
lcd panel layer thickness in stock

The QuintSonic-T is a Multi-Layer Ultrasonic Coating Thickness Gauge, specially designed for non-destructive coating thickness measurements of up to 8 layers of paint, primer, and other coatings applied on plastic, composites, metal, and other materials. Total thickness, as well as individual layer thickness, can be measured in one simple process.
a line of extreme and ultra-narrow bezel LCD displays that provides a video wall solution for demanding requirements of 24x7 mission-critical applications and high ambient light environments
![]()
This is a compact, low cost, microprocessor-based film thickness monitor for use with the Agar range of coating units. Originally designed for electron microscopy applications, it is also suitable for use in complex deposition systems. A dual memory stores parameters for two deposition materials. The system uses a 6MHz quartz crystal oscillator mounted in a crystal holder. The control unit has a digital readout, which displays coating thickness directly in nanometres, with a resolution of 0.1nm. A tooling factor can also be entered to compensate for differences in specimen and crystal position. The film thickness monitor features a measurement range of 0 to 999.9nm, and a display of crystal life.

Detailing as it relates to paint thickness measurement is the systematic cleaning, rejuvenating, and protecting of the exterior painted surfaces of a vehicle. The primary purpose for paint detailing is to retain the appearance of newer vehicles or to revitalize older neglected vehicles.
Simple washing and waxing will not remove many types of surface paint damage; a rejuvenation step (polishing with an orbital or a more effective high speed polisher) is added before the waxing step. When rejuvenation is required, detailers often polish the top clear coat layer of automotive paints to remove surface damage such as fine scratches, scuffs, swirl marks, oxidation, stains, paint overspray, tar, tree sap, acid rain, or water spots. This polishing process is often referred to as finessing.
Extensive paint problems may require the use of several sanding and buffing steps to bring the paint back closer to its original beauty. Automotive manufacturers typically use one of two main types of paint systems in their vehicles. The most common used today is a clear coat system in which a thin layer of color is applied, followed by multiple layers of clear non-pigmented paint. Used less frequently today is a single-stage paint system that consists of the application of multiple layers of pigmented paint. Since most detailing chemicals are designed to work on both paint systems, the paint detailing process does not significantly change based upon the type of paint system.
To ensure consumer value and thus maintain profitability, there are two main considerations when justifying equipment and processes involved in the detailing process. Any added cost must result in improvements in either efficiency or effectiveness. While it could be argued that a detailer’s ability to take quick readings with a paint thickness gauge in order to determine the remaining paint thickness is an efficiency benefit, the primary benefit is the increase in effectiveness.
After determining the paint system used on the vehicle and thus the expected paint thickness, it is important to determine the actual paint thickness. Even an experienced detailer finds it difficult to determine paint thickness, especially clear coat, through visual inspection. As thinner, more scratch resistant clear coats such as nanotechnology become more prevalent, it will become more critical to use high resolution electronic paint thickness gauge to determine how much paint thickness is being removed while finessing.
Because of the potential for removing the majority of the UV blockers, most auto manufacturers recommend that a maximum of 0.3 mils (8 microns) clear coat be removed as prevention from UV damage to underlying paint layers. In a worst-case scenario with a single stage paint process, buffing down to the primer may result in a costly trip to the paint booth.
Significant damage below the top painted surface may include deep scratches, etching, staining, and heavy oxidation. Just as simple washing and waxing will not remove some top layer paint damage, rejuvenation through sanding and buffing may not be adequate for removing deeper paint damage. It is therefore important to recognize the limitations before too much paint has been removed.
Bumpers and fascia systems are commonly made of plastic and composite materials. Lightweight, they allow designers the freedom to create innovative concepts. While metal panels are easily dented by minor impacts, plastic body panels are more resistant to damage.
DeFelsko manufactures hand-held, non-destructive paint thickness gages that are ideal for use by automotive paint detailers. They enable full service detailers to quantitatively measure and control the amount of clear coat removed when sanding and buffing automotive paints.
The PosiTest DFT is the simple, economical, and most common solution for measuring on exterior metal automobile panels. The PosiTest DFT series of gauges measure coatings up to 40 mils (1000 microns) making them ideal for non-destructive measurement of automotive paint thickness on a variety of metals.
The PosiTector 6000 provides similar measurement capabilities with higher accuracy and resolution. Rugged, versatile gage for total coating thickness measurement on metal panels. Optional features include interchangeable probes, on-screen statistics, printer output, and downloading readings to a computer.
The PosiTector 200 ultrasonic gauge measures over non-metals such as fiberglass panels, plastic bumpers, and interior components. It has ±3% accuracy and a 0.1 mil (2 micron) resolution. A simple gauge menu adjustment enables the operator to view the remaining amount of clear coat while polishing.
Paint thickness over exterior automotive materials is best measured with hand-held, electronic instruments. Three types are available and selection depends upon the type of coating, the material being painted, and the size and shape of the part. These instruments use magnetic, eddy current, or ultrasonic measuring techniques.
Mechanical gages use a permanent magnet, a calibrated spring, and a graduated scale. By measuring the force required to pull the magnet off the coated surface, a thickness measurement can be determined. Low cost magnetic pull-off gages provide coarse measurements useful for detecting bondo or other fillers beneath the paint. Their use by detailers is limited. Accuracy is typically ±5% with prices around $350. Product details are available here.
Paint thickness over all other metals such as aluminum is measured using an eddy current technique. When the instrument’s probe is brought near a metal (conductive) surface, a coil within the probe generates an alternating magnetic field that sets up eddy currents on the metal’s surface. These eddy currents create their own opposing electromagnetic field that can be sensed by a second, adjacent coil.
An ultrasonic technique is used when measuring the thickness of paint over non-metal substrates such as plastic and fiberglass. The probe of the instrument contains an ultrasonic transducer that sends a pulse through the coating. The pulse reflects back from the substrate to the transducer and is converted into a high frequency electrical signal that is analyzed to determine coating thickness. In some circumstances, individual layers in a multi-layer system can be measured. Prices range between $1,800 and $4,000. For more information on this type of measurement, click here.
2. Next, lay the included plastic shims onto the bare surface and measure them individually to ensure the Gage can measure these known thicknesses within tolerance.
Ultrasonic measurement of coating thickness works by sending an ultrasonic vibration into a coating using a probe with the assistance of a couplant applied to the surface. A bottle of a common glycol gel is included with every instrument. Alternatively, a drop of water can serve as couplant on smooth, horizontal surfaces.
2. Next, lay the included plastic shims onto a hard, smooth surface and measure them individually to ensure the Gage can measure these known thicknesses within tolerance.
Paint thickness gauges simply measure the distance (height or gap) between the probe tip and the base metal. They make no distinction between the layers that make up that distance. Their thickness calculation includes the thickness of all layers (primer, base-color and clear coats), any repainted material, filler material, dirt, etc. Unless a measurement is taken before and after each layer has been applied, the user must estimate the thickness of each layer.
Ultrasonic gauges use an ultrasonic transducer to emit a high frequency sound pulse. The pulse travels into the coating via a coupling gel and reflects from ANY surface that is different in density. Coating thickness readings are obtained by measuring the time taken for the ultrasonic signal to propagate from the probe to the coating/substrate interface and back. The travel time is divided by two and multiplied by the velocity of sound in the coating to obtain the thickness of the coating.
Ultrasonic models are available to either measure the total system thickness (like magnetic and eddy current gages) or the individual layer thicknesses in a multi-layer paint system. The affordable models are only intended for use over non-metal materials such as plastic.
The clear coat is polyethylene paint without color pigmentation. Thickness usually ranges between 1.5–2.0 mils (35–50 microns). It is the final original equipment manufacturers coating applied to a vehicle to protect the (base) color coat from a hostile environment while providing both depth and a durable, glossy appearance. It is easily scratched and once compromised requires re-painting as the base color has no shine or brilliance. Also, the clear coat provides UVR protection for the colored paint layer.
Car manufacturers now specify that the paint thickness be measured before and after any wet sanding or buffing. Measurements should be taken regularly since it is virtually impossible to see how much paint is being removed during the buffing process. Using a paint thickness gauge gives a professional detailer credibility and also acts as an insurance against ‘break-though’ of a clear coat, which would entail a re-paint.
Unfortunately there is no absolute target value—no “right” thickness. There are many different manufacturers making many different models with a wide variety of paint formulations and specifications. Some vehicles may only have 3 mils (75 microns) of total paint thickness on the roof, while some SUVs may have 17 mils (430 microns) on their rocker panels. Some vehicles are repainted at the factory when flaws are detected during manufacture. Typically however a vehicle from the factory will have between 4–7 mils (100–180 microns).
Consistency is what is important. Measurements taken across a panel should show only small variations in thickness. Areas of reduced thickness may be a cause for concern. Areas of much greater thickness may indicate rework. If the instrument does not give a measurement it means that the thickness is over the gage’s limit and could mean the presence of filler and a likely repair.
Although most industries call them coating thickness gages, the automobile industry also uses names such as paint depth gauge, paint meter, refinishing gauge, dry film thickness gage (DFT gages), paint thickness gage (PTG), mil gage, banana gage, spot checker, or paint gauge. Spelling is either American (gage) or British (gauge).
Detailers require a simple gage with good measuring accuracy and resolution to monitor the decreasing thickness of clear coat with buffing. But the same or similar instruments are used by body shops, dealerships, painters, appraisers, inspectors, and professional car buyers at auctions.
The answer is both yes and no. Yes the instrument will give good thickness results over metal. But no, the instrument is more expensive than metal gages, has less accuracy than many, and requires couplant (gel) when measuring. That’s why it is generally not recommended as a “do-all” instrument.

Automotive head-up display (HUD) systems include a projector that projects light onto the windshield. This light is then reflected into the driver"s eyes and appears as a virtual image on top of the hood of the car, at a comfortable viewing distance from the driver.1 The image source of the HUD projector, however, emits multiple rays of light at different angles from a common origin. For example, the light that is reflected into the driver"s eyes from the inner and outer air interfaces of the windshield creates the virtual image and a ghost image, respectively, and results in a double image. The windshield comprises laminated safety glass made from two layers of glass that are bonded together with one or more layers of polyvinyl butyral (PVB). Most windshields are not simple flat structures, but include slight curvatures in both the horizontal and vertical dimensions. The ghosting problem is illustrated in Figure 1(a) for standard windshields that have no wedge angle. The green and red lines show the paths of light from the image source, reflecting off the inner and outer windshield–air interfaces, respectively, into the driver"s eye to form the virtual and ghost images. The virtual and ghost images do not overlap, therefore, the image is blurred, as shown on the left of Figure 1(a).
To eliminate this ghosting effect, the angular separation between the virtual and ghost images must be less than the angular resolution of the human eye, which is about 0.2mrad. A PVB interlayer with a small, constant wedge angle is normally used to eliminate the ghost image for a driver at a defined location.2 The optimum wedge angle is dependent on the location of the driver"s eyes, as well as the mounting angle, thickness, and curvature of the windshield.3 This use of a PVB interlayer with a small wedge angle causes the virtual and ghost images to overlap, resulting in a sharp image, as shown on the left of Figure 1(b). A constant wedge angle, however, will only have an optimal effect for a single location of the driver, and taller or shorter drivers will still experience ghosting. To overcome this problem, manufacturers are starting to produce windshields with a wedge angle that varies as a function of the vertical position on the windshield.4, 5 It is therefore important to develop methods for determining the wedge angle and variations in the thickness of the windshield.
In this work, we demonstrate that low-coherence interferometry can be used to measure the windshield thickness and wedge angle profiles of a HUD system simultaneously. We have performed simultaneous measurements of the thicknesses of all the layers in laminated glass windshields (with a wedge angle) using the Lumetrics, Inc. trademarked OptiGauge II, which is a commercially available dual low-coherence all-fiber-optic interferometer. We then calculated the total thickness of the layers and the local wedge angle, as a function of the position. Our interferometer includes a superluminescent LED interferometer (with a center wavelength of 1310nm) for measurement in combination with a built-in laser interferometer for continuous distance calibration. A pair of fiber stretchers is used to vary the path length of the interferometer. Constructive interference occurs when the path lengths of the two arms of the interferometer are either equal or differ by the optical thickness—the product of the group index of refraction and the physical thickness—between any pair of optical interfaces in the sample. Further details concerning the operation and performance of the OptiGauge II are available elsewhere.6–9
We used a hand-held optical probe, which we have developed, to scan over the windshield surface while keeping all the relevant optical interfaces in focus. During these scans, the hand-held probe is kept normal to the surface of both flat and curved windshields, and at a constant distance from the surface. The distance to the surface can be adjusted so that all the optical layers of the windshield can be observed while scanning across the surface. Figure 2 shows the hand-held probe being used to measure the windshield thickness profile of a 2007 Chevrolet Corvette equipped with a factory-installed HUD system. A video of the procedure is also available.10 The optical fiber cable for our hand-held probe can be up to a few kilometers in length and is attached to our interferometer during measurement. In addition, the probe is moved manually at an approximately constant velocity from the bottom to the top of the windshield during the measurements. The distance scale in a graph of thickness versus distance is therefore only approximate. The thickness profile of each layer within the measured windshield is shown in Figure 3. The change in thickness of the PVB layer as a function of distance indicates that a small wedge angle is present, as is required for the HUD.
A snapshot of the OptiGauge II measurement screen, obtained during measurements of a five-layer acoustic HUD windshield, is shown in Figure 4. The horizontal axis shows the difference in optical path length between the arms of the interferometer and the signal peaks indicate the locations of the optical interfaces in the windshield. We made 100 repeated measurements of the thicknesses of the layers in this windshield. The standard deviations of these measurements varied from a maximum of 0.050μm—for the acoustic layer, i.e., the thinnest layer (with a thickness of 144.782μm)—to a minimum of 0.011μm for the top glass layer (with a thickness of 2125.883μm). For these measurements, the refractive index of the acoustic layer was 1.476 and that of the glass layer was 1.518.
The results of a scan in which we moved the hand-held probe from the bottom to the top of the same five-layer acoustic HUD windshield are shown in Figure 5(a). The thickness versus the approximate distance from the bottom of the windshield is shown for all the layers individually, as well as the total for the PVB interlayer. To obtain this quantitative data, we attached the hand-held probe to a transport stage. We moved this stage at a constant speed of 5mm/s, to give a spacing of 0.1mm between successive data points. The layer thickness data for the same windshield, over the region between 225mm and 525mm from the bottom edge (i.e., where the wedge angle in the PVB interlayers is constant) is given in Figure 5(b). This region of the windshield includes the location of the HUD image. We found that the wedge angle of the combined acoustic and PVB layers was 0.588mrad, as calculated from the slope of the best fit line for all the data points. The standard deviation was ±0.011mrad, as calculated from the local slopes using sets of five adjacent locations.
Figure 5.(a) Layer thickness as a function of position during a scan of the five-layer acoustic HUD windshield using the hand-held probe. (b) Quantitative partial scan of the interlayers of the acoustic HUD windshield with a constant wedge angle.
Windshields that are optimized for HUDs have very tight tolerances for uniform thicknesses of the glass layers and for wedge angles in the laminated PVB layers. Each model of car has different requirements for the wedge angles, therefore, precision metrology and quality control are required. We have demonstrated that the OptiGauge II interferometer, together with our hand-held probe coupled to a transport stage, can provide the required capability for measuring the thickness and angle profiles of individual layers in a windshield. Our next-generation probe will have built-in position encoders to provide quantitative position information during a scan, without requiring a separate transport mechanism. We also plan to assess windshields with variable wedge angles during their manufacture and assembly.
5. J. Hurlbut, D. Cashen, E. Robb, L. Spangler, J. Eckhart, Next generation PVB interlayer for improved HUD image clarity, SAE Int"l J. Passenger Cars Mech. Syst. 9, p. 360-365, 2016. doi:10.4271/2016-01-1402
A plasma display panel (PDP) is a type of flat panel display that uses small cells containing plasma: ionized gas that responds to electric fields. Plasma televisions were the first large (over 32 inches diagonal) flat panel displays to be released to the public.
Until about 2007, plasma displays were commonly used in large televisions (30 inches (76 cm) and larger). By 2013, they had lost nearly all market share due to competition from low-cost LCDs and more expensive but high-contrast OLED flat-panel displays. Manufacturing of plasma displays for the United States retail market ended in 2014,
Plasma displays are bright (1,000 lux or higher for the display module), have a wide color gamut, and can be produced in fairly large sizes—up to 3.8 metres (150 in) diagonally. They had a very low luminance "dark-room" black level compared with the lighter grey of the unilluminated parts of an LCD screen. (As plasma panels are locally lit and do not require a back light, blacks are blacker on plasma and grayer on LCD"s.)LED-backlit LCD televisions have been developed to reduce this distinction. The display panel itself is about 6 cm (2.4 in) thick, generally allowing the device"s total thickness (including electronics) to be less than 10 cm (3.9 in). Power consumption varies greatly with picture content, with bright scenes drawing significantly more power than darker ones – this is also true for CRTs as well as modern LCDs where LED backlight brightness is adjusted dynamically. The plasma that illuminates the screen can reach a temperature of at least 1,200 °C (2,190 °F). Typical power consumption is 400 watts for a 127 cm (50 in) screen. Most screens are set to "vivid" mode by default in the factory (which maximizes the brightness and raises the contrast so the image on the screen looks good under the extremely bright lights that are common in big box stores), which draws at least twice the power (around 500–700 watts) of a "home" setting of less extreme brightness.
Plasma screens are made out of glass, which may result in glare on the screen from nearby light sources. Plasma display panels cannot be economically manufactured in screen sizes smaller than 82 centimetres (32 in).enhanced-definition televisions (EDTV) this small, even fewer have made 32 inch plasma HDTVs. With the trend toward large-screen television technology, the 32 inch screen size is rapidly disappearing. Though considered bulky and thick compared with their LCD counterparts, some sets such as Panasonic"s Z1 and Samsung"s B860 series are as slim as 2.5 cm (1 in) thick making them comparable to LCDs in this respect.
Wider viewing angles than those of LCD; images do not suffer from degradation at less than straight ahead angles like LCDs. LCDs using IPS technology have the widest angles, but they do not equal the range of plasma primarily due to "IPS glow", a generally whitish haze that appears due to the nature of the IPS pixel design.
Superior uniformity. LCD panel backlights nearly always produce uneven brightness levels, although this is not always noticeable. High-end computer monitors have technologies to try to compensate for the uniformity problem.
Uses more electrical power, on average, than an LCD TV using a LED backlight. Older CCFL backlights for LCD panels used quite a bit more power, and older plasma TVs used quite a bit more power than recent models.
Fixed-pixel displays such as plasma TVs scale the video image of each incoming signal to the native resolution of the display panel. The most common native resolutions for plasma display panels are 852×480 (EDTV), 1,366×768 and 1920×1080 (HDTV). As a result, picture quality varies depending on the performance of the video scaling processor and the upscaling and downscaling algorithms used by each display manufacturer.
Early high-definition (HD) plasma displays had a resolution of 1024x1024 and were alternate lighting of surfaces (ALiS) panels made by Fujitsu and Hitachi.
A panel of a plasma display typically comprises millions of tiny compartments in between two panels of glass. These compartments, or "bulbs" or "cells", hold a mixture of noble gases and a minuscule amount of another gas (e.g., mercury vapor). Just as in the fluorescent lamps over an office desk, when a high voltage is applied across the cell, the gas in the cells forms a plasma. With flow of electricity (electrons), some of the electrons strike mercury particles as the electrons move through the plasma, momentarily increasing the energy level of the atom until the excess energy is shed. Mercury sheds the energy as ultraviolet (UV) photons. The UV photons then strike phosphor that is painted on the inside of the cell. When the UV photon strikes a phosphor molecule, it momentarily raises the energy level of an outer orbit electron in the phosphor molecule, moving the electron from a stable to an unstable state; the electron then sheds the excess energy as a photon at a lower energy level than UV light; the lower energy photons are mostly in the infrared range but about 40% are in the visible light range. Thus the input energy is converted to mostly infrared but also as visible light. The screen heats up to between 30 and 41 °C (86 and 106 °F) during operation. Depending on the phosphors used, different colors of visible light can be achieved. Each pixel in a plasma display is made up of three cells comprising the primary colors of visible light. Varying the voltage of the signals to the cells thus allows different perceived colors.
The long electrodes are stripes of electrically conducting material that also lies between the glass plates in front of and behind the cells. The "address electrodes" sit behind the cells, along the rear glass plate, and can be opaque. The transparent display electrodes are mounted in front of the cell, along the front glass plate. As can be seen in the illustration, the electrodes are covered by an insulating protective layer.
In a monochrome plasma panel, the gas is mostly neon, and the color is the characteristic orange of a neon-filled lamp (or sign). Once a glow discharge has been initiated in a cell, it can be maintained by applying a low-level voltage between all the horizontal and vertical electrodes–even after the ionizing voltage is removed. To erase a cell all voltage is removed from a pair of electrodes. This type of panel has inherent memory. A small amount of nitrogen is added to the neon to increase hysteresis.phosphor. The ultraviolet photons emitted by the plasma excite these phosphors, which give off visible light with colors determined by the phosphor materials. This aspect is comparable to fluorescent lamps and to the neon signs that use colored phosphors.
Every pixel is made up of three separate subpixel cells, each with different colored phosphors. One subpixel has a red light phosphor, one subpixel has a green light phosphor and one subpixel has a blue light phosphor. These colors blend together to create the overall color of the pixel, the same as a triad of a shadow mask CRT or color LCD. Plasma panels use pulse-width modulation (PWM) to control brightness: by varying the pulses of current flowing through the different cells thousands of times per second, the control system can increase or decrease the intensity of each subpixel color to create billions of different combinations of red, green and blue. In this way, the control system can produce most of the visible colors. Plasma displays use the same phosphors as CRTs, which accounts for the extremely accurate color reproduction when viewing television or computer video images (which use an RGB color system designed for CRT displays).
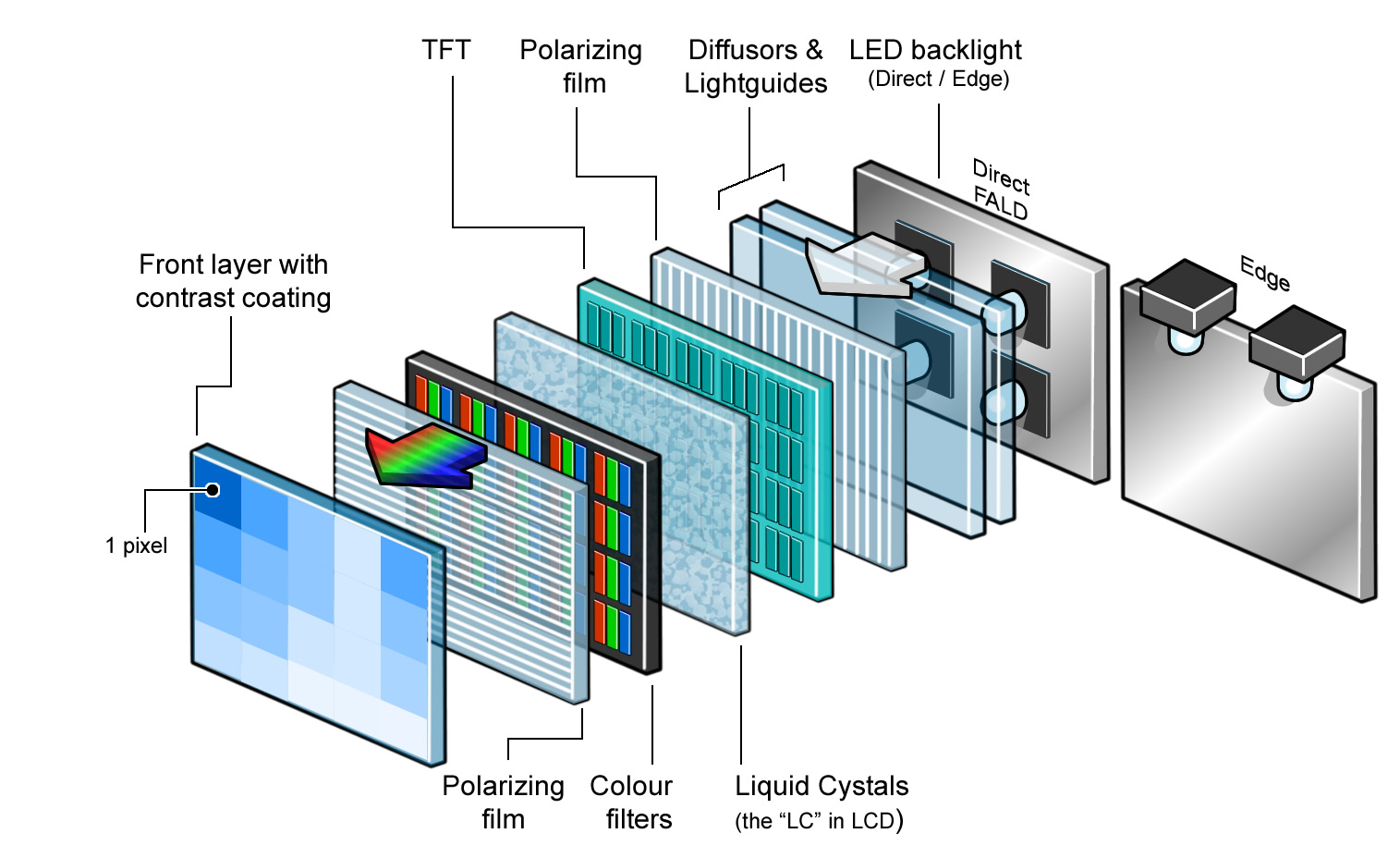
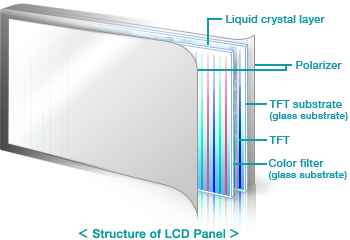
Plasma displays are different from liquid crystal displays (LCDs), another lightweight flat-screen display using very different technology. LCDs may use one or two large fluorescent lamps as a backlight source, but the different colors are controlled by LCD units, which in effect behave as gates that allow or block light through red, green, or blue filters on the front of the LCD panel.
Each cell on a plasma display must be precharged before it is lit, otherwise the cell would not respond quickly enough. Precharging normally increases power consumption, so energy recovery mechanisms may be in place to avoid an increase in power consumption.LED illumination can automatically reduce the backlighting on darker scenes, though this method cannot be used in high-contrast scenes, leaving some light showing from black parts of an image with bright parts, such as (at the extreme) a solid black screen with one fine intense bright line. This is called a "halo" effect which has been minimized on newer LED-backlit LCDs with local dimming. Edgelit models cannot compete with this as the light is reflected via a light guide to distribute the light behind the panel.
Image burn-in occurs on CRTs and plasma panels when the same picture is displayed for long periods. This causes the phosphors to overheat, losing some of their luminosity and producing a "shadow" image that is visible with the power off. Burn-in is especially a problem on plasma panels because they run hotter than CRTs. Early plasma televisions were plagued by burn-in, making it impossible to use video games or anything else that displayed static images.
In 1983, IBM introduced a 19-inch (48 cm) orange-on-black monochrome display (Model 3290 Information Panel) which was able to show up to four simultaneous IBM 3270 terminal sessions. By the end of the decade, orange monochrome plasma displays were used in a number of high-end AC-powered portable computers, such as the Compaq Portable 386 (1987) and the IBM P75 (1990). Plasma displays had a better contrast ratio, viewability angle, and less motion blur than the LCDs that were available at the time, and were used until the introduction of active-matrix color LCD displays in 1992.
Due to heavy competition from monochrome LCDs used in laptops and the high costs of plasma display technology, in 1987 IBM planned to shut down its factory in Kingston, New York, the largest plasma plant in the world, in favor of manufacturing mainframe computers, which would have left development to Japanese companies.Larry F. Weber, a University of Illinois ECE PhD (in plasma display research) and staff scientist working at CERL (home of the PLATO System), co-founded Plasmaco with Stephen Globus and IBM plant manager James Kehoe, and bought the plant from IBM for US$50,000. Weber stayed in Urbana as CTO until 1990, then moved to upstate New York to work at Plasmaco.
In 1995, Fujitsu introduced the first 42-inch (107 cm) plasma display panel;Philips introduced the first large commercially available flat-panel TV, using the Fujitsu panels. It was available at four Sears locations in the US for $14,999, including in-home installation. Pioneer also began selling plasma televisions that year, and other manufacturers followed. By the year 2000 prices had dropped to $10,000.
In late 2006, analysts noted that LCDs had overtaken plasmas, particularly in the 40-inch (100 cm) and above segment where plasma had previously gained market share.
Until the early 2000s, plasma displays were the most popular choice for HDTV flat panel display as they had many benefits over LCDs. Beyond plasma"s deeper blacks, increased contrast, faster response time, greater color spectrum, and wider viewing angle; they were also much bigger than LCDs, and it was believed that LCDs were suited only to smaller sized televisions. However, improvements in VLSI fabrication narrowed the technological gap. The increased size, lower weight, falling prices, and often lower electrical power consumption of LCDs made them competitive with plasma television sets.
At the 2010 Consumer Electronics Show in Las Vegas, Panasonic introduced their 152" 2160p 3D plasma. In 2010, Panasonic shipped 19.1 million plasma TV panels.

Error: EC770 is 3% error mainly used for measuring paint film thickness, such as car paint, etc., EC770S is 2% error, more accurate, mainly used for measuring zinc plating chromium.
The normal backlight is blue with backlight LCD dispaly. After the upper and lower limit alarm function is set, the screen will turn into a red screen.
Probe: ordinary probe for EC770, ruby probe for EC770S, better measurement accuracy. The measuring range of this paint thickness gauge is 0 to 2000um(78.7mils). 4 general groups can store max.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey