d, 2 Fed. Cir. 105, 741 F.2d 1368 (1984). Assembly operations which are minimal or simple, as opposed to complex or meaningful, will generally not result in a substantial transformation. See C.S.C. 80-111, C.S.D. 85-25, C.S.D. 89-110, C.S.D. 89-118, C.S.D. 90-51, and C.S.D. 90-97. The issue of whether a substantial transformation occurs is determined on a case-by-case basis.
Based on the facts provided, it is our opinion that the assembly of various components used in producing the TFT/LCD module in China, including the Back Light Unit which is made in China from approximately 12 components, effects a substantial transformation of the individual components. The individual components, most of which are made in Japan, lose their identity and become integral part of the new article – TFT/LCD module. The assembly operations are also not minimal or simple. Thus, the TFT/LCD module as imported into the United States qualifies as a product of China and therefore should be marked as such.
Additionally, Customs has addressed the issue of substantial transformation with respect to the production of computer monitors. In Headquarters Ruling Letter (HRL) 560427, dated August 21, 1997; HRL 734966, dated October 18, 1993; HRL 734213, dated February 20, 1992; and HRL 734097, dated November 25, 1991, Customs consistently determined that the assembly of the various components used to produce a computer monitor resulted in a substantial transformation of the component parts.
In HRL 560427, the LCD module was made in Japan and imported into the U.S. The LCD module was then combined with nine other U.S. components to manufacture the final Flat Panel TFT/LCD monitor for personal computers. Customs ruled that the Japanese-origin LCD module was substantially transformed in the U.S. when incorporated into the monitor in the U.S. Similarly, in the instant case, the TFT/LCD module made in China will be incorporated in the United States into flat panel desktop computer monitors and notebook computer monitors manufactured by your customers.
In the instant case, unlike the case in 560247, the importer is not the manufacturer or the processor. However, subject to the terms of 19 C.F.R. § 134.35(a) and 19 C.F.R. § 134.1(d)(1), your company’s customers, who use the imported TFT/LCD modules to produce the flat panel desktop computer monitors and notebook computer monitors in the United States would be considered the ultimate purchasers. Therefore, as in HRL 560247, the imported article in the instant case qualifies for the marking exception provided in 19 C.F.R. § 134.35(a) and 19 C.F.R. § 134.32(d). Consequently, the country of origin marking requirements may be met in the instant case by having the imported articles’ containers (i.e. boxes or other containers that hold the modules) marked with the country of origin, assuming that those containers also reach your customers.
For the foregoing reasons and based on the facts provided, the TFT/LCD modules are products of China and therefore should be so marked. However, because the TFT/LCD modules will be used by your customers to manufacture flat panel desktop computer monitors and notebook computer monitors in the United States, your customers are the ultimate purchasers. Therefore, the marking requirements may be met by marking the containers of the imported articles with their country of origin, assuming that your customers receive the articles in those containers.
A copy of this ruling letter should be attached to the entry documents filed at the time this merchandise is entered. If the documents are filed without a copy, this ruling should be brought to the attention of the Customs officer handling the transaction.

New: A brand-new, unused, unopened, undamaged item in its original packaging (where packaging is applicable). Packaging should be the same as what is found in a retail store, unless the item was packaged by the manufacturer in non-retail packaging, such as an unprinted box or plastic bag. See the seller"s listing for full details.See all condition definitionsopens in a new window or tab

Responsible for performing installations and repairs (motors, starters, fuses, electrical power to machine etc.) for industrial equipment and machines in order to support the achievement of Nelson-Miller’s business goals and objectives:
• Perform highly diversified duties to install and maintain electrical apparatus on production machines and any other facility equipment (Screen Print, Punch Press, Steel Rule Die, Automated Machines, Turret, Laser Cutting Machines, etc.).
• Provide electrical emergency/unscheduled diagnostics, repairs of production equipment during production and performs scheduled electrical maintenance repairs of production equipment during machine service.
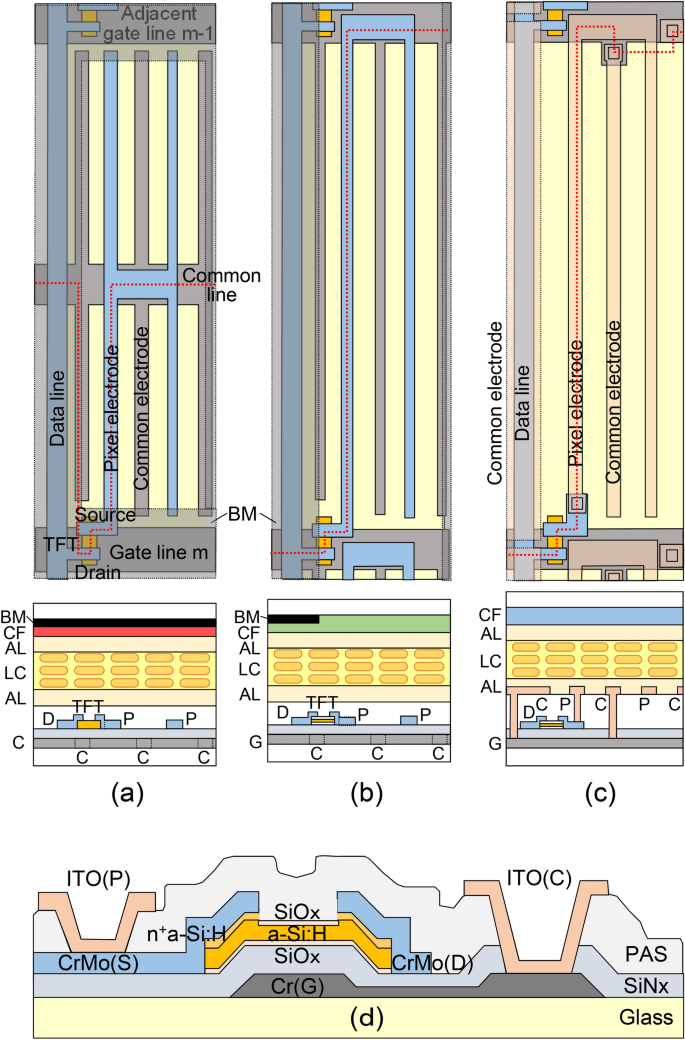
Figures 3a–d show optical and SEM (scanning electron microscopy) images of the fabricated CL and CLSE pixel structures. Each structure has the same pixel size (80 μm × 240 μm) and minimum pattern size (5 μm). As shown in Fig. 3d, the white line patterns are the ITO interdigitated pixel and common electrodes. They are well connected to the source electrode and gate line via through holes, and the common electrodes at both ends cover the underlying data lines to prevent electrical noise from being applied to the LC layer. As will be shown later, this noise shield electrode (SE) is what makes the black matrix above the data line unnecessary
Optical and SEM (scanning electron microscopy) images of fabricated (a, b) CL and (c, d) CLSE pixel structures. The five white line patterns in (d) are the ITO interdigitated pixel and common electrodes. (e) Images from the normal direction and from 50 degrees to the left and right of a 2.3-inch-diagonal display incorporating the IPS TFT-LCD panel. (f) The three-black matrix (BM) patterns (top: BM covering both gate and data lines, middle: BM covering only the data lines, and bottom: without BM) and (g) optical images of pixels without BM (left: LC on and off voltages supplied to every other data line, right: LC off voltage supplied to all data lines).
Figure 3e shows images from the normal direction and from 50 degrees to the left and right of a 2.3-inch-diagonal display incorporating the IPS TFT-LCD panel fabricated in our laboratory, (f) the three black matrix (BM) patterns (top: BM covering both gate and data lines, middle: BM covering only the data lines, and bottom: without BM), and (g) optical images of panel areas without the BM (left: LC on and off voltages supplied to every other data line, right: LC off voltage supplied to all data lines). As can be seen in the image from the normal direction, the brightness and contrast of the display area with the top BM and middle BM patterns are almost the same, but the contrast of the display area without the BM is relatively lower because of the lower darkness level of the LC off pixels indicating “HITACHI”. As shown in Fig. 3g, this is due to light leaking through the aperture between the data line and adjacent common lines. Therefore, in the CL structure, the BM on the drain line is necessary to obtain a high contrast ratio by shielding light leakage. This is the same as in the conventional structure. On the contrary, there is no light leakage along the gate line through the gaps between the gate line and edges of the pixel/common electrodes, as is clearly shown in Fig. 3g. This is a unique advantage of the CL structure because the conventional structure must shield these gaps with the BM to prevent light leakage. The suppression of light leakage along the gate line in the CL structure is due to the driving scheme (see Fig. 2b,a for a comparison with the conventional structure). During the holding period (tOFF) in the conventional structure, regardless of the pixel voltage, Vp (including Vp = 0), nonzero Vgp and Vgc are always applied to keep the TFT off, and these voltages are applied to the LC layer, inducing light leakage as reported in
Figure 4a shows the gate voltage (Vg) dependence of the panel brightness, while the inset shows that of the TFT current (transfer characteristics). The gray curves are for the conventional IPS TFT-LCD with the TFT before enhancement, the common line, and the matrix BM (MBM) shown at the top of Fig. 3f. The blue curves are for the proposed CL structure with the enhanced TFT and the stripe BM (SBM) shown in the middle of Fig. 3f. In this case, enhanced TFT characteristics were obtained by using an MNOS TFT without back-channel oxidation that was enhanced by the BTS process. In both structures, the threshold voltages for panel brightness, defined by extrapolating the straight part of the brightness curves, reflect those of the TFT transfer curves defined as Vg at a drain current of 10−12 A, and they are well matched to be 4 V and 9 V, respectively. The maximum brightness for the CL structure is 137% higher than that for the conventional structure, which is due to the increase in the aperture ratio from 38 to 52% that results from the elimination of the common line and the BM covering the gate line.
(a) Dependence of panel brightness and TFT current on gate voltage for the conventional pixel structure of 38% aperture ratio (AR) with matrix black matrix (MBM) over both drain and gate lines and proposed CL pixel structure of 52% AR with strip black matrix (SBM) over only the drain lines. Transfer characteristics before and after bias temperature stress (BTS) treatment are shown in the inset. (b) Charging and (c) holding characteristics of enhanced TFT of the CL structure with gate as a common line. Vg and Vd in the TFT ON state are 30 V and +/−7 V, respectively.
To estimate the charging and holding characteristics of the MNOS-enhanced TFT in the panel, the gate TFT ON and OFF time dependences of the panel brightness were measured (Fig. 4b,c). The charging characteristics in Fig. 4b are plotted as a function of tON at tOFF = 16.6 ms, Vg = 30 V, and Vd = ± 7 V. The holding characteristics in Fig. 4c are plotted as a function of tOFF at tON = 34 μs. 95.1% charging at tON = 34 μs and 95.3% holding at tOFF = 16.6 ms indicate that the enhanced TFT has sufficient charging and holding performance to drive a standard VGA (640 × 480 pixels) panel (the number of scanning lines is estimated as tOFF/tON = 16.6/0.034 = 488).
To confirm the driving conditions for the CL structure without the BM along the gate line (with the SBM), the tOFF dependence of the contrast ratio (CR) in the CL panel was further investigated as shown in Fig. 5a, where CR is plotted as a function of tOFF for the CL panels with the matrix BM (MBM) and the strip BM (SBM). The inset shows the brightness in the bright (Vd = 7 V) and dark (Vd = 0 V) states of the CL panel with the SBM as a function of tOFF and an optical image of the panel with tOFF = 6.4 ms. The SBM and MBM panels keep CR higher than 240 with tOFF > 16.6 ms, the frame period of a display panel without flicker being noticeable to the human eye. both panels decrease CR when tOFF is less than 16.6 ms; the CR of the SBM panel decreases faster than the CR of the MBM panel. As shown in the inset, the decrease in CR was due to the increase in dark-state brightness with decreasing tOFF as light leakage increases along the gate line. This light leakage is induced by the voltage Vgp = Vgc = VgON = 30 V applied only for 34 μs during the TFT ON (charging) state, which is 1/488th the duration, tOFF = 16.6 ms, of the TFT OFF (holding) state with Vgp = Vgc = VgOFF = 0 V, but the ratio increases with decreasing tOFF and becomes effective enough to switch on LC layer and induce light leakage. However, it should be stressed again that the CL panel with the normal holding (TFT OFF) time of 16.6 ms does not suffer from the light leakage along the gate line, so the aperture ratio can be increased by removing the BM along the gate line.
(a) Contrast ratio (CR) for CL panels with matrix BM (MBM) and stripe BM (SBM) plotted as a function of tOFF. The inset shows the brightness in the bright (Vd = 7 V) and dark (Vd = 0 V) states of the CL panel with the SBM as a function of tOFF and an optical image of the panel with tOFF = 6.4 ms. Vd (= VLC) dependence of (b) brightness and (c) contrast ratio of the CLSE panel. Insets of (b): optical images indicating the elimination of the BM from the CLSE structure (upper left) and the MBM in the conventional structure (lower right). Insets of (c): CLSE panel composed of different areas with three different pixel structures and aperture ratios (ARs), i.e., CLSE structure without BM (60%), CL structure with SBM (52%), and conventional structure with MBM (38%).
Figure 5b,c shows the Vd (= VLC) dependence of the brightness and contrast ratio of the CLSE panel without a BM along the drain line and along the gate line. As shown in the optical images in the insets of Fig. 5c, the CLSE panel has different areas with three different pixel structures and aperture ratios (ARs), i.e., the CLSE structure without the BM (60%), the CL structure with the SBM (52%), and the conventional structure with the MBM (38%). The optical images in the inset of Fig. 5b clearly indicate the elimination of the BM from the CLSE structure and the MBM in the conventional structure. The ratios of the bright area in the CLSE and conventional pixels shown in the red dotted square appear higher than the aperture ratios because the pixel and common electrodes are invisible due to the brightness. The brightness and contrast ratio in each area increase with increasing Vd; the ratios for the CLSE structure without the BM are approximately 160% those of the conventional structure with the MBM, reflecting the difference in aperture ratio.
Figure 6 indicates the effect of bias temperature stress (BTS) on the TFT characteristics. As the stressing time, tS, of the positive gate stress voltage, Vst = + 77 V, increases from 0 to 3600 s, the transfer (Id-Vg) curve shifts in the positive direction (Fig. 6a). Vth is defined as Vg at which Id = 10−12 A and ΔVth is defined as the Vth shift from the initial value via BTS. As shown in Fig. 6b, ΔVth increases logarithmically with increasing tS: ΔVth = 2.17 + 4.93 × log (tS). The mechanism behind the gate-stress-induced Vth shift is electron tunnel injection from the a-Si:H semiconductor into the SiOx gate insulator. For confirmation, ΔVth of MNOS TFTs with different SiOx thicknesses is plotted as a function of the electric field applied to the SiOx layer in Fig. 6c. Here, the thickness of the SiOx was varied (5, 10, 20, 50 nm), while the SiN thickness was fixed at 200 nm. The electric field applied to SiOx, Eox, was calculated using the following equation,
Effect of bias temperature stress (BTS) on TFT characteristics. (a) The transfer (Id–Vg) curve shifts in the positive direction with positive gate bias stress of Vst = + 77 V over the duration of 0–3600 s. (b) ΔVth, defined as the Vth shift from the initial value via BTS, increases logarithmically with increasing tS, following ΔVth = 2.17 + 4.93 × log (tS). (c) ΔVth of MNOS TFTs with different SiOx thicknesses from 5 to 50 nm as a function of the electric field applied to the SiOx layer.
where εo = 3.5 and do are the electrical permittivity and thicknesses of SiOx and εn = 7 and dn = 200 nm are those of SiN. ΔVth linearly increases at a threshold electric field at 4.6 MV/cm on the same straight line regardless of the thickness of SiOx. From these results, we concluded that the Vst-induced Vth shift mechanism is Fowler–Nordheim type tunneling injection
Figure 7a shows the effect of back-channel oxidation (BCO) and passivation (PAS) on the Id-Vg characteristics of the MNOS TFT. The Id-Vg curve with Vth = 5.1 V is further enhanced to Vth = 10.9 V after BCO, although there is a slight degradation of the slope of the current increase in the sub-threshold region. The slope recovers after PAS without any change to the enhanced characteristics
(a) Effect of back-channel oxidation (BCO) and passivation (PAS) on Id–Vg characteristics of MNOS TFT. (b) Vth and Vth standard deviation, σVth, after BTS and after BCO without BTS treatments and (c) SiOX thickness as a function of position along gate-line, x.
The advantage of BCO over BTS is the uniformity of the enhanced characteristics; Fig. 7b shows the distribution of the enhanced Vth as a function of position along gate-line, x, for the MNOS TFTs connected with a 90-mm-long gate line in the TFT substrate after BTS and BCO treatments. The average value of Vth and the standard deviation, σVth, for pristine TFTs before BTS or BCO, are 5.1 V and 0.35 V, respectively. After BCO, Vth is uniformly enhanced, with an average Vth = 11 V and σVth = 0.4 V without increasing σVth. On the other hand, after BTS, Vth is nonuniformly enhanced with an average Vth = 9.3 V and σVth of 1.4 V. In particular, Vth increases linearly as a function of position along gate-line, x. As the gate SiOx thickness linearly decreases, from (54 nm) to (47 nm) with increasing x as shown in Fig. 7c, the increase in ΔVth after BTS with x is due to increase in the electric field applied to SiOx as shown in Fig. 6c and Eq. 1.
It has been shown that the Vth of the MNOS TFT is independent of the gate SiOx thickness when the thickness is more than 5 nm8a, Vth of the MNOS TFT with the BCO treatment becomes almost independent of the BCO SiOx thickness. As shown in the inset, the thickness of BCO SiOx composed of oxidized a-Si:H linearly increases with BCO processing time, and the Vth increase almost saturates at a BCO SiOx thickness greater than 5 nm. Therefore, the enhanced MNOS TFT after BCO has a uniformly high Vth that is robust to thickness fluctuations of the gate and BCO SiOx layers. BCO also has an advantage over BTS in terms of the stability of Vth as shown in Fig. 8b, which plots the annealing time dependence of Vth for BCO and BTS. In this experiment, the stoichiometry (x) of the gate SiOx was 1.78 for BTS and 1.78 and 1.9 for BCO. The annealing temperature in the N2 atmosphere was 200 °C. In the case of BTS, Vth decreased to the pristine value after approximately 5 h of annealing, while Vth decreased more slowly in the case of BCO. In particular, the annealing time required for Vth to fall to 7 V was 7.5 times longer than that of BTS. Increasing the stoichiometry (x) of the gate SiOx dramatically improved the BCO-enhanced Vth to as much as 11 V, which was stably maintained after 24 h of annealing at 200 °C.
(a) Dependence of Vth on thickness of back-channel oxidized (BCO) SiOX. The inset shows the SiOx thickness dependence on the BCO process time for RF powers of 200 W and 500 W. (b) Stability of Vth as a function of annealing time for three different TFTs with gate SiOx stoichiometry, x = 1.78 and bias temperature stress (BTS), x = 1.78 and BCO, and x = 1.9 and BCO. The temperature of annealing in the N2 atmosphere was 200 °C. (c) Band diagram of back-channel oxidized MNOS TFT. The red arrows show the electric dipoles at the SiOX/a-Si:H and a-Si:H/BCO SiOX interfaces.
A schematic band model for the MNOS TFT with the BCO treatment and the sectional structure of the interface between the a-Si:H and gate and BCO SiOx are shown in Fig. 8c. The uniformly high Vth that is independent of SiOx thickness is due to the dipoles generated at the channel and back-channel interfaces between a-Si:H and SiOx8 of reference

For anyone wondering which version to get here’s a limited experience with what i got. I was and still am a bit confused with all the versions out there.
I JUST got myself the version, which is apparently called AY-AT kit (you won’t find it with that keyword from the shop sites though and it’s not called that in the official manual).
There’s two (to my knowledge) versions of the kit (mentioned in the official manual and seen in the shop sites), the one with 128×64 (controller ST7565) display and the newer one with a 160×128 color display (controller ST7735). I got the one with 160×128 color display. Here’s a link to an awesome review about it:
This one uses 99% of through hole components and the couple SMDs have already been soldered to the PCB. It is easier to modify than the versions with SMD components, if need be.
BE CAREFUL with the display. The display is attached to the display module PCB by only the 2 flat cables. If you turn the display over, it will hang from the flat cables and they can easily get cut. Tape the display to the display PCB immediately, after which you can do something more permanent like hot glue or an actual case or whatever. I knew this and i still flipped the display before tapeing it, but fortunately the cables were ok.
Someone had a scratch on the PCB, which had cut one of the tracks and the device did not work, so before soldering, check the PCB for scrathes and test the tracks if you have any doubts.
Easy to assemble, easy to modify, nice display, has a voltage reference (TL431) instead of the zener diode, but apparently it is a not a very good voltage reference, so it might need to be replaced.
The precision resistors R1 to R6 (in the official manual, R9 to R14 in the linked review) (of 680 and 470K, 3x each type) are not very precise. I’m going to replace them with real precision resistors.
The version came with quite old software, 1.12k. The official software is at 1.27 and i’m going to update ASAP even though it means i will lose the temperature sensor and IR tests, but i will gain new part tests and servo tests atleast.
The MCU programming pins have not been layed down to the PCB, so i will have to figure that out, etiher lay down some kind of wires and connector or just remove the MCU from the socket and program it separately.
Because there’s all sorts of connectors in each edge of the PCB, it’s quite a challenge to design a case for this to include the battery without just making the whole thing a lot higher.
This kit i got did not come with the capacitor to do the self test, but i have loads of parts, so that was not a problem for me. Maybe some other seller includes one.
Anyway, this is just my opinion, i just got the thing and i definately do not know the other versions thoroughly, so make your own decisions. I like this version, because i can make it better/fix it easy. Check the official manual for different versions, although the differences are not that simply put in there either.

One of the industry’s leading oxide panel makers selected Astra Glass as its backplane substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT fabrication for immersive high-performance displays.
One of the industry’s leading oxide panel makers selected Astra Glass as its backplane substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT fabrication for immersive high-performance displays.

Zoom InZoom OutReset image sizeFigure 1. (a) Schematic VOFET cross section, (b) photography of a sample of V-OFETs on a 5 × 5"" substrate, (c) comparison of VOFET and OTFT layouts.
We developed a fabrication procedure for V-OFETs which is fully compatible with state-of-the-art display backplane technologies. In this regard, our work differs substantially from previous reports about vertical organic transistors where sophisticated fabrication methods have been employed which cannot seamlessly be adopted in a production line for high-resolution displays. Such processes are: shadow mask patterning [11], lift-off [12], nm-scale lithography [10, 15], and unconventional electrode or gate insulator materials [9, 13]. We only employ well-established fabrication techniques for large area and high throughput industrial processes, such as conventional photolithography, wet and/or dry etching are employed [22–24]. Scalable processes such as sputtering or CVD can be used for the preparation of the gate insulator. In particular, in this work we use a gate dielectric with a specific capacitance of 50 nF cm−2 (hybrid dielectrics composed of 25 nm of Al2O3 and 30 nm of the fluoropolymer CYTOP), which is in the typical range applied in backplane manufacturing. Source and Drain electrodes are composed of Au (thickness of 40 nm) and are patterned by photolithography followed by a wet-etching in KI/I2 (denoted as standard etchant gold). The gate electrode is made of Al (thickness of 200 nm) and it is patterned by photolithograhy and wet etching. The SD-insulator is a highly cross-linked photoresist (NLOF2020) with a thickness between 400 and 700 nm. The thickness of the semiconductor layer is 25 nm. Finally, the semiconductor film is patterned by reactive ion etching using oxygen [24]. All processing steps are performed under ambient conditions (except the vacuum deposition steps) and at process temperatures ≤120 °C.
Zoom InZoom OutReset image sizeFigure 2. (a) Transfer curve for a V-OFET (W = 20 μm) at VDS = −10 V approaching the saturation, (b) comparison of the transfer curves in the linear regime of V-OFET devices on a 5 × 5"" substrate at VDS = −5 V. Different colors represent the transfer curves of the individual transistors.
Besides an outstanding FET performance (on/off-ratio and on-current density) and possibility to process these devices at temperatures ≤120 °C, V-OFETs show as well excellent device uniformity and stability, demonstrating that this technology is suited for display integration. Focusing on device uniformity, we can report excellent threshold voltage Vth and on-current uniformity on a full 5 × 5"" substrate of 0.41 V and 4.3%, respectively (table 1 and figure 2(b)). This high level of uniformity is achieved because only scalable processes such as photolithography and solution-coating are used. Furthermore, we could identify the uniformity of the gate insulator thickness and the metal line width as the main uniformity limitation for our process. Hence, it is apparent that V-OFET uniformity will be further improved when transferring the technology to a mass production environment. Finally, we report device stability data in the bottom part of table 1. Especially looking at bias stress stability under illumination, the V-OFET technology provides a clear advantage over a-IGZO due to the low absorption coefficient of the OSC.
Summary of V-OFET uniformity and stability data. Measurement conditions are: V-OFET (p-type): VDS = −0.1 V, VGS = +/−15 V, T = 20 °C.V-OFETOn-current (std. dev.)
V-OFET design paradigms—Due to the vertical stacking of gate, source and drain electrodes, V-OFETs obey different scaling laws than their planar counterparts. The knowledge on the transistor scaling behavior is of utmost importance for high-resolution displays for two reasons: first, the limited area for the transistors due to the demand on the storage capacitor or the aspect ratio of the pixel, and second, the transistor capacitance which is strongly affecting the dynamic properties of each pixel in a display. The existence of the gate-drain capacitance of the switch transistor in an AM backplane, gives rise to the so-called voltage-kick-back effect [25]—a rapid discharging of the storage capacitor when the transistor is switched off—being one of the biggest issues for high-resolution displays. As we will see, V-OFETs offer both, a reduced transistor footprint and a smaller gate-drain overlap capacitance, which in turn makes the V-OFET technology interesting for ultra-high resolution display applications.
From figure 3(a) it is apparent that vertical FETs have always a lower total gate area than planar FETs for the considered parameters. For typical display parameters OL = LW = 3.5 μm, the gate area of the V-OFET is only 66% of the gate area for the horizontal FET, corresponding to a reduction in gate capacitance of one third. The area ratio can be further reduced to 35% in case of a more aggressive design with OL = 2 μm and LW = 1 μm. In figure 3(b), the total gate area of V-OFETs and of planar FETs with different channel lengths L (OL = LW = 3.5 μm) is shown as function of the channel width W. As it can be seen, even when scaling the channel length down to 3 μm, the area ratio remains lower than 80%. This reduction of gate area for V-OFETs is related to the vertical channel configuration as well as to the fact that all edges of the source electrode contribute to the channel width.
So far we compared the total gate area for vertical and horizontal FETs. However, this does not directly translate into a gate capacitance gain since only the overlap area between gate and source/drain electrodes contribute the FET capacitance. In figure 3(c), we show the ratio of the device capacitance of vertical and horizontal FETs for a typical value of W = 6 μm and a channel lengthL = 5 μm for the planar FET. As it can be seen, the ratio between the vertical and the horizontal FET strongly depends on the line width and to a lesser extent on the overlay accuracy. In particular, there is no advantage of the vertical configuration for LW ≥ 6 μm and OL ≥ 4 μm. However, this case is not relevant for high-resolution displays which require small line width and overlay. For application-relevant dimensions such as LW ≤ 4 μm and OL ≤ 4 μm, the V-OFET provides a reduction of gate capacitance of at least 20%. This reduction of capacitance becomes increasingly important when LW andOL are scaled down as it is needed for higher display resolutions (≥4k2k).
We would finally like to give an example of typical values for an AMOLED display backplane considering the two layouts in figure 1(c). These are optimized for a design OL = LW = 3.5 μm and characterized by W = 7 μm and L = 5 μm. Assuming a specific gate capacitance of 20 nF cm−2, the device capacitance would be only 12 fF for the V-OFET to be compared to 17 fF for the corresponding planar FET. Furthermore, the reader should keep in mind that due to its short channel, a V-OFET with W = 6 μm provides significantly more on-current density than the corresponding planar OFET [22].
Finally, we would like to highlight the importance of this capacitance reduction for the pixel design and performance of a high resolution display. The capacitance reduction affects the dynamic behavior of the switching transistor in two ways. Firstly, the lower total capacitance leads to a faster response (shorter raise time of current) of the switching transistor during the programming phase of the pixel. However, the capacitance reduction due to smaller overlay does not translate one-to-one into a raise time reduction, since in a real display the raise time is also governed by the metal line resistance and the overlay capacitance of the supply lines. Still, the reduced transistor capacitance reduces the overall capacitive load of the supply lines. The second and probably most important effect of the reduced capacitance of the switching transistor concerns the turning-off behavior of the switching transistor at the end of the programming phase. As mentioned above, the gate-drain overlay capacitance leads to a rapid discharging of the storage capacitor and hence a loss of the brightness information programmed onto the storage capacitor when the switching transistor is abruptly switched off. This effect is known as voltage-kick-back effect [25] and it is determined by the ratio of the storage capacitance to the gate-drain capacitance. In fact, the suppression of this kick-back effect is vital for the fabrication of high resolution displays and it is one of the main reasons why self-aligned transistor architectures are preferred for such display. In this context, a reduction of the transistor capacitance by more than 40% enabled by the vertical configuration is essential in order to effectively suppress the kick-back effect.

Many Apple products use liquid crystal displays (LCD). LCD technology uses rows and columns of addressable points (pixels) that render text and images on the screen. Each pixel has three separate subpixels—red, green and blue—that allow an image to render in full color. Each subpixel has a corresponding transistor responsible for turning that subpixel on and off.
Depending on the display size, there can be thousands or millions of subpixels on the LCD panel. For example, the LCD panel used in the iMac (Retina 5K, 27-inch, 2019) has a display resolution of 5120 x 2880, which means there are over 14.7 million pixels. Each pixel is made up of a red, a green, and a blue subpixel, resulting in over 44 million individual picture elements on the 27-inch display. Occasionally, a transistor may not work perfectly, which results in the affected subpixel remaining off (dark) or on (bright). With the millions of subpixels on a display, it is possible to have a low number of such transistors on an LCD. In some cases a small piece of dust or other foreign material may appear to be a pixel anomaly. Apple strives to use the highest quality LCD panels in its products, however pixel anomalies can occur in a small percentage of panels.
In many cases pixel anomalies are caused by a piece of foreign material that is trapped somewhere in the display or on the front surface of the glass panel. Foreign material is typically irregular in shape and is usually most noticeable when viewed against a white background. Foreign material that is on the front surface of the glass panel can be easily removed using a lint free cloth. Foreign material that is trapped within the screen must be removed by an Apple Authorized Service Provider or Apple Retail Store.
If you are concerned about pixel anomalies on your display, take your Apple product in for closer examination at an Apple Store, Apple Authorized Service Provider, or an Independent Repair Provider. There may be a charge for the evaluation. Genuine Apple parts are also available for out-of-warranty repairs through Self Service Repair.*
We develop, design, manufacture, and sell displays where it is necessary for the interface that deliver a lot of information at an instant and deliver it to the global market. We create interactive spaces that go beyond the expected, elevate everyday lives, and move people"s hearts. From bases in major cities in Asia, Europe, and North Ameri



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey