
creating a pcb for lcd touch screen quotation

We worked with the client to determine what they wanted to have the touch-screen display do and what it should look like. We then picked an appropriate touch-screen based on the size, resolution, and availability.
As the electronics were being designed, we also started work on the software. This is where the software commands to control the display as well as the client"s graphical interface were created.
In addition to the previous steps, we also needed to create a mounting system for the display. Since the display we chose had no mounting holes of its own, we had to design in Solidworks a cradle that both held the display and the driver board to come. This cradle would then attach to the project case. Because we have two 3D printers in-house, we were able to quickly iterate plastic prototypes until we had the ideal cradle.
Once the cradle was designed, we then worked out what hardware was needed to mount everything together. Also, we needed to create a rubber gasket based on the design parameters of the cradle and the display. This was all done in Solidworks by creating a virtual assembly of the entire project.
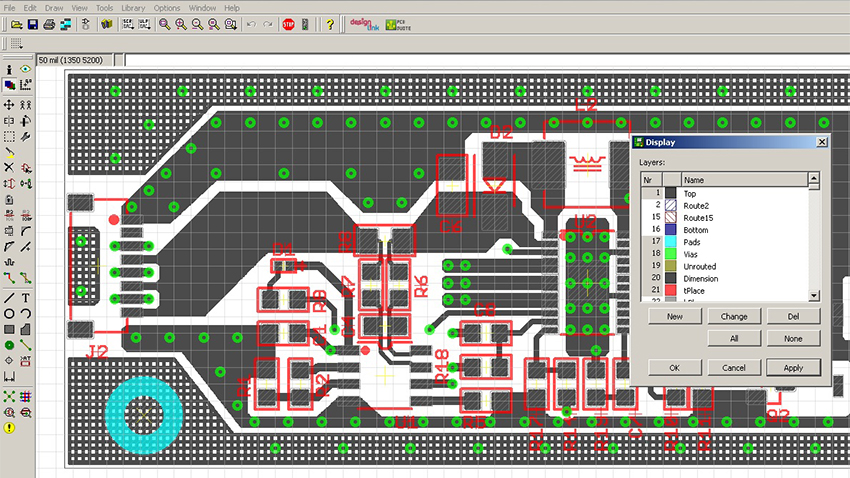
The cradle design dictated the size of the circuit board driver for the display. With that information now determined, the circuit board was designed.
And lastly, the display was built in-house using our surface-mount machinery and skilled technicians. Once assembled, the driver board was programmed with the custom software and tested.

A PCB is sort of like a layer cake or lasagna- there are alternating layers of different materials which are laminated together with heat and adhesive such that the result is a single object.
The base material, or substrate, is usually fiberglass. Historically, the most common designator for this fiberglass is "FR4". This solid core gives the PCB its rigidity and thickness. There are also flexible PCBs built on flexible high-temperature plastic (Kapton or the equivalent).
You will find many different thickness PCBs; the most common thickness for SparkFun products is 1.6mm (0.063"). Some of our products- LilyPad boards and Arudino Pro Micro boards- use a 0.8mm thick board.
Cheaper PCBs and perf boards (shown above) will be made with other materials such as epoxies or phenolics which lack the durability of FR4 but are much less expensive. You will know you are working with this type of PCB when you solder to it - they have a very distictive bad smell. These types of substrates are also typically found in low-end consumer electronics. Phenolics have a low thermal decomposition temperature which causes them to delaminate, smoke and char when the soldering iron is held too long on the board.
The next layer is a thin copper foil, which is laminated to the board with heat and adhesive. On common, double sided PCBs, copper is applied to both sides of the substrate. In lower cost electronic gadgets the PCB may have copper on only one side. When we refer to a double sided or 2-layer board we are referring to the number of copper layers (2) in our lasagna. This can be as few as 1 layer or as many as 16 layers or more.
The copper thickness can vary and is specified by weight, in ounces per square foot. The vast majority of PCBs have 1 ounce of copper per square foot but some PCBs that handle very high power may use 2 or 3 ounce copper. Each ounce per square translates to about 35 micrometers or 1.4 thousandths of an inch of thickness of copper.
The layer on top of the copper foil is called the soldermask layer. This layer gives the PCB its green (or, at SparkFun, red) color. It is overlaid onto the copper layer to insulate the copper traces from accidental contact with other metal, solder, or conductive bits. This layer helps the user to solder to the correct places and prevent solder jumpers.
In the example below, the green solder mask is applied to the majority of the PCB, covering up the small traces but leaving the silver rings and SMD pads exposed so they can be soldered to.
Soldermask is most commonly green in color but nearly any color is possible. We use red for almost all the SparkFun boards, white for the IOIO board, and purple for the LilyPad boards.
The white silkscreen layer is applied on top of the soldermask layer. The silkscreen adds letters, numbers, and symbols to the PCB that allow for easier assembly and indicators for humans to better understand the board. We often use silkscreen labels to indicate what the function of each pin or LED.
Silkscreen is most commonly white but any ink color can be used. Black, gray, red, and even yellow silkscreen colors are widely available; it is, however, uncommon to see more than one color on a single board.

All touch screen PCB is available in the wide range of sizes and capacities. For those in large commercialities, the touchscreen PCB is available in different sizes and won ’ t leave any customer interested in the matter of they are looking for the new touch in PCB or for other industrial. touchscreen PCb is available in a wide range of colors, and functionality. No matter the touch of PCB is for use, businesses in large commercialities and such places are need to have more options.
The touchscreen PCb assembly is one of the most popular types. It is scratch-resistant and easy to install in a variety of settings, and for the best performance, Alibaba.com has a wide range of touchscreen PCb assembly and types, touchscreen PCb assembly is also available. scratch-resistant and easy to repair without the degradable quality of the components, being one of the most popular types.

Electronics ranging from mobile devices to large-scale interactive displays rely on PCB membrane switches to create an intuitive user interface. The printed circuit boards used in these assemblies can be rigid, semi-rigid or flexible and either single-sided, double-sided or multi-layered. The overlay is the final touch, giving a PCB membrane switch the look, texture, and functionality needed for its intended application.
We have the technology and expertise to produce custom, state-of-the-art PCB membrane switches and overlays for printed circuit boards that meet your unique requirements. Our engineers work with customer-supplied printed circuit boards to design and manufacture a pcb membrane switch assembly to meet your specific requirements.
Our custom PCB assemblies may utilize fewer pieces of hardware than other designs require. With fewer components and no metal panel, PCB assembly installation time is reduced, and there are fewer inventory items that are part of the printed circuit board assembly procedure. Using fewer components and eliminating the metal panel allows the PCB assembly and LEDs to be installed closer to the back of the display lens, resulting in better visual clarity for the user.
We can provide PCB overlay membrane switch assemblies with added components on the PCB in addition to the membrane switch circuitry. This layout results in extra space on other printed circuit boards in the total assembly when space is at a premium.
Our manufacturing capabilities enable us to create full control panel assemblies in complete, ready-to-use form. Build in a few or several layers to meet your design and functionality needs. Select from a non-tactile, tactile, or mixed panel PCB membrane switch, then complete the look with your preferred material, texturing, and window size. Our team is here to assist you through each step of the design process.
Add graphics to your custom membrane switch PCB assembly using our in-house screen printed or digital printing services. Digital printing can produce many special graphic effects such as color cross-fading, halftones, and near photo quality images. We also provide services for circuit layout, CAD design, proofing, prototyping, and more.
Dyna-Graphics offers unique hybrid PCB membrane switches that, with proper design, give your products an interface offering both touch screen and membrane switch inputs in an integrated environmentally sealed package.
We laminate touch screens directly to the back side of the membrane switches or graphic overlays. These assemblies can be applied directly onto your product to provide a custom sealed interface for your display. From new product designs to retrofitting existing devices, our hybrid touch screen/membrane switches provide the capabilities, performance, and functionality you need. The applications for these hybrid switches are practically limitless!
No matter what sort of custom design you need, from the simplest to the most complex, Dyna-Graphics can build a PCB membrane switch assembly to meet your unique requirements. Our team will work with you to develop the perfect custom control module solution.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.
In this Arduino touch screen tutorial we will learn how to use TFT LCD Touch Screen with Arduino. You can watch the following video or read the written tutorial below.
For this tutorial I composed three examples. The first example is distance measurement using ultrasonic sensor. The output from the sensor, or the distance is printed on the screen and using the touch screen we can select the units, either centimeters or inches.
The next example is controlling an RGB LED using these three RGB sliders. For example if we start to slide the blue slider, the LED will light up in blue and increase the light as we would go to the maximum value. So the sliders can move from 0 to 255 and with their combination we can set any color to the RGB LED, but just keep in mind that the LED cannot represent the colors that much accurate.
The third example is a game. Actually it’s a replica of the popular Flappy Bird game for smartphones. We can play the game using the push button or even using the touch screen itself.
As an example I am using a 3.2” TFT Touch Screen in a combination with a TFT LCD Arduino Mega Shield. We need a shield because the TFT Touch screen works at 3.3V and the Arduino Mega outputs are 5 V. For the first example I have the HC-SR04 ultrasonic sensor, then for the second example an RGB LED with three resistors and a push button for the game example. Also I had to make a custom made pin header like this, by soldering pin headers and bend on of them so I could insert them in between the Arduino Board and the TFT Shield.
Here’s the circuit schematic. We will use the GND pin, the digital pins from 8 to 13, as well as the pin number 14. As the 5V pins are already used by the TFT Screen I will use the pin number 13 as VCC, by setting it right away high in the setup section of code.
As the code is a bit longer and for better understanding I will post the source code of the program in sections with description for each section. And at the end of this article I will post the complete source code.
I will use the UTFT and URTouch libraries made by Henning Karlsen. Here I would like to say thanks to him for the incredible work he has done. The libraries enable really easy use of the TFT Screens, and they work with many different TFT screens sizes, shields and controllers. You can download these libraries from his website, RinkyDinkElectronics.com and also find a lot of demo examples and detailed documentation of how to use them.
After we include the libraries we need to create UTFT and URTouch objects. The parameters of these objects depends on the model of the TFT Screen and Shield and these details can be also found in the documentation of the libraries.
Next we need to define the fonts that are coming with the libraries and also define some variables needed for the program. In the setup section we need to initiate the screen and the touch, define the pin modes for the connected sensor, the led and the button, and initially call the drawHomeSreen() custom function, which will draw the home screen of the program.
So now I will explain how we can make the home screen of the program. With the setBackColor() function we need to set the background color of the text, black one in our case. Then we need to set the color to white, set the big font and using the print() function, we will print the string “Arduino TFT Tutorial” at the center of the screen and 10 pixels down the Y – Axis of the screen. Next we will set the color to red and draw the red line below the text. After that we need to set the color back to white, and print the two other strings, “by HowToMechatronics.com” using the small font and “Select Example” using the big font.
Next is the distance sensor button. First we need to set the color and then using the fillRoundRect() function we will draw the rounded rectangle. Then we will set the color back to white and using the drawRoundRect() function we will draw another rounded rectangle on top of the previous one, but this one will be without a fill so the overall appearance of the button looks like it has a frame. On top of the button we will print the text using the big font and the same background color as the fill of the button. The same procedure goes for the two other buttons.
Now we need to make the buttons functional so that when we press them they would send us to the appropriate example. In the setup section we set the character ‘0’ to the currentPage variable, which will indicate that we are at the home screen. So if that’s true, and if we press on the screen this if statement would become true and using these lines here we will get the X and Y coordinates where the screen has been pressed. If that’s the area that covers the first button we will call the drawDistanceSensor() custom function which will activate the distance sensor example. Also we will set the character ‘1’ to the variable currentPage which will indicate that we are at the first example. The drawFrame() custom function is used for highlighting the button when it’s pressed. The same procedure goes for the two other buttons.
drawDistanceSensor(); // It is called only once, because in the next iteration of the loop, this above if statement will be false so this funtion won"t be called. This function will draw the graphics of the first example.
getDistance(); // Gets distance from the sensor and this function is repeatedly called while we are at the first example in order to print the lasest results from the distance sensor
So the drawDistanceSensor() custom function needs to be called only once when the button is pressed in order to draw all the graphics of this example in similar way as we described for the home screen. However, the getDistance() custom function needs to be called repeatedly in order to print the latest results of the distance measured by the sensor.
Here’s that function which uses the ultrasonic sensor to calculate the distance and print the values with SevenSegNum font in green color, either in centimeters or inches. If you need more details how the ultrasonic sensor works you can check my particular tutorialfor that. Back in the loop section we can see what happens when we press the select unit buttons as well as the back button.
Ok next is the RGB LED Control example. If we press the second button, the drawLedControl() custom function will be called only once for drawing the graphic of that example and the setLedColor() custom function will be repeatedly called. In this function we use the touch screen to set the values of the 3 sliders from 0 to 255. With the if statements we confine the area of each slider and get the X value of the slider. So the values of the X coordinate of each slider are from 38 to 310 pixels and we need to map these values into values from 0 to 255 which will be used as a PWM signal for lighting up the LED. If you need more details how the RGB LED works you can check my particular tutorialfor that. The rest of the code in this custom function is for drawing the sliders. Back in the loop section we only have the back button which also turns off the LED when pressed.
In order the code to work and compile you will have to include an addition “.c” file in the same directory with the Arduino sketch. This file is for the third game example and it’s a bitmap of the bird. For more details how this part of the code work you can check my particular tutorial. Here you can download that file:
drawDistanceSensor(); // It is called only once, because in the next iteration of the loop, this above if statement will be false so this funtion won"t be called. This function will draw the graphics of the first example.
getDistance(); // Gets distance from the sensor and this function is repeatedly called while we are at the first example in order to print the lasest results from the distance sensor

Responsible for performing installations and repairs (motors, starters, fuses, electrical power to machine etc.) for industrial equipment and machines in order to support the achievement of Nelson-Miller’s business goals and objectives:
• Perform highly diversified duties to install and maintain electrical apparatus on production machines and any other facility equipment (Screen Print, Punch Press, Steel Rule Die, Automated Machines, Turret, Laser Cutting Machines, etc.).
• Provide electrical emergency/unscheduled diagnostics, repairs of production equipment during production and performs scheduled electrical maintenance repairs of production equipment during machine service.

In the pursuit of quality, our company"s products have won unanimous praise from customers at home and abroad, and is in a leading position in the industry of 17 Touch Screen Open Frame Monitor, Mall Advertising Lcd Display, Android Pos Terminal With Printer. We will follow the tenet of "owner first, abide by the contract, high quality service", and the enterprise spirit of "unity and cooperation, rigorous and realistic, high quality and high efficiency, innovation" and meticulously create excellent projects to provide satisfaction to new and old customers service. We try our best to build a modern enterprise with unique and quality products.
Since establishment, we have become the leader of Bluetooth Android PCB Board for Car LCD Display Media Player Tablet industry in China through constant pursuit of perfection, professional management team, most competitive price and excellent service. Customers" benefit and satisfaction are always our biggest goal. The products has a good reputation with competitive price, unique creation, leading the industry trends.
The world is growing at a very fast pace in terms of modern technology and the effects are easily on our daily lives. Our life style has changed greatly. This technological advancement has brought many advance equipment in the world that we did not imagine about 10 years ago. The core of these equipment is electronics engineering and the nucleus is the Printed Circuit Boards (PCBs).
The PCB is something that is usually green in color and is a rigid body that holds various electronic components on it. These components are soldered upon the PCBs in the process called “PCB Assembly” or PCBA. The PCB is composed of a substrate that is made of fiber glass, the components, the copper layer that makes the traces, holes in which components are fitted and layers that can be inner layer and outer layers. At RayPCB we can deliver up to 1-36 layers for multilayer PCB prototypes and 1-10 layers for multilayer PCBs for mass production. For single sided PCB and double sided PCBs, the outer layers present but no inner layer.
The pcb substrate and components are insulated with solder mask and held together with epoxy resin. This solder mask can be green, blue or red in color as commonly found in PCB colors. Thesolder mask will allow the components to avoid short circuit with tracks or other components.
The copper traces are used to carry electronic signals from one point to the other on the PCB. These signals can be high speed digital signals or discrete analog signals. These traces can be made thick to carry power / electricity to power up components.
In most of the PCBs which are made to supply high voltage or current, there is a separate plane of ground connection. The electronic components on top layer are connected to inner GND plane or inner signals layer by means of “Vias”.
The components are assembled on the PCB to allow the PCBto function as it is designed. The most important thing is the PCB functionality. The PCB may not work even if a tiny SMT resistor is not properly placed or even if a small track is cut from the PCB manufacturer. So it is very important the components are assembledin proper way. The PCB when components are assembled is called PCBA or Assembled PCB.
The functionality of PCBs can be complex or simple depending on the specifications described by the client or user. The PCB sizes are also different depends upon requirements.
3- Solder Mask: It is the layer that is applied on top and bottom of PCB. This is used to create non-conductive region of PCB and it isolates the copper traces from each other to protect short circuit. Thesolder mask also avoids soldering on unwanted parts and assures that soldergoes on that area that is meant for soldering like holes and pads. The holes will attach the THT components on PCB while the PADs are used to hold SMT components.
PCB fabrication for components designator, like R1, C1 or some sort of description on PCB or company logo it is all made of silk screen layer. This silk screen layer provides the vital information about that PCB.
The PCBs are the majority of PCBs we see all around us in various types of devices. These are hard, rigid and solid PCBs with various thickness. The main material is the fiber glass or simple “FR4”. FR4 means “Fire Retardant – 4”. The self extinguishing property of FR-4 makes it favorable for use in many hard core industrial electronic devices. The two sides of FR-4 is laminated with thin layer of copper foil also known as copper clad laminates. Main applications where FR-4 copper clad laminates are sued in are power amplifier, switch mode power supplies, servo motor drives etc. On the other hand another type of rigid PCB circuit prototype substrate commonly used in home appliances and IT products is known as Paper Phenolic PCB. They are light weight, low density, cheap and easy to punch process. Calculators, keyboards, and mouse are some of its applications.
Theflexible PCBs are made of the substrate material like Kapton that can withstand very high temperatures while the thickness is as low as 0.005 inch. The can bend easily and are used in wearable electronics, connectors of LCD displays or laptops, connectors of keyboard and camera etc.
Alternatively another PCB base material can be used like Aluminumthat is very good at dispersing heat effectively. These types of PCBs can be used in applications requiring heat sensitive components like high power LEDs, laser diodes,ultra-thin lcd pcb etc.
THT:THT stands for“Through hole Technology”.The components with leads and wires, like resistors, capacitors, inductors, PDIP ICs, transformers, transistors, IGBTs, MOSFETS are example.
The component has to be inserted on one side of PCB and pulled by leg on other side and cut the leg and solder it. The THT components assembly is usually done by hand soldering and is relatively easy.
Before going to the actualPCB fabrication and PCB Assembly process, the manufacturer checks the PCB for any flaws or errors in the PCB that can result in malfunction. This process is called Design for Manufacturing (DFM) process. The Manufacturer must carry out these basic DFM steps to ensure flawless PCB.
1- Component LayoutConsideration: Through hole components with polarity must be checked. Like Electrolytic capacitor polarity must be checked, diode anode and cathode polarity check, SMT tantalum capacitors polarity check. ICs notch/head direction must be checked.
After performing the DFM check, the manufacturer can easily reduce the cost of manufacturing by cutting down the number of scrapped boards. This will help in quick turn around by avoiding faults at DFM level. At RayPCB we provide DFM and DFT check at circuit assembly and prototyping. At RayPCB we offer PCB OEM services,wave soldering, PCB Card testing and SMT assembly using state of the art OEM equipment.
First of all we apply thesolder paste on the areas of the printed circuit board assemblies where the components will fit. This is done by applying solder paste on the stainless steel stencil. The stencil and the PCB are hold together by a mechanical fixture and then the solder paste is applied by the applicator evenly to all opening in the board. The applicator spreads the solder paste equally. So a right amount of solder paste must be used in applicator. When the applicator is removed the paste will remain in the desired areas of PCB. The grey color solder paste is 96.5% made of tin and contains 3% of silver and 0.5% of copper and it is lead free. This solder paste will melt and creates a strong joint upon application of heat in step 3.
The second step in pcba is the automated placement of SMT components on PCB board. This is done by using pick and place robot. At the design level the designer creates a file that will be fed to the automated robot. This file has the preprogrammed X,Y coordinates of each and every components used in PCB and it identifies the location of all components. Using this information the robot will simply place the SMD devices on board accurately. The pick and place robots will pick the components from its vacuum grip and place exactly on top of solder paste.
Before the advent of robotic pick and place machines, the technician will pick the components using tweezers and place it on PCB by carefully looking at the location and avoiding any jittering hands. This resulted in high level of fatigue and eyesight weakness in technicians and resulted in slowed process of PCB assembly of SMT components. Hence the chances of mistake were high.
As the technology matured, automated robots for pick and place components eased the technicians work and resulted in fast and accurate components placement. These robots can work 24/7 without fatigue.
The third step after the components are set and solder paste applied is reflow soldering. The reflow soldering is the process where the PCBs along with the components are put on the conveyer belt. This conveyer belt then moves the PCBs and components in a big oven, which creates a temperature of 250o C. This temperature is enough for the solder to melt. The melted solder will then fix the components upon the PCB and create joints. After the PCB is treated with high temperature, it then goes in to coolers. These coolers then solidifies the solder joints in controlled fashion. This will create a permanent joint between SMT component and PCB. In the case of two sided PCBs, the PCB side which has fewer or smaller components will be treated first from step 1 to 3 as mentioned above and then comes the other side.
After the reflow soldering, there is a chance that due to some erroneous movement in PCB holding tray, the components got misaligned and may result in short circuit or open connection. These flaws are need to be identified and this identification process is called inspection. Inspection can be manual and automated.
As the PCB has the small SMT components, so visually checking the board for any misalignment or faults can result in fatigue and eye strains for technicians. So this method is not feasible for advance SMT boards due to inaccurate results. However this method is feasible for boards having THT components and lesser components density.
For the large batches of PCB, this method is feasible. This method uses the automated machine that has the high powered and high resolution cameras installed at various angles to view the solder joints from various directions. The light will reflect the solder joints in different angles according to the quality of solder joints. This automated Optical Inspection (AOI)machine is very high speed and take very short time to process large batches of PCBs.
TheX-Ray machine allows the technician to look through the PCB to see the inner layer defects. This is not a common inspection method and is only used in complex and advance PCBs. These inspection methods if not properly applied may cause rework or scrap PCB. The inspection need be done regular basis to avoid delays, labor and material cost.
The through-hole components are commonly found on many PCB boards. These components are also known as Plated through Hole (PTH). These components have leads that will pass through the hole in the PCB. These holes connect to other holes and vias by means of copper traces. When these THT components are inserted and soldered in these holes, then they are electrically connected to other hole in the same PCB as the circuit designed. These PCBs may contain some THT components and many SMD components so the soldering method as discussed above in case of SMT components like reflow soldering will not work on THT components. So the two main types of THT components soldering or prototype pcb assembly are
The manual soldering method is the common and typically takes more time than compared to automated setup for SMT. Usually one technician is designated to insert one component at a time and the board is passed on to other technician who inserts another component on the same board. So the board will move all around the assembly line to get the PTH components stuffed upon it. This makes the process lengthy and so many PCB design and manufacturing companies avoid using PTH components in their circuit design. But still the PTH components are the most favorite and common components for most of the circuit designers.
The automated version of manual soldering is wave soldering. In this method, once the PTH components are placed on the PCB, the PCB is put on the conveyer belt and is moved to specialized oven. Here a wave of molten solder is splashed on the PCB bottom layer where the components leads are present. This will solder all the pins at once. However this method is only for single sided PCBs and not for double sided because this molten solder while soldering one side of PCB can damage components on other side. After this, the pcb fabrication and assembly is moved for final inspection.
Now the PCB is ready for testing and inspection. This is the functionality test, where electrical signals and power supply is given to the PCB at the specified pins and output is checked at the specified test points or output connectors. This test requires common lab instruments like oscilloscope, DMM, function generator
This test is to check the functionality and electrical characteristics of PCB and to verify current, voltage, analog and digital signals as described in the requirements of PCB and circuit design
If any of the parameters of the PCB shows unacceptable results, then the PCB is discarded or scrapped as per the company standard procedures. Testing phase is very important because it determines the success or failure of the entire process of PCBA.
Now that the PCB is tested and declared OK from all aspects, it is time now to clean the unwanted residual flux, finger dirt and oils stains. A stainless steel based high pressure washing tool using deionized water is sufficient to clean all types of dirt. The deionized water will not damage the PCB circuit. After washing the PCB is dried by compressed air. Now the final PCB is ready for pack up and shipment.
PCB electronic products refer to the selection of competent electronicprocessing companies to help produce products in order to focus on the research and development and market development of new products. PCBA electronic product manufacturing process mainly includes material procurement, SMT chip processing, DIP plug-in processing, PCBA testing, finished product assembly and logistics distribution. Prototype pcb assembly manufacturing process is as follows:
The electronic processing factory purchaseselectronic component materials, PCB boards, and steel mesh and fixtures according to the orders placed by customers.
Material on-line production, through solder paste printing, patch, reflow soldering, AOI inspection, DIP plug-in and wave soldering and other processing links, complete the processing and soldering of PCB, there will be quality inspection in every step of processing.
The electronic processing factory carries out testing according to its own testing process, combined with the test plan provided by the customer, and repairs the discovered defective products.
After all products are produced, they are packaged and shipped according to customer needs. PCBA electronic product processing is a relatively complicated process. In the process of production, each employee needs to work together and strictly follow the production process to control the quality, meet the customer’s quality requirements, and deliver the perfect product.
Printed Circuit Board (PCB) are used in almost all kinds of electronic equipment. They are the supporter of electrical connections for electronic components. Read more for a brief introduction on PCB technology. Learn More.
The auto anti-collision radar is the most important part of the developing trends of future automotive technology. Millimeter Wave (MMW) radar has advantages in auto-collision avoidance technology. Learn More.
High Density Interconnector (HDI) is the cutting-edge technology for the production of printed circuit boards. There are mainly two HDI structures: buildup and any-layer. Learn More.
The creation of high-speed digital is increasingly important. Designers use a series of material parameters such as the dissipation factor (Df) and the dielectric constant (Dk) to determine the suitability of high-speed PCB materials. Learn More.
This article aims to introduce the different types of materials used in the printed circuit board(PCB) substrates. The commonly used substrates include the organic substrate(FR-4), ceramic substrate, and metal substrate. Learn More.
Etching is a technique to remove unwanted materials from the surface. This article intends to introduce two types of etching techniques: wet etching and dry etching. Learn More.
This article aims to introduce the working principles of laser drilling in PCB. It also covers four laser drilling methods: single pulse, percussion, trepanning and helical drilling. Learn More.
This article intends to provide a brief introduction to mechanical drilling, laser drilling and aspect ratio. It also covers the advantages and disadvantages of using mechanical drilling and laser drilling. Learn More.
This article aims to provide guidelines for both Radio frequency(RF) and microwave printed circuit board design. RF PCB is operating above 100MHz, while microwave PCB is operating above 2GHz. Learn More.
The prepreg acts as an insulator, bonding cores and copper foil together to make a strong PCB. This article briefly introduces what prepreg is and the differences between prepreg and core. Learn More.
Back drilling is used to remove conductive via stubs of the copper barrel in the through-hole in printed circuit boards (PCB). The stub can result in serious signal integrity problems in the high-speed design. Learn More.
PCB designs begins when a electronic engineer chooses the components required to perform the functions of the end product and then determines the best way to connect those components electrically. The design gives the manufacturer a lot of information including the PCB dimension, hole sizes and positions, and overall mechanical definition; it may also incorporate notes referring type of material, specifications, UL requirements, solder mask, and test requirements. Learn More.
The double-sided PCB (or 2-layer PCB) is the printed circuit board with copper coated on both sides, top and bottom. There is an insulating layer in the middle. To use circuits on both sides, there must be a proper circuit connection between the two sides. The “bridges” between such circuits are call vias. A via is a small hole on the PCB board coated with metal, which can be connected with circuits on both sides. Learn More.
Selections of the packaging approaches among the various elements is dictated not only by system function, but also by the component types selected and by the operation parameters of the system, such as the clock speeds, power consumption, and heat management methods, and the environment in which the system will operate. Learn More.

There are mainly two types of module PCB in our company: Internet of things (IoT)/ communication module PCB and vehicle-to-everything(V2X) module PCB.
As the most basic perception layer of the Internet, the IoT/communication module PCB has continued to grow rapidly. Both long-term evolution vehicle-to-everything (LTE-V2X) and new radio vehicle-to-everything (NR-V2X) are important parts of self-driving, the development of the corresponding module board market is increasingly prominent.
Special design features: max 3-time compression design, back drilling(including blind hole back drilling) & POFV, the impedance control tolerance≤ 5%, HDI system board, copper inlay, etc.
Antenna PCB is widely used in the telecom field to receive and transmit signals. With the development of the 5G network, antenna PCB is perfect for expanding wireless networks and enhancing the broadcasting or receiving stations.
Where there is fiber-optic communication, there is a demand for electro-optical switching modules. The optical module is the key component to realize electro-optical-electro transmission of the signal in fiber-optic communication. We mainly manufacture 100G & 400G high-end high-speed optical modules.
As the mounting density of SMT increases, the effective heat dissipation area of electronic equipment decreases. Especially when the PCB temperature is greater than 70 , the reliability of the PCB decreases by 5% for every 1 increase. There are three ways of heat transfer: heat conduction, convection and radiation, and all of which are included in the thermal PCB.
A PCB with a finished copper layer greater than 2oz is defined as a heavy copper PCB. Heavy copper PCB can achieve efficient and reliable power distribution. As a special type of PCB, heavy copper PCB is suitable for high-current capacity products. The significant benefits of heavy copper PCB are that it reduces the chance of circuit failure and enhances the heat transfer from the layer to an external source.
The auto anti-collision radar is the most important part of the developing trends of future automotive technology. MMW radar has advantages in auto-collision avoidance technology.

An Industrial OEM customer contracted RPC Electronics to manufacture the LCD display and embedded computer highlighted here, utilized in industrial applications. Integrated hardware included a single board computer, industrial level chassis, and industrial capacity power supply. The fabricated display was touch operated, measuring 8.4” and featured an anti-reflective film and backlighting capabilities. We also provided the necessary cabling and software, for the effective operation of the unit and accurate processing of large amounts of raw data, which is critical to the productivity levels of most industrial systems.
The screen and embedded computer were manufactured upholding recognized standards for quality and integrity, meeting UL/CSA as well as FCC class standards. Turnaround time for this fabrication was 12 to 14 weeks, produced and shipped to customers in the US. For more details about this LCD display and embedded computer fabrication, or our capabilities to provide the single board computers relied on by modern industrial networks as well as other custom electronic parts please see the table below or contact us directly.

Today, ELECROW - an open hardware facilitation company based in Shenzhen, China, officially announced its pioneering intelligent STEAM educational toy car - Crowbot Bolt - the first among new programm
If you are looking for a suitable microcontroller, you must have come across two options: Raspberry Pi Pico and ESP32 C3. Microcontrollers are integrated circuits that are meant to function to accompl
If you"re in the market for a new keyboard, you"ve probably come across the terms "mechanical keyboard" and "regular keyboard." But what exactly is the difference between these two types of keyboards?
To express our gratitude to the supports of all our customers friends, Elecrow take the opportunity of the Christmas to send you some gifts, wish you and your family Merry Christmas in advance.

Glass substrate with ITO electrodes. The shapes of these electrodes will determine the shapes that will appear when the LCD is switched ON. Vertical ridges etched on the surface are smooth.
A liquid-crystal display (LCD) is a flat-panel display or other electronically modulated optical device that uses the light-modulating properties of liquid crystals combined with polarizers. Liquid crystals do not emit light directlybacklight or reflector to produce images in color or monochrome.seven-segment displays, as in a digital clock, are all good examples of devices with these displays. They use the same basic technology, except that arbitrary images are made from a matrix of small pixels, while other displays have larger elements. LCDs can either be normally on (positive) or off (negative), depending on the polarizer arrangement. For example, a character positive LCD with a backlight will have black lettering on a background that is the color of the backlight, and a character negative LCD will have a black background with the letters being of the same color as the backlight. Optical filters are added to white on blue LCDs to give them their characteristic appearance.
LCDs are used in a wide range of applications, including LCD televisions, computer monitors, instrument panels, aircraft cockpit displays, and indoor and outdoor signage. Small LCD screens are common in LCD projectors and portable consumer devices such as digital cameras, watches, digital clocks, calculators, and mobile telephones, including smartphones. LCD screens are also used on consumer electronics products such as DVD players, video game devices and clocks. LCD screens have replaced heavy, bulky cathode-ray tube (CRT) displays in nearly all applications. LCD screens are available in a wider range of screen sizes than CRT and plasma displays, with LCD screens available in sizes ranging from tiny digital watches to very large television receivers. LCDs are slowly being replaced by OLEDs, which can be easily made into different shapes, and have a lower response time, wider color gamut, virtually infinite color contrast and viewing angles, lower weight for a given display size and a slimmer profile (because OLEDs use a single glass or plastic panel whereas LCDs use two glass panels; the thickness of the panels increases with size but the increase is more noticeable on LCDs) and potentially lower power consumption (as the display is only "on" where needed and there is no backlight). OLEDs, however, are more expensive for a given display size due to the very expensive electroluminescent materials or phosphors that they use. Also due to the use of phosphors, OLEDs suffer from screen burn-in and there is currently no way to recycle OLED displays, whereas LCD panels can be recycled, although the technology required to recycle LCDs is not yet widespread. Attempts to maintain the competitiveness of LCDs are quantum dot displays, marketed as SUHD, QLED or Triluminos, which are displays with blue LED backlighting and a Quantum-dot enhancement film (QDEF) that converts part of the blue light into red and green, offering similar performance to an OLED display at a lower price, but the quantum dot layer that gives these displays their characteristics can not yet be recycled.
Since LCD screens do not use phosphors, they rarely suffer image burn-in when a static image is displayed on a screen for a long time, e.g., the table frame for an airline flight schedule on an indoor sign. LCDs are, however, susceptible to image persistence.battery-powered electronic equipment more efficiently than a CRT can be. By 2008, annual sales of televisions with LCD screens exceeded sales of CRT units worldwide, and the CRT became obsolete for most purposes.
Each pixel of an LCD typically consists of a layer of molecules aligned between two transparent electrodes, often made of Indium-Tin oxide (ITO) and two polarizing filters (parallel and perpendicular polarizers), the axes of transmission of which are (in most of the cases) perpendicular to each other. Without the liquid crystal between the polarizing filters, light passing through the first filter would be blocked by the second (crossed) polarizer. Before an electric field is applied, the orientation of the liquid-crystal molecules is determined by the alignment at the surfaces of electrodes. In a twisted nematic (TN) device, the surface alignment directions at the two electrodes are perpendicular to each other, and so the molecules arrange themselves in a helical structure, or twist. This induces the rotation of the polarization of the incident light, and the device appears gray. If the applied voltage is large enough, the liquid crystal molecules in the center of the layer are almost completely untwisted and the polarization of the incident light is not rotated as it passes through the liquid crystal layer. This light will then be mainly polarized perpendicular to the second filter, and thus be blocked and the pixel will appear black. By controlling the voltage applied across the liquid crystal layer in each pixel, light can be allowed to pass through in varying amounts thus constituting different levels of gray.
The chemical formula of the liquid crystals used in LCDs may vary. Formulas may be patented.Sharp Corporation. The patent that covered that specific mixture expired.
Most color LCD systems use the same technique, with color filters used to generate red, green, and blue subpixels. The LCD color filters are made with a photolithography process on large glass sheets that are later glued with other glass sheets containing a TFT array, spacers and liquid crystal, creating several color LCDs that are then cut from one another and laminated with polarizer sheets. Red, green, blue and black photoresists (resists) are used. All resists contain a finely ground powdered pigment, with particles being just 40 nanometers across. The black resist is the first to be applied; this will create a black grid (known in the industry as a black matrix) that will separate red, green and blue subpixels from one another, increasing contrast ratios and preventing light from leaking from one subpixel onto other surrounding subpixels.Super-twisted nematic LCD, where the variable twist between tighter-spaced plates causes a varying double refraction birefringence, thus changing the hue.
LCD in a Texas Instruments calculator with top polarizer removed from device and placed on top, such that the top and bottom polarizers are perpendicular. As a result, the colors are inverted.
The optical effect of a TN device in the voltage-on state is far less dependent on variations in the device thickness than that in the voltage-off state. Because of this, TN displays with low information content and no backlighting are usually operated between crossed polarizers such that they appear bright with no voltage (the eye is much more sensitive to variations in the dark state than the bright state). As most of 2010-era LCDs are used in television sets, monitors and smartphones, they have high-resolution matrix arrays of pixels to display arbitrary images using backlighting with a dark background. When no image is displayed, different arrangements are used. For this purpose, TN LCDs are operated between parallel polarizers, whereas IPS LCDs feature crossed polarizers. In many applications IPS LCDs have replaced TN LCDs, particularly in smartphones. Both the liquid crystal material and the alignment layer material contain ionic compounds. If an electric field of one particular polarity is applied for a long period of time, this ionic material is attracted to the surfaces and degrades the device performance. This is avoided either by applying an alternating current or by reversing the polarity of the electric field as the device is addressed (the response of the liquid crystal layer is identical, regardless of the polarity of the applied field).
Displays for a small number of individual digits or fixed symbols (as in digital watches and pocket calculators) can be implemented with independent electrodes for each segment.alphanumeric or variable graphics displays are usually implemented with pixels arranged as a matrix consisting of electrically connected rows on one side of the LC layer and columns on the other side, which makes it possible to address each pixel at the intersections. The general method of matrix addressing consists of sequentially addressing one side of the matrix, for example by selecting the rows one-by-one and applying the picture information on the other side at the columns row-by-row. For details on the various matrix addressing schemes see passive-matrix and active-matrix addressed LCDs.
LCDs, along with OLED displays, are manufactured in cleanrooms borrowing techniques from semiconductor manufacturing and using large sheets of glass whose size has increased over time. Several displays are manufactured at the same time, and then cut from the sheet of glass, also known as the mother glass or LCD glass substrate. The increase in size allows more displays or larger displays to be made, just like with increasing wafer sizes in semiconductor manufacturing. The glass sizes are as follows:
Until Gen 8, manufacturers would not agree on a single mother glass size and as a result, different manufacturers would use slightly different glass sizes for the same generation. Some manufacturers have adopted Gen 8.6 mother glass sheets which are only slightly larger than Gen 8.5, allowing for more 50 and 58 inch LCDs to be made per mother glass, specially 58 inch LCDs, in which case 6 can be produced on a Gen 8.6 mother glass vs only 3 on a Gen 8.5 mother glass, significantly reducing waste.AGC Inc., Corning Inc., and Nippon Electric Glass.
The origins and the complex history of liquid-crystal displays from the perspective of an insider during the early days were described by Joseph A. Castellano in Liquid Gold: The Story of Liquid Crystal Displays and the Creation of an Industry.IEEE History Center.Peter J. Wild, can be found at the Engineering and Technology History Wiki.
In 1888,Friedrich Reinitzer (1858–1927) discovered the liquid crystalline nature of cholesterol extracted from carrots (that is, two melting points and generation of colors) and published his findings at a meeting of the Vienna Chemical Society on May 3, 1888 (F. Reinitzer: Beiträge zur Kenntniss des Cholesterins, Monatshefte für Chemie (Wien) 9, 421–441 (1888)).Otto Lehmann published his work "Flüssige Kristalle" (Liquid Crystals). In 1911, Charles Mauguin first experimented with liquid crystals confined between plates in thin layers.
In 1922, Georges Friedel described the structure and properties of liquid crystals and classified them in three types (nematics, smectics and cholesterics). In 1927, Vsevolod Frederiks devised the electrically switched light valve, called the Fréedericksz transition, the essential effect of all LCD technology. In 1936, the Marconi Wireless Telegraph company patented the first practical application of the technology, "The Liquid Crystal Light Valve". In 1962, the first major English language publication Molecular Structure and Properties of Liquid Crystals was published by Dr. George W. Gray.RCA found that liquid crystals had some interesting electro-optic characteristics and he realized an electro-optical effect by generating stripe-patterns in a thin layer of liquid crystal material by the application of a voltage. This effect is based on an electro-hydrodynamic instability forming what are now called "Williams domains" inside the liquid crystal.
In 1964, George H. Heilmeier, then working at the RCA laboratories on the effect discovered by Williams achieved the switching of colors by field-induced realignment of dichroic dyes in a homeotropically oriented liquid crystal. Practical problems with this new electro-optical effect made Heilmeier continue to work on scattering effects in liquid crystals and finally the achievement of the first operational liquid-crystal display based on what he called the George H. Heilmeier was inducted in the National Inventors Hall of FameIEEE Milestone.
In the late 1960s, pioneering work on liquid crystals was undertaken by the UK"s Royal Radar Establishment at Malvern, England. The team at RRE supported ongoing work by George William Gray and his team at the University of Hull who ultimately discovered the cyanobiphenyl liquid crystals, which had correct stability and temperature properties for application in LCDs.
The idea of a TFT-based liquid-crystal display (LCD) was conceived by Bernard Lechner of RCA Laboratories in 1968.dynamic scattering mode (DSM) LCD that used standard discrete MOSFETs.
On December 4, 1970, the twisted nematic field effect (TN) in liquid crystals was filed for patent by Hoffmann-LaRoche in Switzerland, (Swiss patent No. 532 261) with Wolfgang Helfrich and Martin Schadt (then working for the Central Research Laboratories) listed as inventors.Brown, Boveri & Cie, its joint venture partner at that time, which produced TN displays for wristwatches and other applications during the 1970s for the international markets including the Japanese electronics industry, which soon produced the first digital quartz wristwatches with TN-LCDs and numerous other products. James Fergason, while working with Sardari Arora and Alfred Saupe at Kent State University Liquid Crystal Institute, filed an identical patent in the United States on April 22, 1971.ILIXCO (now LXD Incorporated), produced LCDs based on the TN-effect, which soon superseded the poor-quality DSM types due to improvements of lower operating voltages and lower power consumption. Tetsuro Hama and Izuhiko Nishimura of Seiko received a US patent dated February 1971, for an electronic wristwatch incorporating a TN-LCD.
In 1972, the concept of the active-matrix thin-film transistor (TFT) liquid-crystal display panel was prototyped in the United States by T. Peter Brody"s team at Westinghouse, in Pittsburgh, Pennsylvania.Westinghouse Research Laboratories demonstrated the first thin-film-transistor liquid-crystal display (TFT LCD).high-resolution and high-quality electronic visual display devices use TFT-based active matrix displays.active-matrix liquid-crystal display (AM LCD) in 1974, and then Brody coined the term "active matrix" in 1975.
In 1972 North American Rockwell Microelectronics Corp introduced the use of DSM LCDs for calculators for marketing by Lloyds Electronics Inc, though these required an internal light source for illumination.Sharp Corporation followed with DSM LCDs for pocket-sized calculators in 1973Seiko and its first 6-digit TN-LCD quartz wristwatch, and Casio"s "Casiotron". Color LCDs based on Guest-Host interaction were invented by a team at RCA in 1968.TFT LCDs similar to the prototypes developed by a Westinghouse team in 1972 were patented in 1976 by a team at Sharp consisting of Fumiaki Funada, Masataka Matsuura, and Tomio Wada,
In 1983, researchers at Brown, Boveri & Cie (BBC) Research Center, Switzerland, invented the passive matrix-addressed LCDs. H. Amstutz et al. were listed as inventors in the corresponding patent applications filed in Switzerland on July 7, 1983, and October 28, 1983. Patents were granted in Switzerland CH 665491, Europe EP 0131216,
The first color LCD televisions were developed as handheld televisions in Japan. In 1980, Hattori Seiko"s R&D group began development on color LCD pocket televisions.Seiko Epson released the first LCD television, the Epson TV Watch, a wristwatch equipped with a small active-matrix LCD television.dot matrix TN-LCD in 1983.Citizen Watch,TFT LCD.computer monitors and LCD televisions.3LCD projection technology in the 1980s, and licensed it for use in projectors in 1988.compact, full-color LCD projector.
In 1990, under different titles, inventors conceived electro optical effects as alternatives to twisted nematic field effect LCDs (TN- and STN- LCDs). One approach was to use interdigital electrodes on one glass substrate only to produce an electric field essentially parallel to the glass substrates.Germany by Guenter Baur et al. and patented in various countries.Hitachi work out various practical details of the IPS technology to interconnect the thin-film transistor array as a matrix and to avoid undesirable stray fields in between pixels.
Hitachi also improved the viewing angle dependence further by optimizing the shape of the electrodes (Super IPS). NEC and Hitachi become early manufacturers of active-matrix addressed LCDs based on the IPS technology. This is a milestone for implementing large-screen LCDs having acceptable visual performance for flat-panel computer monitors and television screens. In 1996, Samsung developed the optical patterning technique that enables multi-domain LCD. Multi-domain and In Plane Switching subsequently remain the dominant LCD designs through 2006.South Korea and Taiwan,
In 2007 the image quality of LCD televisions surpassed the image quality of cathode-ray-tube-based (CRT) TVs.LCD TVs were projected to account 50% of the 200 million TVs to be shipped globally in 2006, according to Displaybank.Toshiba announced 2560 × 1600 pixels on a 6.1-inch (155 mm) LCD panel, suitable for use in a tablet computer,transparent and flexible, but they cannot emit light without a backlight like OLED and microLED, which are other technologies that can also be made flexible and transparent.
In 2016, Panasonic developed IPS LCDs with a contrast ratio of 1,000,000:1, rivaling OLEDs. This technology was later put into mass production as dual layer, dual panel or LMCL (Light Modulating Cell Layer) LCDs. The technology uses 2 liquid crystal layers instead of one, and may be used along with a mini-LED backlight and quantum dot sheets.
Since LCDs produce no light of their own, they require external light to produce a visible image.backlight. Active-matrix LCDs are almost always backlit.Transflective LCDs combine the features of a backlit transmissive display and a reflective display.
CCFL: The LCD panel is lit either by two cold cathode fluorescent lamps placed at opposite edges of the display or an array of parallel CCFLs behind larger displays. A diffuser (made of PMMA acrylic plastic, also known as a wave or light guide/guiding plateinverter to convert whatever DC voltage the device uses (usually 5 or 12 V) to ≈1000 V needed to light a CCFL.
EL-WLED: The LCD panel is lit by a row of white LEDs placed at one or more edges of the screen. A light diffuser (light guide plate, LGP) is then used to spread the light evenly across the whole display, similarly to edge-lit CCFL LCD backlights. The diffuser is made out of either PMMA plastic or special glass, PMMA is used in most cases because it is rugged, while special glass is used when the thickness of the LCD is of primary concern, because it doesn"t expand as much when heated or exposed to moisture, which allows LCDs to be just 5mm thick. Quantum dots may be placed on top of the diffuser as a quantum dot enhancement film (QDEF, in which case they need a layer to be protected from heat and humidity) or on the color filter of the LCD, replacing the resists that are normally used.
WLED array: The LCD panel is lit by a full array of white LEDs placed behind a diffuser behind the panel. LCDs that use this implementation will usually have the ability to dim or completely turn off the LEDs in the dark areas of the image being displayed, effectively increasing the contrast ratio of the display. The precision with which this can be done will depend on the number of dimming zones of the display. The more dimming zones, the more precise the dimming, with less obvious blooming artifacts which are visible as dark grey patches surrounded by the unlit areas of the LCD. As of 2012, this design gets most of its use from upscale, larger-screen LCD televisions.
RGB-LED array: Similar to the WLED array, except the panel is lit by a full array of RGB LEDs. While displays lit with white LEDs usually have a poorer color gamut than CCFL lit displays, panels lit with RGB LEDs have very wide color gamuts. This implementation is most popular on professional graphics editing LCDs. As of 2012, LCDs in this category usually cost more than $1000. As of 2016 the cost of this category has drastically reduced and such LCD televisions obtained same price levels as the for



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey