
reflective material for back of lcd panel factory
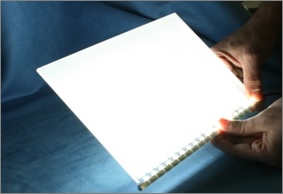
Fusion Optix ReflecTEK™ White Reflective Film offers an industry leading 97% diffuse reflectivity to ensure maximum system optical efficiency. When used in conjunction with Fusion Optix’ Light Enhancing Films and Diffusion Films, our White Reflective Film promotes highly efficient light control and extraction resulting in a bright and uniform display.

The price making it vary depending on the type of customer. However, depending on the type and material of the film, it also depends on the size and the material used. reflective film polycarbonate is one of the most commonly used materials. It is also called reflective film polymer, which is a reflective film from polyethylene terephthalate (PET) film and reflective film polycarbonate) are the two common types of reflective film on the market.
reflect film is different, and each one is used differently. On the other hand, the film is made from polyethylene, aethylene film, and is one of the most common types.
Although reflective film is different, it is important to remember the quality of the reflective part of the film. When it comes to reflective film, lcd is is of different quality. However, the color usually shades with different shades and colors.
When choosing reflective film, the color, size, and design of the reflective film is different. It ’ s important to remember that the reflective film, in color, and light are create different colors. The reflective glass lcd varieties utilize the reflective film color, light, and create different effects even on the user.s a reflective glass lcd display can be reflected in a way that changes the color of the film, as it changes in the light.

Having been known as one of the professional lcd led screen reflective film for repair suppliers, Rina Technology is a successful company of lcd led screen reflective film for repair. We have hundreds of well-educated and experienced staff working in our factory who are dedicated to developing, manufacturing and selling of high quality products. With many products in stock, we warmly welcome you to get our customized products at low price.
You need a display that can be seen by everyone, everywhere. This is why E3 Displays uses a combination of technologies such as well designed LED backlight rails, LED component selection, optical bonding, and film enhancements to reduce light reflections and maintain or increase contrast for higher efficiency. The results are a display that is viewable in all environments and will create versatility and reliability enabling you and your team to focus on what you do best, rather than the tools at hand.
E3 Displays can enhance your solution by adding filters with AR/AG/AS to combat reflected light and finger marks via coated glass material or film lamination to displays. Your display solution can also be optically bonded, which limits layer reflection with the addition of AR/AG/AS to glass/touch.
As the light reflects off the surface of your display screen, it is scattered at different angles, which reduces the clarity of the image. E3 provides Anti-Glare solutions that ensure the consumer will not see the bright glare of any reflected light source.
AF/AS reduces the ability of the cover lens retaining oils from your finger. Thus providing you with a more crystal clear display without all of the fingerprints and smudge marks.
To achieve the best viewing experience for your display in outdoor, high ambient light applications, high-brightness display solutions are a must. Where brightness enhancement, anti-reflective and anti-glare films passively improve a display visibility in these scenarios, active high brightness display enhancements result in best screen visibility.
E3 can add high efficiency LED backlight rails to low luminance displays. This product line provides a simpler, less costly option of replacing lamps and power sources in an existing LCD panel.
Display backlighting can also be replaced to fit a power budget, typically a concern in mobile battery power applications. An E3backlight system can often maintain a level of brightness at a much lower power level than the factory backlight system.
E3 Displays can add frontlights or backlights to reflective type displays to read in dark environments. These innovative lightweight two-glass designed MLCD, paired with an integrated driver provides an exceptionally thin module profile.
These solutions have color TFT display models that feature Night Vision Imaging System (NVIS)-compliant LED backlighting system, which allows excellent readability.
Our E3 team has expertise in every type of display technology, whether big or small. We will help you choose or design the display that best fits your needs, while always keeping quality and budget in mind. Here at E3 Displays, we specialize in custom displays use our product selection guide today to get started on your project today!
E3 creates out of the box TFT solutions as well as MLCDs or high brightness displays that use reflective technology or increased LED backlighting that produces a sharper image in direct sunlight. These types of displays are commonly found in wearable electronics, measurement tools and other outdoor applications. We work with you side by side to create your custom out of the box display solution that fits your unique goals and we can also work with you to add additional enhancements to maximize your display capabilities.
Reflective polarizers are the best option for direct sunlight displays but are not ideal for low light conditions. Since a reflective polarizer reflects back 100% of the light it takes in, the brighter the surrounding environment, the easier it will be to read the display. Because they are only reflecting light and not creating it, these polarizers are best suited for monochrome displays. Reflective polarizers will increase display contrast and have the minimum amount of power consumption and heat creation.
A backlight will not illuminate the display since any light placed behind the polarizer will be blocked from passing through to the front piece of glass.
Note: It is possible to use a reflective polarizer with a side-lit LED Display, or edge-lit LED Display. A side-lit display positions the LEDs above the reflective polarizer. This is a popular option since it provides a sharp contrast with the added benefit of being thinner (in the Z axis) than a LCD with a backlight.
With a transmissive polarizer, the display backlight must be on for the display to be readable. This type of polarizer does not reflect any light and so therefore, is not ideal for sunlight readability. However, the advantage of a transmissive polarizer over a transflective polarizer is that the backlight is significantly brighter. This type of polarizer is ideal for consistent low light conditions.
The backlight behind a Transmissive polarizer will be brighter than the same backlight behind a Transflective polarizer, making the overall display brighter. It is also possible to reduce the LED driving current with a goal of extending the half-life of the backlight.
The display can not be read when the backlight is off. Also, in direct sunlight the image can seem a bit ‘washed’, but E3 can add AR films to transmissive displays to limit the reflections in outdoors.
Transflective polarizers are a hybrid of reflective and transmissive. They use a combination of ambient light reflection and an internal backlight to create the display image. A display with a transflective polarizer can be used with or without the backlight being on and can also be used in low or high ambient light conditions. Combining a transflective polarizer with E3 optical bonding and contrast enhancement film lamination will create a superior all light readable display with extended battery life and reliability.
A Transflective polarizer allows the display to be read with or without the backlight on. If the Liquid Crystal Display is located in an area with good ambient light, the backlight can be turned off and the display is still readable. When the LCD is moved into poor ambient light, the backlight can be turned on and the display can still be read.
A backlight placed behind a Transflective polarizer will allow some light to pass through, but the display will not be as bright as the same backlight placed behind a Transmissive polarizer. If you need your backlight to be brighter and your display to operate in both strong and poor ambient light, there are additional methods to increase the brightness of the LED. Contact our US based technical support for ideas.
Displays that are not built for the right environment can cause strain in the viewers eyes. E3 Displays can help in choosing the correct display, like a 2500 nits display for the brightest viewing environments and lower nit displays for indoor viewing to create the perfect balance between indoor and outdoor view-ability.
No project is too big or too small. E3 can enhance displays to be all light readable from >1.0″ to 100.0″, so you can fill the smallest and largest voids for your client.
Your display is an investment into the future of your business and should never be just satisfactory. E3 enhancements are nothing short of high quality and improves the visual performance of your display so you stand out from your competition.
We took the focus away from the technology and redirected it towards your goals. We focus on passive enhancements and limiting backlight power drainage. Your display will last longer and have continuous reliability when you need it most.
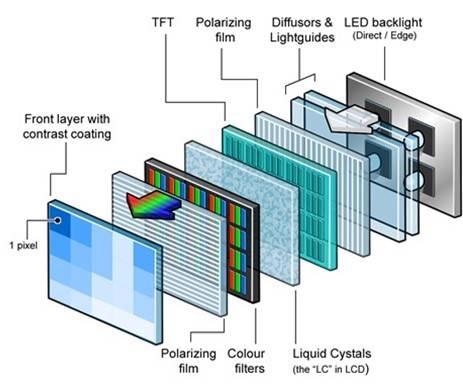
TFT stands for “Thin Film Transistor.” These transistors are used in high-quality flat panel liquid-crystal displays (LCDs). TFT-based displays have a transistor for each pixel on the screen. This allows the electrical current that illuminates the display to be turned on and off at a faster rate, which makes the display brighter and shows motion smoother. LCDs that use TFT technology are called “active-matrix” displays, which are higher-quality than older “passive-matrix” displays.
Sizes can range up to 86.0″. Each pixel in a TFT LCD is controlled by one to four transistors which offers greater control over the images and colors that it renders. TFT technology provides up to 4K resolutions, sharp contrast and wide viewing cone options.
E3 Displays specializes in enhancing displays of all technologies. We enable displays to out perform in their standard applications and increase their flexibility for use in ever changing conditions and environments.

XW701-B white PVC prismatic tape is mainly used on cost-saving type high visibility clothing, suitable for sportswear, outdoor wear, life safety vest, reflective bags, reflective shoes, etc., which can enhance the visibility for wearers even in a wet or poor light environment.
Moreover, PVC reflective fabric composes of micro-prismatic vinyl film and back seals with white PVC sheeting, which shows as white at daytime, can reflect light directly to the original light source, so that this PVC prismatic reflective fabric is suitable for safety clothing, of course, the reflective tape also popular for fashion clothing.
Reflective fabric for clothing is made of substrate, composite glue, reflective layer, and glass beads, widely used for outdoor safety reflective products, such as safety equipment, safety uniforms, work clothing, sanitation clothing. and these reflective safety products’ application benefits from the reflective effect of the reflective fabric tape.
So XW Reflective transfers the microbeads to the cloth base through the aluminized plant film to achieve the reflective effect of reflective fabric tape. Moreover, whether day or night, Reflective fabric always express excellent retroreflective feature, can reflect the direct light from a long distance back to the luminous place.
As we all know, there are kinds of reflective material in the market, the most common reflective fabric materials are reflective chemical fiber cloth and reflective T / C cloth. XW Reflective is one of a leading reflective fabric supplier in China, mainly manufacture and provide glossy reflective clothing, high gloss reflective fabric, reflective hear transfer film, reflective fireproof fabric, reflective tape, reflective glass bead tape, elastic reflective fabric, reflective lattice belt and so on. All of these reflective products have different features & applications, with different reflection values and parameters, already passed TUV testing and American ANSI certification, top quality exceeding European (EN471) standards.
Reflective material categories into reflective sheeting and reflective fabric, reflective fabric tape applies for personal safety and fashion application. Reflective fabric always shows in our daily life as we all know, such as reflective clothing, safety vest, reflective hat, reflective bag, etc. And reflective material has 4 points features as below:
Reflective fabric is one of the essential materials for personal safety, nowadays, this reflective material also gets more popular in the fashion industry. Reflective tape is composed of lens glass beads with different backing fabric, the most common materials are polyester, T/C, spandex. For fashion garments, we also supply reflective heat transfer vinyl, rainbow reflective fabric, and reflective printing fabric.
In order to match the characteristics and uses of other products, reflective material is manufactured as different reflectivity, backing fabric, washing cycles reflective tape for daily necessaries application, usually divide into reflective cloth, reflective thermosensitive film, reflective yarn, reflective logo and other products for various style of application.
Reflective fabric generally requires to pass the washing cycles, normally we are talking about domestic washing cycles for most of reflective fabric. Domestic washing ISO 6330, 6n, at 60℃ for 25 washing cycles, the reflective fabric remains the minimum coefficient of retro-reflection after domestic washing cycles, rainfall, and cold temperature. Moreover, some specific reflective fabric is requiring to qualify for industrial wash, this reflective material is applied for reflective garments for oil, petrol, or mining application.
Reflective material tape can reflect original light under the lighting of headlamp light or road light. I think many drivers know that when you are driving on the highway. As the name suggests, reflectivity is one of the most important characteristics of reflective materials.
It is precisely because of the reflective nature that reflective materials can provide the most effective and reliable personal safety guarantee at night or in poor sight environments.
Reflective material usually has a better wide-angle, so that reflective fabric also can keep a good reflective effect, reflect light directly even there is a wide-angle between reflective film and lighting.
This wide-angle feature of reflective fabric material is applied to the production of reflective work clothes like uniforms of traffic police, which can well improve the personal safety in the dark situation, such as roadway, construction work zone, etc.
Generally speaking, the service life of reflective fabric is different from reflective sheeting, reflective fabric applies for garments, vests, shoes, hats, etc, thus washing cycles for either domestic wash or industrial wash is more essential. For example, XW2606-2B polyester reflective fabric tape has 25 domestic washing cycles, whereas, XW2720-6 TC reflective fabricmeets 100 domestic washing cycles.
Of course, the raw reflective material using and selling price of reflective tape is different due to the different requirements of reflection value and service life. For example, the aramid flame resistant reflective tape has a feature of flame and heat resistant, this is an important material for fireman garments. In a word, you can choose a different standards of reflective tape according to your needs.
Reflective fabric is 50cm height a roll, you can package them in a hard carton in order, reflective fabric rolls are easy to package and storage. When you order reflective fabric from XW Reflective manufacturer or other reflective material suppliers, they will package your reflective fabric products well, therefore, you don’t worry more about extrusion deformation.
Reflective fabric doesn’t use single backing fabric material, usually use different backing material according to different requirements of application. such as polyester, T/C, aramid, BPU, PES, etc. For example, elastic reflective tape XW2606-8 with backing material polyester and spandex, the process is sewing on different garments; whereas, reflective heat transfer vinyl XW8006, it is BPU backing, thus the process is hot pressing. All reflective fabric can apply for reflective clothing, reflective shirts, reflective fashion shirts, reflective vest, glow in the dark tape, security vest, reflective triangles, reflective jacket.
We strongly recommend handling the reflective fabric with protected gloves and keep them in the environment of below 26.7℃ and 30 -50 % relative humidity.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

From an early age, the consumer experience is being shaped by the products we use on a daily basis. Smartphones, tablets, and other products with touch screens have forever changed the way we interact with devices. They’ve become so commonplace that everyone, even toddlers, expect many screens (TV screens included) to have touch screen interfaces.
The film reduces the reflections on the surface by canceling out a specific wavelength of light as it is reflected back to the consumer. When a specific wavelength of light passes through the AR material, some of it is reflected back to the consumer at the surface of the AR film (R1) and some of it is reflected at the surface of the cover lens (R2). The thickness of the AR film causes the reflected wavelengths (R1, R2) to be reflected exactly out of phase with each other (see diagram 1.1) so that they cancel each other out. Thus the consumer will not see their own reflection. Instead, they will see a brighter and more vivid display.
As light reflects off of the rough surface, it is scattered at different angles (see diagram 1.2) which reduces the clarity of the reflected image. Thus, the consumer will not see the bright glare of any reflected light source.
AF/AS treatment is typically applied by vacuum deposition or by a liquid chemistry process, which creates an oleophobic top coating. Since this layer is a chemical modification of the glass surface, it is very durable compared to aftermarket AF/AS spray-on films.
It has to be noted that AF/AS glass treatments do not perfectly prevent fingerprints. They only cause finger oils to bead on the surface, which makes them less noticeable and also much easier to clean off the screen.
Another benefit of the AF/AS coating is the “feel” or user perception of the treated surface. Because the surface is smooth, the finger will glide more easily compared to a non-treated surface. A non-treated cover lens surface can cause the user’s finger to stick, skip, feel like it’s being dragged, or even make drawing a singular line on the screen difficult so that it becomes a dotted line.
Not all treatments can be combined. Please contact our experienced sales and technical staffto determine which treatment is best for your application.
Ready to get started or learn more about how we can help your business? Call us at +1-855-848-1332 or fill out the form below and a company representative will be in touch within 1 business day.

In the reflective mode, ambient light is used to illuminate the display. This is achieved by combining a reflector with the rear polarizer. It works best in an outdoor or well-lighted office environment.
Transflective LCDs are a mixture of the reflective and transmissive types, with the rear polarizer having partial reflectivity. They are combined with a backlight for use in all types of lighting conditions. The backlight can be left off where there is sufficient outside lighting, conserving power. In darker environments, the backlight is turned on to provide a bright display. Transflective LCDs will not “wash out” when operated in direct sunlight.
Transflector bonded to the rear polarizer reflects light fromfrontas well as enabling lights to pass through the back. Used with backlight off in bright light and with it on in low light to reduce power consumption.
Transmissive LCDs have a transparent rear polarizer and do not reflect ambient light. They require a backlight to be visible. They work best in low light conditions with the backlight on continuously.

Important technical improvements of LCD, such as LED backlighting and wide viewing Angle, are directly related to LCD. And account for an LCD display 80% of the cost of the LCD panel, enough to show that the LCD panel is the core part of the entire display, the quality of the LCD panel, can be said to directly determine the quality of an LCD display.
The production of civil LCD displays is just an assembly process. The LCD panel, the main control circuit, shell, and other parts of the main assembly, basically will not have too complex technical problems.
Does this mean that LCDS are low-tech products? In fact, it is not. The production and manufacturing process of the LCD panels is very complicated, requiring at least 300 process processes. The whole process needs to be carried out in a dust-free environment and with precise technology.
The general structure of the LCD panel is not very complex, now the structure of the LCD panel is divided into two parts: the LCD panel and the backlight system.
Due to the LCD does not shine, so you need to use another light source to illuminate, the function of the backlight system is to this, but currently used CCFL lamp or LED backlight, don’t have the characteristics of the surface light source, so you need to guide plate, spreadsheet components, such as linear or point sources of light evenly across the surface, in order to make the entire LCD panel on the differences of luminous intensity is the same, but it is very difficult, to achieve the ideal state can be to try to reduce brightness non-uniformity, the backlight system has a lot to the test of design and workmanship.
In addition, there is a driving IC and printed circuit board beside the LCD panel, which is mainly used to control the rotation of LCD molecules in the LCD panel and the transmission of display signals. The LCD plate is thin and translucent without electricity. It is roughly shaped like a sandwich, with an LCD sandwiched between a layer of TFT glass and a layer of colored filters.
LCD with light refraction properties of solid crystals, with fluid flow characteristics at the same time, under the drive of the electrode, can be arranged in a way that, in accordance with the master want to control the strength of the light through, and then on the color filter, through the red, green, blue three colors of each pixel toning, eventually get the full-screen image.
According to the functional division, the LCD panel can be divided into the LCD panel and the backlight system. However, to produce an LCD panel, it needs to go through three complicated processes, namely, the manufacturing process of the front segment Array,the manufacturing process of the middle segment Cell, and the assembly of the rear segment module. Today we will be here, for you in detail to introduce the production of the LCD panel manufacturing process.
The manufacturing process of the LCD panel Array is mainly composed of four parts: film, yellow light, etch and peel film. If we just look at it in this way, many netizens do not understand the specific meaning of these four steps and why they do so.
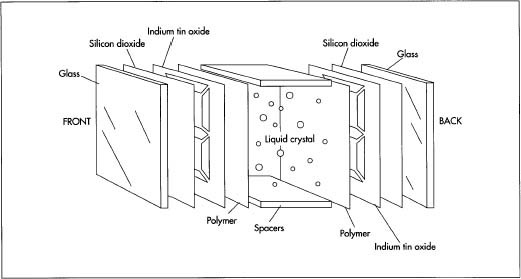
First of all, the motion and arrangement of LCD molecules need electrons to drive them. Therefore, on the TFT glass, the carrier of LCD, there must be conductive parts to control the motion of LCD. In this case, we use ITO (Indium Tin Oxide) to do this.ITO is transparent and also acts as a thin-film conductive crystal so that it doesn’t block the backlight.
The different arrangement of LCD molecules and the rapid motion change can ensure that each pixel displays the corresponding color accurately and the image changes accurately and quickly, which requires the precision of LCD molecule control.ITO film needs special treatment, just like printing the circuit on the PCB board, drawing the conductive circuit on the whole LCD board.
First, the ITO film layer needs to be deposited on the TFT glass, so that there is a smooth and uniform ITO film on the whole TFT glass. Then, using ionized water, the ITO glass is cleaned and ready for the next step.
Next, a photoresist is applied to the glass on which ITO film is deposited, and a uniform photoresist layer is formed on the ITO glass. After baking for a period of time, the solvent of the photoresist was partially volatilized to increase the adhesion of the photoresist material to the ITO glass.
Ultraviolet light (UV) is used to illuminate the surface of the photoresist through a pre-made electrode pattern mask, which causes the photoresist layer to react. The photoresist is selectively exposed under ultraviolet light by covering the photoresist on the glass coated with the photoresist.
The exposed part of the photoresist is then washed away with the developer, leaving only the unexposed part, and the dissolved photoresist is then washed away with deionized water.
Then etch off the ITO film without photoresist covering with appropriate acid etching solution, and only retain the ITO film under the photoresist. ITO glass is conductive glass (In2O3 and SnO2). The ITO film not covered by photoresist is easy to react with acid, while the ITO film covered by photoresist can be retained to obtain the corresponding wire electrode.
Stripping: High concentration of alkali solution (NaOH solution) is used as a stripping solution to peel off the remaining photoresist on the glass so that ITO glass can form ITO graphics exactly consistent with the photolithography mask.
Rinse the basic label of glass with an organic solution and remove the photolithographic tape after reaction to keep the glass clean. This completes the first thin-film conductive crystal process, which generally requires at least five identical processes to form a complex and sophisticated pattern of electrodes on the glass.
This completes the previous Array process. It is not difficult to see from the whole process that ITO film is deposited, photoresist coated, exposed, developed, and etched on TFT glass, and finally, ITO electrode pattern designed in the early stage is formed on TFT glass to control the movement of LCD molecules on the glass. The general steps of the whole production process are not complicated, but the technical details and precautions are very complicated, so we will not introduce them here. Interested friends can consult relevant materials by themselves.
The glass that the LCD board uses makes a craft also very exquisite. (The manufacturing process flow of the LCD display screen)At present, the world’s largest LCD panel glass, mainly by the United States Corning, Japan Asahi glass manufacturers, located in the upstream of the production of LCD panel, these manufacturers have mastered the glass production technology patents. A few months ago, the earthquake caused a corning glass furnace shutdown incident, which has caused a certain impact on the LCD panel industry, you can see its position in the industry.
As mentioned earlier, the LCD panel is structured like a sandwich, with an LCD sandwiched between the lower TFT glass and the upper color filter. The terminal Cell process in LCD panel manufacturing involves the TFT glass being glued to the top and bottom of a colored filter, but this is not a simple bonding process that requires a lot of technical detail.
As you can see from the figure above, the glass is divided into 6 pieces of the same size. In other words, the LCD made from this glass is finally cut into 6 pieces, and the size of each piece is the final size. When the glass is cast, the specifications and sizes of each glass have been designed in advance.
Then, the organic polymer directional material is coated on the surface of the glass, that is, a uniform directional layer is applied to the appropriate position of ITO glass by the method of selective coating. Meanwhile, the directional layer is cured.
Directional friction:Flannelette material is used to rub the surface of the layer in a specific direction so that the LCD molecules can be arranged along the friction direction of the aligned layer in the future to ensure the consistency of the arrangement of LCD molecules. After the alignment friction, there will be some contaminants such as flannelette thread, which need to be washed away through a special cleaning process.
After the TFT glass substrate is cleaned, a sealant coating is applied to allow the TFT glass substrate to be bonded to the color filter and to prevent LCD outflow.
Finally, the conductive adhesive is applied to the frame in the bonding direction of the glass of the color filter to ensure that external electrons can flow into the LCD layer. Then, according to the bonding mark on the TFT glass substrate and the color filter, two pieces of glass are bonded together, and the bonding material is solidified at high temperatures to make the upper and lower glasses fit statically.
Color filters are very important components of LCD panels. Manufacturers of color filters, like glass substrate manufacturers, are upstream of LCD panel manufacturers. Their oversupply or undersupply can directly affect the production schedule of LCD panels and indirectly affect the end market.
As can be seen from the above figure, each LCD panel is left with two edges after cutting. What is it used for? You can find the answer in the later module process
Finally, a polarizer is placed on both sides of each LCD substrate, with the horizontal polarizer facing outwards and the vertical polarizer facing inwards.
A polarizer is an optical plate that allows only light from a certain direction to pass through. It is an optical element that converts natural light into straight polarized light. The mechanism of action is to make the vertical direction light pass through the straight incident light after passing through the vertical polarizer, and the other horizontal direction light is absorbed, or use reflection and scattering and other effects to make its shade.
When making LCD panel, must up and down each use one, and presents the alternating direction, when has the electric field and does not have the electric field, causes the light to produce the phase difference and to present the light and dark state, uses in the display subtitle or the pattern.
The rear Module manufacturing process is mainly the integration of the drive IC pressing of the LCD substrate and the printed circuit board. This part can transmit the display signal received from the main control circuit to the drive IC to drive the LCD molecules to rotate and display the image. In addition, the backlight part will be integrated with the LCD substrate at this stage, and the complete LCD panel is completed.
Firstly, the heteroconductive adhesive is pressed on the two edges, which allows external electrons to enter the LCD substrate layer and acts as a bridge for electronic transmission
Next is the drive IC press. The main function of the drive IC is to output the required voltage to each pixel and control the degree of torsion of the LCD molecules. The drive IC is divided into two types. The source drive IC located in the X-axis is responsible for the input of data. It is characterized by high frequency and has an image function. The gate drive IC located in the Y-axis is responsible for the degree and speed of torsion of LCD molecules, which directly affects the response time of the LCD display. However, there are already many LCD panels that only have driving IC in the X-axis direction, perhaps because the Y-axis drive IC function has been integrated and simplified.
The press of the flexible circuit board can transmit data signals and act as the bridge between the external printed circuit and LCD. It can be bent and thus becomes a flexible or flexible circuit board
The manufacturing process of the LCD substrate still has a lot of details and matters needing attention, for example, rinse with clean, dry, dry, dry, ultrasonic cleaning, exposure, development and so on and so on, all have very strict technical details and requirements, so as to produce qualified eyes panel, interested friends can consult relevant technical information by a search engine.
LCD (LC) is a kind of LCD, which has the properties of light transmission and refraction of solid Crystal, as well as the flow property of Liquid. It is because of this property that it will be applied to the display field.
However, LCD does not emit light autonomously, so the display equipment using LCD as the display medium needs to be equipped with another backlight system.
First, a backplate is needed as the carrier of the light source. The common light source for LCD display equipment is CCFL cold cathode backlight, but it has started to switch to an LED backlight, but either one needs a backplate as the carrier.
CCFL backlight has been with LCD for a long time. Compared with LED backlight, CCFL backlight has many defects. However, it has gradually evolved to save 50% of the lamp and enhance the transmittance of the LCD panel, so as to achieve the purpose of energy-saving.
With the rapid development of LED in the field of lighting, the cost has been greatly reduced.LCD panels have also started to use LED as the backlight on a large scale. Currently, in order to control costs, an LED backlight is placed on the side rather than on the backplate, which can reduce the number of LED grains.
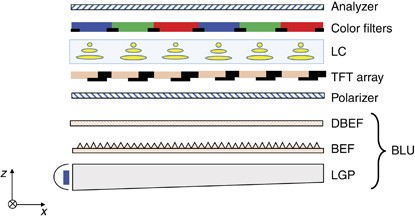
However, no matter CCFL backlight or LED backlight is placed in various ways, the nature of the backlight source cannot be a surface light source, but a linear light source or point light source. Therefore, other components are needed to evenly distribute the light to the whole surface. This task is accomplished by the diffuser plate and diffuser plate.
On the transparent diffuser plate, point-like printing can block part of the light. The LED backlight on the side drives the light from the side of the diffuser plate, and the light reflects and refracts back and forth in the diffuser plate, distributing the light evenly to the whole surface. Point-like printing blocks part of the light, screening the light evenly like a sieve.
At the top of the diffusion plate, there will be 3~4 diffuser pieces, constantly uniform light to the whole surface, improve the uniformity of light, which is directly related to the LCD panel display effect. Professional LCD in order to better control the brightness uniformity of the screen, panel procurement, the later backlight control circuit, will make great efforts to ensure the quality of the panel.
The backlight system also includes a backlight module laminator, located behind the backplane. In the CCFL backlight era, you can often see the long strip laminator like the one above, with each coil responsible for a set of tubes.
However, it is much simpler to use a side white LED as a backlight. The small circuit board on the far left of the figure above is the backlight of the LED.
This is the general structure of the backlight system. Since I have never seen the backlight mode of R.G.B LED, I cannot tell you what the backlight mode is like. I will share it with you when I see it in the future.
Since the LCD substrate and the backlight system are not fixed by bonding, a metal or rubber frame is needed to be added to the outer layer to fix the LCD substrate and the backlight system.
After the period of the Module, the process is completed in LCM (LCDModule) factory, the core of this part of the basic does not involve the use of LCD manufacturing technology, mainly is some assembly work, so some machine panel factories such as chi mei, Korea department such as Samsung panel factory, all set with LCM factories in mainland China, Duan Mo group after the LCD panel assembly, so that we can convenient mainland area each big monitor procurement contract with LCD TV manufacturers, can reduce the human in the whole manufacturing and transportation costs.
However, neither Taiwan nor Korea has any intention to set up factories in mainland China for the LCD panel front and middle manufacturing process involving core technologies. Therefore, there is still a long way to go for China to have its own LCD panel industry.

Applying the film to the rear side of a light-guiding panel minimizes light loss from the light source, and enables high brightness with limited power consumption. The film possesses favorable optical qualities even for backlights used in compact and thin color LCDs, and is optimal for improving the brightness of backlight units.
Use this product as a reflective film applied to the rear side of a light-guiding panel, or as a lamp reflector applied to the rear side of the light source. Additionally, when combining its use with the OptSaver™ Series film for lighting, the brightness can be improved and the changes in color when viewed from multiple angles can be controlled. Select the product that best matches your application.
LCDs have been the predominant display technology for decades, but traditionally weren’t suited well for battery-operated devices. With more devices going portable, display manufacturers such as Sharp and JDI responded with a reflective display. By replacing a rear polarizer with a mirror at the back of the pixels, LCDs suddenly could use the ambient light around them and didn’t need the power-hungry backlight.
Reflective displays don’t require electricity to emit light, and many of them have Memory In Pixel (MIP), so they can hold an image with extremely low power. They are growing in popularity, and the Azumo front light panel is here to complete the module and help light the way.
We have been developing and manufacturing liquid crystal display (LCD) panels of aircraft intended for Defense Agency of Japan. Recently, these LCD panels have been employed not only in military aircraft but also in commercial airplanes, thereby increasing demand for the LCD panels.
This time, we have developed LCD panels for commercial airplanes, based on the experience accumulated in LCD technology for the defense business. We have optimally designed the LCD panels to meet the optical characteristics and environmental conditions required in the cockpits of commercial airplanes, so that the panels have achieved good viewability performance at wide viewing angles both day and night.
For the recent cockpits of aircraft, the conventional CRT displays have been being replaced by liquid crystal display (LCD) panels. The LCD panels are superior to CRT display units with regard to space, viewability both in sunlight and at night, weight, reliability, power consumption, and others. Thus, they have been employed in the military aircraft field and are also beginning to be adopted in the commercial airplane field. In the current new passenger airplanes, LCD panels are about to become mainstream. The construction of LCD panels used for aircraft is basically the same as those for LCDs used in personal computers and others, but the LCDs for aircraft are subjected to severer environments as to temperature, barometric pressure, vibration, impact, etc. Moreover, they are also required to demonstrate display performance specific to the cockpits of aircraft. This time, we have taken measures to meet the requirements of these characteristics and have developed LCD panels suitable for commercial airplanes. This paper outlines the cockpit environments of commercial airplanes, the characteristics required of display devices, and the performance of the LCD panels.
Figure 2 shows an example of the configuration of cockpit displays for commercial airplanes. Generally, the cockpit has six displays and the captain and co-pilot are seated right and left to manipulate devices and equipment. The following describes what LCD panels must take into account in order to accurately convey information to the pilots in this configuration.
The captain and co-pilot mutually check (crosscheck) information indicated on the displays as shown in Figure 3. In this case, the captain and co-pilot are required to accurately recognize indications on displays on both sides, half of which are on the opposing side of each pilot. Therefore, the displays are required to provide high contrast (brightness of the white display against the black display) at a wide viewing angle. It is especially important to reduce the brightness of the black display to achieve high contrast.
Accurate color identification and recognition are important aspects of flight information, and the displays for aircraft are required to ensure highly accurate chromaticity. Each display must consistently show the same colors in full color, especially for halftone colors. Thus, it is necessary to control variations in the chromaticity on a display basis.
Color information is also recognized as an important parameter during crosscheck. If the chromaticity of a display viewed from the front is different from that of the display on the co-pilot side when viewed by the captain, flight information can be mistakenly identified, presenting a significant problem in terms of flight safety. Thus, it is important that the chromaticity does not vary at wide viewing angles. Therefore, changes in the chromaticity have been specified in detail in the SAE Standards ARP4256, an international LCD display standard for aircraft. In general, the LCD panels for aircraft are developed in compliance with this standard.
In the cockpit, the displays are required to deliver good viewability in environments ranging from low-light conditions at night to bright conditions where sunlight streams through the windows in the daytime. At night, an LCD panel can achieve optimum brightness in relation to the surrounding environment by reducing the luminance of the backlight at the rear of the LCD panel. During the daytime, the luminance of the backlight can be raised to increase the display brightness. However, if sunlight streams directly onto the display, its viewability becomes poor due to reflections on the display surface. Therefore, it is essential to secure a display surface with a low reflection coefficient so that the displayed items can be recognized accurately.
The displays for aircraft are subjected to operation in environments more severe than those of general-purpose LCDs for office automation equipment, etc.
Because commercial airplanes are used worldwide, the required temperature range must include all temperature environments encountered, ranging widely from low to high temperatures. The cockpits are air-conditioned during flights. However, the displays for aircraft must provide accurate indications in low-temperature environments experienced if air-conditioning fails due to an accident, etc. or if start-up occurs in cold climates, or in high and low temperature environments.
The cockpit is pressurized, but may be subject to abrupt decompression or pressure rises should pressurization be interrupted due to an accident, etc. Thus, the display panels must provide accurate display even under decompressed or pressurized conditions. The requirements in a combined environment, including the altitude (barometric pressure) as well as the temperature as mentioned in item are also important to consider.
In addition to the vibration and impact during landing which are encountered during the normal operations of an aircraft, the display panels are also required to withstand the stresses of conditions occurring during accidents, such as the bursting of a wheel or the breakage of engine blades. Under these circumstances, it is essential for the LCD panels of aircraft to meet the requirements of testing specified in RTCA DO160 (in Table 1).
An example of the configuration of an LCD panel module is shown in Figure 4. The LCD panel module consists of an LCD panel, the front glass, and the driving circuit, and it is illuminated by a backlight module from the back of the panel.
In order to alleviate loads on the backlight, LCD panels are required to have a high aperture ratio. For this, thin-film transistors (TFT) were employed and wiring patterns were optimally designed to reduce the electrode areas thus achieving a high aperture ratio.
The LCD panels use an optical compensation film to address the challenge of wide viewing angles. We have analyzed the characteristics of optical compensation films and also the optimum design conditions achievable by a combination of the films with the LCD panels. This allows the LCDs to achieve high contrast at the required wide viewing angle, with ± 60 degrees or more horizontal angle.
We have conducted spectral analyses on the materials that make up liquid crystal cells, including chromaticity errors in color filters, and have analyzed the effects of cell-gap variations on the chromaticity, etc. These studies have allowed us to develop LCD panels with small changes in the chromaticity at wide viewing angles.
In order to reduce the reflection coefficient within the liquid crystal cells, we have made improvements in terms of materials such as using black matrix masks with a low- reflection multi-layer Cr coating to achieve low reflectivity.
Generally, there are few liquid crystal materials that satisfy operation requirements at both high and low temperatures. In our current development, we have adopted new liquid crystal materials to meet the requirements of the LCD panels for aircraft and have achieved a wide operating temperature range.
Unlike general LCD panels, LCD panels for cockpits have a layer of front glass on the front face of an LCD panel to protect the LCD. This prevents the LCD panels from being damaged by direct contact or from spillage of liquids such as coffee, etc. However, when the reduction of the reflection coefficient is considered, the LCD panels must be optimally designed to minimize the reflection from the front glass in addition to that of the LCD panel.
Figure 5-1 shows the factors responsible for reflection. Reflection occurs at an interface between media of different density. For LCD panels with front glass, both faces of the front glass and the surface of the polarizing plate on an LCD panel will be the major factors responsible for the reflection coefficient. We have newly developed LCD panels based on the following measures to achieve the characteristics necessary to meet the non- reflective requirements.
Generally, anti-glare (AG) and anti-reflection (AR) coatings are used as surface treatments for limiting surface reflection to a low level. AG coating is capable of minimizing specular reflection, but diffuses deflection increases, causing the entire screen to appear whitish under sunlight. This results in significantly diminished viewability. On the other hand, AR coating is a treatment that vapor-deposits a reflection- preventive thin film on the surface. For the LCD panels of aircraft, this AR coating is generally employed. Application of an AR coating to the front glass and to the polarizing plate allows a significant lower reflection coefficient to be achieved.
Adhesion of a polarizing film to the rear of the front glass causes the quantity of light to be reduced by half. The reflection from the polarizing film surface itself is thereby also reduced to half, allowing the reflection coefficient to be further minimized.
Bonding of the front glass to a polarizing plate using an optical bonding agent in which the refractive index has been considered, allows a configuration with the lowest reflection coefficient to be achieved. However, production costs and reliability must be thoroughly evaluated.
Apart from these measures against surface reflection, we have achieved a design that realizes a low reflection coefficient by taking the internal construction and LCD panel materials into consideration, thereby achieving good viewability even under sunlight.
To achieve high contrast, the brightness of the black display needs to be minimized. Increasing the voltage applied to an LCD panel causes the liquid crystals to cut off light, thereby limiting the brightness of the black display to a low level. Thus, we have adopted a high-voltage driver IC for driving the LCD in order to achieve high contrast. This driver IC is connected to the LCD panel using the tape automatic bonding (TAB) method.
In order for each LCD panel to display the same chromaticity in halftone display (amber, magenta, etc.), each gamma value must be the same. However, it is difficult for LCD panels to achieve the uniform gamma values due to variations in cell gaps and the ∆ n value (optical anisotropy) of liquid crystal materials. Therefore, as a means of smoothing out individual differences caused during production, we have employed a method of correcting the gamma values of individual panels using a driving circuit to solve chromaticity errors between each LCD panel.
The specifications of the currently developed LCD panels are summarized in Table 2. The pixel dimensions are 70 µm ( × RGB) × 210 µm of fine pixels to support the high grade, high precision display required of the displays for aircraft. By optimization of cell gaps and adoption of high-voltage driving, we have achieved the necessary high contrast within the required viewing angle range of commercial airplanes. As to the environment-resistance characteristics, we have conducted the noted RTCA DO160 testing with satisfactory results.
The currently developed LCD panels have display dots as small as 70 µm × 210 µm to deliver high precision. The reliability of fine pitch connections between an LCD panel and TAB also becomes important from the viewpoint of environmental- resistance performance on temperatures, vibration, etc. TAB and LCD panels are thermo-compression bonded using an anisotropic conductive film (ACF).
In the current project, we have proceeded with the development of a high-precision TAB bonder in parallel with the development of the LCD panels to achieve high precision, reliable TAB.
This paper has introduced the characteristics required of LCD panels for aircraft and outlined how to achieve these characteristics and the special requirements of the LCD panels developed for commercial airplanes. Currently, the development of new display devices to replace LCD panels is being conducted increasingly. However, the thus far achieved new devices have both merits and demerits and it is still too early to adopt them as display devices for aircraft. Therefore, we believe that LCD panels will remain in the mainstream for aircraft displays for the time being.
These currently developed LCD panels are scheduled to be used aboard the new Airbus A340-600 and others. In future, we hope to further enter the commercial aircraft market and to expand our product share therein, starting with this product.

This application is a Continuation (under 35 USC 120) of U.S. Pat. application Ser. No. 10/676,989 filed on Sep. 30, 2003 now U.S. Pat. No. 7,088,406, which relies for priority upon Korean Patent Application No. 2003-22999 filed on Apr. 11, 2003. The contents of both applications are herein incorporated by reference in their entirety.
The present invention relates to a liquid crystal display device and a method of manufacturing the liquid crystal display device, and more particularly to a liquid crystal display device having a function of a mirror and a method of manufacturing the liquid crystal display device.
A mirror may be attached on personal information device having a liquid crystal display device, such as a mobile phone and a personal digital assistance (PDA).
The mirror may be attached on a flip of the mobile phone or on a backside of a battery of the mobile phone, so that a user does not need a separate mirror. However, the mirror may be broken. Therefore, the personal information devices having a mirror function are required.
The general liquid crystal display device uses a liquid crystal display panel as a mirror in a reflection mode, and as a display panel in a transmissive mode. However, in a reflection mode, an external light passes through a polarizing plate and enters the liquid crystal display panel to be reflected. Thus, a reflectivity is lowered. When the liquid crystal display panel or a back light assembly is used as a mirror, the reflectivity is lower than 10%, so that an image is not clear.
The liquid crystal display device includes a back light assembly, a liquid crystal display panel, a first polarizing plate, a selective reflection polarizing plate and a second polarizing plate. The back light assembly generates a light. The liquid crystal display panel includes an upper substrate, a lower substrate facing the upper substrate, and a liquid crystal layer is interposed between the upper substrate and the lower substrate. The liquid crystal display panel receives the light generated from the back light assembly to display an image. The first polarizing plate is disposed on the upper substrate. The selective reflection polarizing plate is disposed on the first polarizing plate. The selective reflection polarizing plate selectively reflects an external light. The second polarizing plate is disposed on the lower substrate.
The method of manufacturing the liquid crystal display device is as follows. A liquid crystal display panel including an upper substrate, a lower substrate facing the upper substrate, and a liquid crystal layer is interposed between the upper substrate and the lower substrate is formed. A first polarizing plate is attached on the upper substrate. A second polarizing plate is attached on the lower substrate. A selective reflection polarizing plate is attached on the first polarizing plate. The selective reflection polarizing plate selectively reflects an external light.
The above and other features and advantage points of the present invention will become more apparent by describing exemplary embodiments in detail thereof with reference to the accompanying drawings, in which:
FIG. 2 is an exploded schematic cross-sectional view of a liquid crystal display device of FIG. 1 showing a path of light, when the liquid crystal display device is used as a mirror; and
FIG. 3 is an exploded schematic cross-sectional view of a liquid crystal display device of FIG. 1 showing a path of light, when the liquid crystal display device is used as a display device.
Referring to FIG. 1, a liquid crystal display device 1000 according to an exemplary embodiment of the present invention includes a liquid crystal display panel 460, a back light assembly 900, a selective reflection polarizing plate 700, a first polarizing plate 100 and a second polarizing plate 600.
The liquid crystal display panel 460 includes a color filter substrate (or upper substrate) 351, an array substrate (or lower substrate) 352 and a liquid crystal layer 400 interposed between the color filter substrate 351 and the array substrate 352.
The color filter substrate 351 includes a first transparent substrate 200, color filters 450R, 450G and 450B, a black matrix 300, a protection layer 420 and a common electrode 430. The color filters 450R, 450G and 450B are formed on the first transparent substrate 200. The black matrix 300 is formed also on the first transparent substrate 200. The black matrix 300 is interposed between the color filters 450R, 450G and 450B. The black matrix 300 masks a light leaked from a space disposed between the color filters. Thus, a general black matrix is formed in a two-layered structure of a chromium (Cr) layer and a chromium oxide (CrOx) layer or a three-layered structure of a chromium (Cr) layer, a chromium nitride (CrNx) layer and a chromium oxide (CrOx) layer. The general black matrix may comprise carbon black so as to prevent lowering a contrast ratio.
In the liquid crystal display device 1000 according to the embodiment of the present invention, the black matrix comprises a metal that has a high reflectance such as aluminum (Al), aluminum alloy, chromium (Cr), titanium (Ti) and tantalum (Ta), so as to enhance reflectance.
A photo-resist of a natural protein that may be dyed, such as gelatin or casein is coated on the color filter substrate. Then, the color filter substrate having a mask thereon is exposed and developed. A red-colored pigment or dyes is added to the natural protein, so that a red color filter 450R is formed. A green color filter 450G and a blue color filter 450B are formed through the same procedure.
A protection layer 420 is formed on the color filters 450R, 450G and 450B. The protection layer 420 may comprise a transparent material such as acryl resin.
A common electrode 430 is formed on the protection layer. The common electrode 430 may comprise an indium tin oxide (ITO) or an indium zinc oxide (IZO). The indium tin oxide (ITO) and an indium zinc oxide (IZO) are transparent and electrically conductive. The common electrode 430 forms a reference voltage.
The array substrate 352 includes a pixel electrode 440 and a second transparent electrode 500. The pixel electrode 440 is arranged in a matrix shape corresponding to the color filters 450R, 450G and 450B. An image voltage is applied to the pixel electrode to apply an electric field between the common electrode 430 and the pixel electrode 440. Thus, an arrangement of the liquid crystal molecules is changed to modulate a transmittance of a light generated from the back light assembly 900.
The back light assembly 900 is disposed under the array substrate 352. The back light assembly 900 provides the array substrate 352 with light. The back light assembly 900 includes a lamp 110 and a light guide plate 460. A first light generated from the lamp 110 is transformed into a second light that is two-dimensional via the light guide plate 800.
A direct-illumination type liquid crystal display device does not need the light guide plate 800. A plurality of the lamps 110 is disposed directly under the array substrate 352 in the direct-illumination type liquid crystal display device.
The first polarizing plate 100 is disposed on the first transparent substrate 200 of the color filter substrate 351. The second polarizing plate 600 is disposed on the second transparent substrate 500 of the array substrate 352.
The selective reflection polarizing plate 700 is disposed on the first polarizing plate 700. The selective reflection polarizing plate 700 reflects a portion of the external light, when the lamp 110 of the back light assembly 900 is turned off. The portion is above 50%. The first polarizing plate 100 absorbs a first portion of light and allows a second portion of light to pass through the first polarizing plate 100. A polarizing axis of the second portion of the light is substantially parallel with a polarizing axis of the first polarizing plate 100.
The polarizing axis of the selective reflection polarizing plate 700 is substantially parallel with the first polarizing axis of the first polarizing plate 100. Thus, the light that passes through the selective reflection polarizing plate 700 may pass through the first polarizing plate 100 to be reflected on the black matrix 300. The polarizing axis of the light is not changed, so that the light that is reflected on the black matrix 300 may pass through both the first polarizing plate 100 and the selective reflection polarizing plate 700. Thus, the liquid crystal display device 1000 may be operated as a mirror.
For example, when the reflectance ‘r’ of the selective reflection polarizing plate 700 is 50%, and the aperture ratio ‘A’ is 0.5, the total reflectance ‘R’ of the liquid crystal display device 1000 is 75%. According to the expression 1, the total reflectance of the liquid crystal display device 1000 may be adjusted.
The second polarizing plate 600 is disposed under the array substrate 352. A light that exits from the back light assembly 900 is polarized to form a first light, while passing through the second polarizing plate 600. A polarizing axis of the first light is twisted by about 90° to form a second light, while the first light passing through the liquid crystal layer 400. The second light passes through both of the first polarizing plate 100 and the selective reflection polarizing plate 700, so that an image is formed.
In the normally black mode liquid crystal display device, light may not pass through the liquid crystal display panel of the liquid crystal display device, when no electric fields are applied to liquid crystal molecules. In the normally white mode liquid crystal display device, light may pass through the liquid crystal display panel of the liquid crystal display device, when no electric fields are applied to liquid crystal molecules.
In the normally black mode liquid crystal display device 1000, a second polarizing axis of the second polarizing plate 600 is substantially parallel to the first polarizing axis of the first polarizing plate 100, and in the normally white mode liquid crystal display device 1000, the second polarizing axis of the second polarizing plate 600 is substantially perpendi



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey