
lcd panel rubbing cloth in stock

I used to have this same problem, but not any more. I came up with the perfect method of cleaning the LCD panel. First of all, I had no idea that alcohol would damage the LCD. I normally use 90% Isopropyl Alcohol for cleaning everything on the smartphones and tablets that I repair. I might change that back to a pre-mixed 50% solution, but the 50% does not remove grease as well. I honestly don"t think a 1-time cleaning using the 90% will cause a problem. I could believe that continued cleaning with the alcohol could cause damage, however.
What works best for me is to follow this 3-step procedure. And take note, scrubbing an LCD with a back-and-forth motion will only get you frustrated, just as the previous poster had mentioned. I"ve been there, rubbing on an LCD for upwards of an hour, only ending with the same grease smudges that I started with. Well anyway, here"s my 3-step process:
1. Using a micro fiber or dust-free cloth, or even a soft toilet paper, put a liberal amount of the alcohol on your cleaning cloth and use "flood-strokes" on the LCD in one direction ONLY. Wipe down the LCD in as few strokes as possible, as wide of a stroke as you can with your cleaning cloth or TP. You should use enough alcohol that it leaves a wet film on the LCD.
3. Using your hot breath (hopefully your breath isn"t so bad that you melt the LCD, so be careful here), steam up the surface of the LCD and use the lint-free cloth to wipe the steam. This will get rid of all the residue left behind by the alcohol. It"s okay to wipe in a back-and-forth motion when using the hot-steamy-breath application of moisture. In only 5 minutes, your LCD should be completely free of streaks, grease, and dirt. Blow away any excess lint, and get the glass digitizer put on it as quickly as you can before your LCD attracts dust out of the air.
One thing I would also recommend is that you have a good filter in your HVAC system. Some people I know of actually use a hood that forces air through a filter, and into the hood. This way, you don"t have any ambient air coming into contact with your LCD, because you are operating in a positive-pressure environment with incoming air that is filtered, and thus exhausting into the room after leaving the hood.

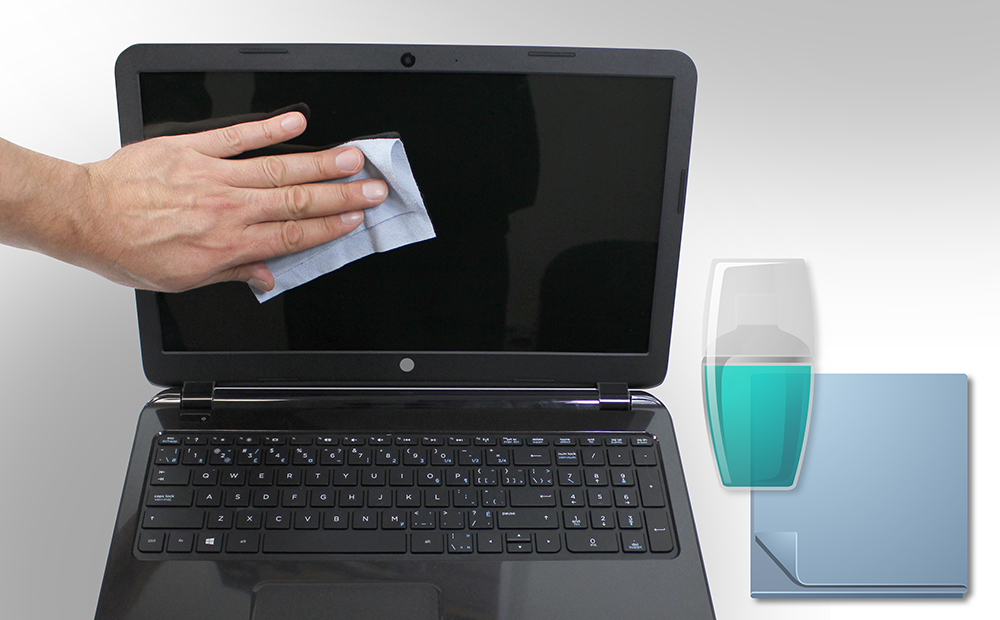
The good news is that cleaning a computer screen is more simple than you think. You only need a soft cloth, a tiny bit of water, and the most delicate of touches.
As you would expect, not all screens are created equal, and some are more delicate than others. The safest way to figure out the proper care for your screen is to search for the make and model of your device, find out if it has an LCD, LED, or some other type of display, and search for the manufacturer’s instructions on how to care for it.
If you want to skip all that, there’s an easy way to avoid making a mistake that might not only result in irreparable damage to your screen but to your entire device. According to Joe Silverman, owner of New York Computer Help, a tech repair center in New York City, no matter how much money you spent on your computer or tablet, it probably has an LED or an LCD screen if you bought it within the last three years—and neither type benefits from window cleaner or highly concentrated alcohol.
Caring for your screen is simple—it only takes a little bit of water and a dust-free cloth, such as a microfiber wipe or the piece of fabric that came with your glasses.
Pour a couple drops of water on your cloth. Forget paper towels or the sleeve of that soft cotton t-shirt you love—microfiber is your best bet. Still, no matter how soft it is, a dry wipe could always leave micro-abrasions on your screen. The moisture will also help gather dust and particles while lifting grease from your display.
Use circular motions starting in the center of your screen and moving outward, so you don’t leave any streaks. If you can see any droplets or water traces on the glass while you clean, you’ve used way too much water. Gently dab the residual H2O with an absorbent cloth or tissue paper and start again.
If you’re dealing with next-level gunk, you can use isopropyl alcohol at 70 percent or lower, Silverman says. “That percentage is very important,” he explains. “We’d only use 90 percent or higher on dummy parts that don’t have sensors, like top cases and keyboards.” In these extreme cases, spray the alcohol on the cloth, never directly on the screen, and wipe it gently.
The best way to avoid damaging your screen while cleaning it is to simply keep it from getting dirty in the first place. If you have a laptop, cover the keyboard with a thin microfiber cloth before closing it to prevent finger grease from transferring to the screen. If you have a touchscreen, wash your hands often before you use it, but make sure you let your hands dry completely before you start tapping—the soapy water or liquid hand cleanser from your fingers can easily end up on the screen and corrode it.
Silverman explains that most iPhones and Samsung phones, for example, have screens made out of one thick piece of glass. These, as opposed to computer screens, have all the LCD layers fused together, making them much more difficult to damage. Still, if you’re using alcohol, he recommends keeping the concentration at 70 percent or lower, using a soft cloth, and applying only low pressure to get rid of any accumulated gunk there.
Be especially careful with charging ports, as contact with water (also present in rubbing alcohol) can damage the electronics inside your smartphone. Newer models often are resistant to liquids, but there’s always a threshold to how much they can withstand. And you probably don’t want to know what that is.

Don"t attack a dusty monitor with a great deal of force, regardless of your cloth. Attacking a dusty monitor with anything transforms your wiper into a piece of fine gritted sandpaper. Use a Swiffer duster (the "feather duster" type with a handle... not the cloth), a microfiber or cotton cloth, or a can of compressed air to get the dust off before you clean with a liquid product.

The short version? Don"t use liquids, don"t press too hard, don"t use any traditional cleaners. Microfiber cloths are good, but be gentle. Modern TVs are predominantly plastic and therefore far easier to scratch than windows or your phone.
Want the longer version? Here"s what the top TV manufacturers say about cleaning their screens:Cleaning your 4K, OLED, or LED TV screen with a soft, dry cloth is recommended. The goal here is to avoid scratching the screen. Gentle, circular motions tend to give better results, since the circular motion hits each area from several angles in a single swipe.
To clean the frame and screen, gently wipe it with a microfiber cleaning cloth. Make sure to wipe the TV frame and screen as gently as possible. TV screens are fragile and can be damaged when pressed too hard.
Important: Never use any type of window cleaner, soap, scouring powder, wax, or any cleanser with solvents such as alcohol, benzene, ammonia, or acetone. Never use abrasive pads or paper towels. If you do, you can scratch the screen or strip the anti-glare coating off the screen and cause permanent damage. Never spray water directly onto the TV. Make sure to wipe the TV as gently as possible. TV screens are fragile and can be damaged when pressed too hard.Gently wipe the screen or the exterior with a dry, soft cloth, such as an eyeglass cleaner.
For inks from oil markers on the screen, soak a cloth in a non-soap synthetic cleanser diluted (by less than 1% ) with water. Squeeze the cloth tightly to eliminate excess liquid, then wipe gently to remove the ink. Use non-soap cleansers cautiously because it may cause environmental problems when disposed improperly.
At last count, I found a billion companies making TV screen cleaners. Almost all of these are something like 99 percent water, 1 percent other stuff. Years ago I tested a handful and found them, on average, to work well enough. If you don"t have luck with a simple cloth and possibly distilled water, a screen cleaner is worth a try, and as a bonus you can also use it for your laptop, tablet and cell phone screens. Plus, they come with a microfiber cloth. If they don"t clearly state they don"t contain alcohol and ammonia, however, I would skip them.
My advice? Get a nice microfiber cloth (if your TV didn"t come with one), and use that. If that doesn"t fix your smudges, try a cloth moist with water. Don"t press too hard. There"s less than a millimeter between your finger and a broken TV.

Computer screens are not all made the same, and thus can"t all be cleaned the same way. You"ll want to be careful no matter your screen type, but it"s helpful to know that displays come in two categories:Glass-coated screens: The screens on newer iMac displays and MacBooks have a glass overlay. Glass displays are a little less delicate than LCD or LED screens, and mild cleaning solutions, like rubbing alcohol, are generally safe to use on them.
LCD or LED screens:Windows computers and most touchscreens and matte displays are typically not coated in glass. Extra care should be taken with these screens so not to damage the pixels that make up the display.
To clean a computer screen, you really just need two things: A microfiber cloth and filtered or distilled water. That"s to say you don"t need a special store-bought cleaning solution.
If you"d like some extra sanitation power, an equal parts mixture of water and vinegar is safe no matter your screen type. If you know that your display is glass-coated, you can also use an equal parts mixture of water and 70% rubbing alcohol.What you needTwo lint-free microfiber cloths
Wipe off dust with a dry cloth. Use a dry, lint-free microfiber cloth to gently wipe away any visible dust and dirt. If necessary, apply gentle pressure to remove surface-level smudges.
If any marks remain, wipe with a lightly moistened cloth.For glass-coated screens, you can use a mixture of equal parts water and vinegar or rubbing alcohol. For LED or LCD screens, use only water. Spray or lightly dab the solution directly onto the cloth and carefully wipe the screen from left to right.
Buff with a dry cloth and air-dry.If any streaks remain once the screen dries, gently buff them with the dry cloth. Before you turn your computer or laptop back on, allow the screen to dry completely.Note:Apple claims that you can use 70% isopropyl disinfecting wipes to clean any Apple product. Just remember not to get any liquid into the device"s ports or openings — to avoid this, you might want to wring out the wipe to remove any excess liquid before using it.
Use only soft microfiber cloths.Even a fabric as soft as a cotton shirt has snags and uneven particles that can scratch a computer screen. For this reason, avoid T-shirts, towels, and paper towels. The exception is the Apple Pro Display XDR or iMac, which requires a special polishing cloth.
Never spray cleaning solution directly onto the screen. To avoid any risk of damage from excess moisture, mist the solution directly onto the microfiber cloth instead.
Do not scrub.Apply gentle pressure only. Hard scrubbing can damage the internal components of the screen and could leave scratches or spots of discoloration or dead pixels that won"t go away.Melanie Weir

This invention relates to a rubbing cloth for use in manufacturing liquid crystal display panels. In the manufacturing process of liquid crystal display panels, an alignment treatment process is conducted by using a rubbing roller. The rubbing roller consists of a metal roller and a rubbing cloth fastened on peripheral surface of the meta roller with a double-sided adhesive tape The rubbing cloth has a pile of raised fibers. The alignment treatment process is a process for providing unidirectional molecular orientation on the surface of alignment layer by uniformly rubbing the surface of the alignment layer with the pile on the above rubbing roller rotating at a high speed wherein the alignment layer was formed on each of two substrates which is constituents of a liquid crystal display panel. This process is called alignment process or rubbing process. This invention relates to a rubbing cloth used in the rubbing process which is indispensable to manufacturing of liquid crystal display panels.
The rubbing process is explained with referring to FIG. 5 as follows. The rubbing process is an operation of rubbing the surface of an alignment layer formed on substrate 5, which is a constituent of a liquid crystal display panel, with a pile of cloth 2 on surface of metal roller 1 rotating at a high speed. The cloth 2 has been fastened on peripheral surface of metal roller 1 with a double-sided adhesive tape, and the cloth 2 has a pile of raised fibers. This rubbing process is conducted for providing unidirectional molecular orientation on the surface of alignment layer. The mark “d” in FIG. 5 denotes a pushing depth of cloth 2 onto surface of substrate 5, which is commonly called a depth of bite. The level of depth of bite d is most influential on alignment performance.
Transmission-type liquid crystal display panels are composed of a TFT substrate, CF substrate and liquid crystal which is encapsulated in the small gap between these two substrates. The TFT substrate has pixel driving devices made of thin-film transistor (TFT) array. The CF substrate has an area patterned color filter (CF) layer. On the TFT substrate, patterned ITO film is fabricated as pixel electrodes which are entirely covered with an alignment layer.
The TFT substrate and the CF substrate are assembled in face-to-face fashion where the two alignment layers directly sandwitch the encapsulated liquid crystal. The alignment layers on surfaces of TFT substrate and CF substrate have been subjected to an aligning treatment process by using a rubbing cloth in order to bring liquid crystal molecules into alignment. Usually, the rubbing cloth is fastened on peripheral surface of aluminum or stainless-steel roller with a double-sided adhesive tape. The rubbing cloth on the peripheral surface of the roller, while the roller is rotated, is brought into contact with the alignment layer surface to rub the alignment layer surface with the rubbing cloth. By conducting such rubbing treatment for the alignment layers, ultrafine grooves are formed on the alignment layer surface, or unidirectional molecular orientation is appeared in polyimide molecules which are macromolecules for forming the alignment layer. When the liquid crystal is brought into contact with the rubbing-treated alignment layers, the liquid crystal molecules can be aligned in the direction in which the alignment layer has been rubbed with the rubbing cloth. Accordingly, uniform switching characteristics induced by electric field of the liquid crystal display panel has been achieved. The performance of liquid crystal alignment provided by the rubbing treatment is influential on uniformity of display characteristic which is the most important characteristic for liquid crystal display panels.
As the rubbing cloth, a velvet fabric is commonly used which comprises a ground sheet and a pile of raised fibers woven to the ground sheet. As materials of the pile, long fibers (filaments) such as rayon and nylon and short fibers such as cotton are known in the art. As texture of velvet used for the rubbing cloth, a velvet fabric comprising a fast pile shown in FIG. 7 is commonly used (refer to Japanese Patent No. 3209328). In the velvet fabric, cupra rayon is used as the warps and wefts of ground sheet texture, and viscose rayon is used as the pile. Furthermore, a velvet fabric comprising a V-shaped pile (cut pile) shown in FIG. 8 is also used (refer to Japanese Registered Utility Model No. 3045464). In the velvet fabric, cotton is used as the pile. However, the texture of velvet is not limited to these combinations. For example, it is possible to weave a fast pile texture even if cotton is used as the pile. In prior arts, cellulose fibers have been used as ground yarns of velvet fabric which is used as a rubbing cloth. There is no prior art in which hydrophobic synthetic fibers or thermoplastic or hot-melt synthetic fibers are used as ground yarns.
Regarding to rubbing cloths consisting of the above types of velvet fabric, an effective method is known for preventing unevenness in the alignment due to uneven rubbing, which is a method wherein the pile is inclined to such a direction that the tip of pile is inclined from the position of root of pile (refer to Japanese Registered Utility Model No. 3032820). However, in the above described velvet fabric, the pile cannot be inclined at a desired angle only by effect of the woven texture.
As a method for inclining a pile of rubbing cloth in prior arts, for example, Japanese Registered Utility Model No. 3032820 discloses such method in detail for a velvet rubbing cloth wherein rayon is used as the pile. Specifically, it discloses a method comprising steps of immersing a velvet fabric obtained by ordinary weaving process in a cellulose-reactive glyoxal resin, combing the velvet fabric with a brush in a curing machine, and then heating and curing the resin to fix the inclination of pile. This method is called resin impregnation. Furthermore, this method is also effective for applying to regenerated cellulose fibers and fibers consisting of cellulose derivatives (i.e., cellulose fibers) besides rayon, such as cotton, polynosic fibers and lyocell because the cellulose-reactive glyoxal resin is used in the method. However, there are some problems in the method for inclining a pile by resin treatment, and the problems have to be solved in view of high definition and high yield in manufacturing liquid crystal display panels.
Furthermore, regarding to rubbing cloths comprising a cotton pile, there is no effective method for uniformly inclining the pile, except the same method as the above resin impregnation to rubbing cloths comprising a rayon pile.
In the above described resin treatment of the prior art, there is a high possibility that the treated shape and characteristics of the cloth are different between lots. Thus, in the manufacturing process of liquid crystal display panels, a new arrival of velvet fabric is previously put in an experimental use for rubbing in order to check the alignment quality and confirm whether the velvet fabrics in the lot can be used or not. After the check, the velvet fabrics in the lot are used in the manufacturing process. However, even if such check was done, unexpected rubbing faults occurs because unevenness of quality in the cloths themselves are not improved.
Furthermore, in conventional velvet of rayon, there is another problem that is concerning the resin itself. Specifically, since rubbing cloths (velvet) are immersed in a cellulose reactive resin, the resin is adhered to the surface of each of the short fibers that constitute the pile of velvet. This resin tends to be relatively hard and brittle. Consequently, it tends to wear away and fall during the rubbing treatment and adhere on the alignment layer surface as a contaminant, and it results in the occurrence of defects such as faulty display (refer to H. Tabira and T. Inoue et al. “Precision Rubbing Supported by Fine Process Analysis” Journal of the SID Vol.10, No.4, 329-337(2002)). Furthermore, the contaminants caught in the pile sometimes cause scratch defects on the alignment layer surface.
Furthermore, since the cellulose reactive resin is an aqueous emulsion, the rubbing cloths using cupra as ground yarns are easy to deform when they are in the moist state. This may cause a bow-shaped deformation (commonly known as bowing) in the wefts of the rubbing cloths, which is in turn easy to cause what is call a texture curving where the wefts do not intersect the warps at right angles.
As a method of forcing the pile to incline while avoiding the resin impregnation treatment, a method is known, in which, after forming a pile of thermoplastic synthetic fibers, the pile is combed with a brush in the intended direction while the back side of the velvet fabric is heated by contacting a heating cylinder, and then cooled so that the pile is fixed. However, since this method is easily affected by the temperature and humidity of open air, it is difficult to mass produce rubbing cloths stably with the inclination angle of their pile kept constant. Furthermore, if this method is applied to velvet fabric with a pile of cellulose fibers such as cotton, it is difficult to provide the pile with a stable inclination angle because the cellulose fibers are not thermoplastic.
In a velvet with a fast pile as shown in FIG. 7, when it is tried to incline the pile in the direction parallel to the warps, the pile tends to be inclined in the direction which deviates a little from the direction parallel to the warps (not parallel to the warps). In this case, it is known that if the rubbing cloth is fastened on a rubbing roller without allowing for the above described deviation, in such a manner as to make the warps direction (weaving direction) correspond to the direction in which the rubbing roller is rotated, the pile contacts small irregularities on the object of rubbing treatment and vibrates to cause alignment specks in rows in the alignment layer.
Thus, in conventional methods, when cutting off rubbing cloths from raw woven fabric, it is necessary to cut them at a little angle from the warp direction (weaving direction) with allowing for the above described deviation. However, it causes a problem of increased loss of fabric.
When a natural fiber such as cotton is used for one or both of the ground warps and ground wefts of a rubbing cloth, it cannot be usually done to completely remove cotton waste such as withered stalk, leaf and petal in the manufacturing process because the fiber used therein is a natural fiber. As the result, the natural fiber containing cotton waste is woven as it is. If a rubbing cloth wherein cotton waste remains in the ground sheet is used for rubbing treatment process, the surface of alignment layer is injured by the cotton waste which fell on the surface or by change of total thickness. As the result, the uniformity of display characteristic is decreased, which is the most important characteristic for liquid crystal display panels. When a short fiber such as cotton is used for ground yarns, the weaving processability is decreased because it is apt to appear nap compared with a long fiber. As the result, there is a limitation of diameter of fiber used for ground yarns, and it is difficult to increase the density of pile in a warp direction of the specified woven texture. Furthermore, the elongation by stress is large. Especially, in manufacturing process of liquid crystal display panels under moist state, the elongation is remarkably large.
There is also some problems regarding to dimensional instability when a natural fiber is used for a rubbing cloth. Concretely, the problems are concerning that the sheet elongates through rubbing treatment process and that the dimension of sheet is changed after cutting process.
In the liquid crystal display devices which were formed of substrates whose alignment layers were rubbing-treated with a rubbing cloth of velvet fabric, non-uniform brightness may sometimes occur in the direction parallel to the rotation axis of rubbing roller. It is reported that one of the causes of the occurrence of non-uniformity is the elongation of velvet and slackening of sheet (refer to Japanese Patent No. 3209328).
In the manufacturing process of liquid crystal display panels, there are many cases that the relative humidity in the atmosphere is set rather high (about 60% or more) to decrease the generation of static electricity in order to prevent static damage to the TFT elements. On the other hand, in rubbing cloth used at present, there are many cases that cupra rayon is used as the fibers of ground cloths. The cellulose fibers such as cupra rayon and viscose rayon are easy to elongate in a high humidity condition rather than hydrophobic synthetic fibers (refer to “Textile Basic Engineering [I]”, p55, published by The Textile Machinery Society of Japan on Jul. 30, 1969). The elongation is a problem which is difficult to be solved.
In a cutting process of the rubbing cloth, it is very important to exactly cut it at a desired angle to the warps direction. In the prior arts, the cutting process is conducted on the assumption that the wefts intersect the warps at right angles. However, a texture curving frequently occurs in a finishing processes such as desizing and refining processes and resin-coating processes to the back side of the cloth. The texture curving particularly occurs near the both selvedges of cloth. This seems to be one of causes that the alignment properties of the rubbing treated liquid crystals are different between lots of the rubbing cloths.
Furthermore, after the rubbing cloth was cut, it is very important that the length of the rubbing cloth is not changed in its longitudinal direction because the rubbing cloth is fastened on peripheral surface of rubbing roller with a double-sided adhesive tape. Concretely, after the rubbing cloth was wound around the rubbing roller, the shrinkage of the rubbing cloth causes an opening on the joining part, or the elongation causes an overlap on the joining part or a slack of the cloth. These cause partial rubbing faults.
For manufacturing a rubbing roller, a raw woven fabric is made by using a weaving machine at a predetermined weaving width, and the raw woven fabric is cut into a desired size which fits with the size of a roller, and then it is fastened on surface of the roller with a double-sided adhesive tape. As a method of cutting the raw woven fabric in the above processes, a press cutting is conventionally done at ambient temperature. When the press cutting is done, there is a case that pile near the cutting portion comes off and falls on the cloth even if acrylic resin or polyvinyl acetate resin was coated on the back of the rubbing cloth wherein the back has no pile. Furthermore, even if the pile which came off and fell was removed, there is a case that the pile further comes off and falls during the rubbing process when the warps or wefts on the edge have frayed. These fibers which fell or frayed, contact to the alignment layer surface in the rubbing process. As the result, the alignment layer is injured, and the uniformity of display characteristic may be decreased, which is the most important characteristic for liquid crystal display panels.
Especially, the problems frequently occur when the rubbing cloth is cut in the direction not parallel to the textile direction (the warp direction). Such cutting in the direction not parallel may be necessary when the rubbing cloth is fasten on the rubbing roller with the best direction of inclination of the pile.
An object of the present invention is to provide a rubbing cloth which has no problem such as a fault due to resin impregnation and no limitation of the pile material and which comprises a pile with a stable inclination in a velvet texture.
Furthermore, an object of the present invention is to provide a rubbing cloth which can eliminate adverse influences due to cotton waste on alignment layer surface and necessity of long time for removing cotton waste, and wherein the elongation and dimensional change of cloth hardly occur in a high humidity condition.
Furthermore, an object of the present invention is to provide a rubbing cloth wherein falling of pile waste and fraying of the warps or wefts are few when the cloth is cut.
The present inventors directed their attention to a method of controlling the tension balance of the warps of velvet ground sheet to obtain a rubbing cloth whose pile is raised with its stable inclination. An ordinary ground sheet texture is a plane weave comprising warps and wefts wherein the tensions of the warps and the wefts are kept constant respectively. Furthermore, the tension of the warps is set almost the same as that of the wefts to make the cloth construction isotropic. However, for example, if the tensions of warps are alternated at optional predetermined intervals, the wefts interwound with the warps become to be in up and down bumpy form, and as the result, pile yarns which were woven to the ground sheet in such a manner as to wind itself around the wefts are inclined in the warp direction.
That is, one of the present invention is a rubbing cloth for use in manufacturing liquid crystal display panels which consists of a velvet fabric having
Furthermore, the present inventors directed their attention to a method of alternating the feed amounts of warps of velvet ground sheet at optional predetermined intervals to obtain a rubbing cloth whose pile is raised with its stable inclination. Concretely, if the feed amounts of warps in weaving process are alternated to be lager/smaller, the wefts interwound with the warps become to be in up and down bumpy form, and as the result, pile yarns which were woven to the ground sheet in such a manner as to wind itself around the wefts are inclined in the warp direction.
That is, one of the present invention is a rubbing cloth for use in manufacturing liquid crystal display panels which consists of a velvet fabric having
These inventions can provide a stable inclination of pile not by means of resin treatment and heat brushing, but by control of the cloth construction itself. Consequently, the rubbing cloth does not have limitation of the pile material nor problem such as fault due to conventional resin impregnation. In these inventions, the pile yarns are inclined in the warp direction relative to the normal line to the ground sheet surface, and the inclinations of the pile yarns are caused by alternating the tensions or feed lengths of the warps.
In the rubbing cloth, the inclination angle of pile is stably controlled. If such rubbing cloth is used for manufacturing a liquid crystal display panel, it is possible to improve the uniformity of alignment in the liquid crystal display panel, and as the result, the picture quality of display device is remarkably improved.
Furthermore, the present inventors found that it is effective to use hydrophobic synthetic fibers one or both of the warps and the wefts of ground texture in the rubbing cloth.
That is, one of the present invention is a rubbing cloth for use in manufacturing liquid crystal display panels which consists of a velvet fabric having
This invention can eliminate adverse influences due to cotton waste on alignment layer surface and necessity of long time for removing cotton waste by using hydrophobic synthetic fibers as one or both of the warps and wefts of ground texture. Additionally, This invention can reduce the tendency of elongation of the rubbing cloth in manufacturing liquid crystal display panels because hydrophobic synthetic fibers hardly elongate in a high humidity condition. Furthermore, it can reduce the tendency of dimensional change and texture curving of the rubbing cloth after cutting.
That is, one of the present invention is a rubbing cloth for use in manufacturing liquid crystal display panels which consists of a velvet fabric having
This invention can reduce the falling of pile waste and fraying of the warps or wefts when the rubbing cloth is cut in a desired size because the edge surface of rubbing cloth was melt treated. Consequently, if such rubbing cloth is used, it is possible to reduce the adverse influences to alignment layer surface in manufacturing a liquid crystal display panel.
As shown in FIG. 1( a), the texture of velvet is formed of a ground sheet texture 11 and a pile 12 interwoven to the ground sheet texture 11. The ground sheet texture 11 is woven by using warps 14 a, 14 band 14 b′ fed from a twin beam and the weft 13. In the ground sheet texture of the rubbing cloth, it is important to use a hydrophobic synthetic fiber such as polyester fiber for either one of or both of the warps and the wefts.
FIG. 3 is a trace over a micrograph of the cross section (cross section where the warp 14 aat a high tension can be seen) of the texture of velvet of this invention. This figure shows a state that the wefts are pushed up onto another and lie on top another, and it can be confirmed that the pile yarns are held inclined by the wefts. The angle of the pile yarns" inclination can be controlled by, for example, the level of difference between the tensions of warps, the level of difference between the feed amount of warps, the density of wefts and the thickness of the wefts. This inclination is physically provided by the texture of cloth. The angle of the inclination is kept fixed as long as the standards of the cloth are not changed and does not return to the original one even if the cloth is heat treated, washed, etc. after weaving.
As the highly shrinkable synthetic fibers, synthetic fibers (e.g., polyester fibers) having shrinkage of 10% or more (130 to 150° C., dry) or boiling water shrinkage (BWS) of 8% or more are preferable. Use of a highly shrinkable synthetic fiber for the ground yarn offers the advantage that it allows the texture to be much closer because the ground yarn is shrunk by heat treatment after weaving. When gaps appear among pile in a rubbing cloth for use in manufacturing liquid crystal display panels, there is a possibility that the gaps cause unevenness of rubbing. Thus, it is better that the texture is much closer. This method makes it possible to form a closer texture beyond the limit of weaving with a weaving machine. This point is one of the noticeable characteristics of the method.
The pile yarns preferably consist of synthetic fibers having an electric resistivity of 108Ωcm or more and 1010Ωcm or less. One or both of the warps and wefts which constitute the ground sheet preferably comprise conductive synthetic fibers having an electric resistivity of 10−2Ωcm or more and 106Ωcm or less. Static electricity generated in the step of rubbing alignment layers may cause damage to the TFT elements of liquid crystal display panels. Thus, it is necessary to cause leak of the generated static electricity outside to prevent the accumulation of the static electricity. For example, if Thunderon (registered trade mark, Nihon Sanmo Dyeing Co., Ltd.) which is a copper sulfide fiber having an electric resistivity of 10−2Ωcm or more and 100Ωcm or less, or a conductive fiber with carbon powder mixed thereinto which has an electric resistivity of 10−2Ωcm or more and 106Ωcm or less, or Beltron (registered trade mark, Kanebo Ltd.) which has an electric resistivity of 100Ωcm or more and 106Ωcm or less is used, leak of the generated static electricity can be caused by corona discharge to produce effect of reducing the accumulation of the static electricity. Coating the back side of the velvet with a conductive resin with carbon powder mixed thereinto also produces the effect of reducing static electricity. The combination of a conductive fiber and a conductive resin produces a greater effect.
In cutting rubbing cloths, it is extremely important to cut them precisely at a desired angle to the warp (refer to Japanese Patent No.3155177). If the ground sheet texture of rubbing cloth is in a single color, it is difficult to set the cutting angle to the warp accurately. In the present state, the cutting is performed on the assumption that the weft is at right angles to the warp, however, there often occurs texture curving in conventional rubbing cloth, and this is probably one of the factors that cause unevenness in alignment characteristics of liquid crystal display panels between lots.
Accordingly, it is important to use a material hard to deform due to temperature and humidity for the ground sheet texture of rubbing cloth. In order to make it easy to cut rubbing cloths precisely at a significant angle, there is a preferable embodiment wherein among the ground yarns which constitute the ground sheet, some ground yarns are colored yarns having a different color from other ground yarns, and the colored yarns are present at optional predetermined intervals so that the ground sheet texture has different colors at optional predetermined intervals. As the colored yarns, for example, black conductive synthetic fibers containing carbon powder can be used.
In case that hydrophobic synthetic fibers are used, a velvet fabric can be used as the rubbing cloth. The velvet fabric comprises a ground sheet and pile yarns of raised fibers woven to the ground sheet. The pile yarns may be long fibers or short fibers. As the velvet texture used for the rubbing cloth, a velvet fabric comprising a fast pile shown in FIG. 7 (12=pile, 13=warp 14=weft) is commonly used. Furthermore, a velvet fabric comprising a V-shaped pile (cut pile) shown in FIG. 8 (12=cut pile, 13=warp 14=weft) is also used. In the present invention, hydrophobic synthetic fibers are used for one or both of the warps and wefts of the ground texture in the velvet fabric, and as the result, the effects above stated can be obtained.
The case that the edge surface of the cloth is melt treated, is explained as follows. In this case, it is preferable to use thermoplastic or hot-melt fibers such as polyester fibers for one or both of the warps and wefts.
FIG. 12 is a trace over an electrical micrograph of the cross section, which was cold press cut, taken almost parallel to the ground yarns of velvet fabric consisting of the texture in FIG. 1. FIG. 13 is a trace over an electrical micrograph of the cross section, which was melt press cut (i.e., melt treated), of the same velvet fabric in FIG. 12. Concretely, FIGS. 12 and 13 are prepared based on electrical micrographs of the cross sections of rubbing cloth 1 after cold cut or melt press cut in Example D1 described latter.
As the melt treatment for a rubbing cloth, there are at least two preferred embodiments. One of them is an embodiment comprising use of a heated cutting blade. Concretely, a cutting blade is maintained at a high temperature, and a rubbing cloth is press cut by using the cutting blade to melt the edge surface while cutting. Another one of them is an embodiment comprising use of a laser irradiation. Concretely, the laser irradiation can increase the temperature of fibers to cut them while melting. Furthermore, there is a method wherein a rubbing cloth is cold cut and then the melt treatment is conducted by heating the edge surface, i.e., the cut surface, as an after treatment.
The temperature of melt treatment may be optionally set in accordance with the kinds of ground yarns, ground texture and pile yarns. In the embodiment wherein the cutting blade is heated, the temperature of the blade is preferably in a range from 50° C. higher than the melting point of ground yarn to 20° C. lower than the melting point of ground yarn. Furthermore, in view of saving the time for cutting, the temperature is more preferably in a range from 15° C. higher than the melting point of ground yarn to 10° C. lower than the melting point of ground yarn. In the embodiment comprising use of a laser irradiation, it is unnecessary to set a temperature because the edge surface of the cloth is suddenly molten by the laser irradiation.
In case that the edge surface of cloth is melt treated, for example, polyester fibers, polypropylene fibers, polyamide fibers, polyethylene fibers, polyvinylchloride fibers, polyvinylidenechloride fibers, vinylon fibers, fluorine fibers and aramide fibers can be used for the warps and wefts of ground sheet of rubbing cloth. Especially, when thermoplastic or hot-melt fibers are used for ground yarns, the edge surface can be welded by the melt treatment, and as the result, the falling of pile waste and fraying of the warps or wefts become to be few.
In the texture of rubbing cloth (raw woven fabric) stated above, the coming off and fraying of pile yarns can be completely prevented, if the warps and wefts of ground cloth are consisting of thermoplastic or hot-melt fibers, and the edge of the rubbing cloth is heat treated at the time or after the cutting process of the rubbing cloth to be a desired size.
Test pieces were prepared by cutting a velvet cloth to 5 cm wide and 30 cm long in such a manner that the cutting angle to the warp is 0, 5, 10, 15, 30 and 45 degrees. Elongation of each test piece at each angle both in the standard state and in the moist state was measured while applying 5 kg of tensile stress to each test piece. The elongation of the ground sheet texture (particularly humidity dependency and anisotropy) is known from this measurement.
The results show that when applying 5 kg/5 cm of stress to test pieces in the standard state, there was not a large difference in elongation of Examples A1 and A2, which were cut at an angle of up to 10 degrees, from the sample for comparison. However, there was apparently a significant difference of Examples A1 and A2, which were cut at an angle of 15 degrees or more, from Comparative Example A1. For Examples A1, which used polyester fiber for the ground yarn, in the moist state, the elongation was apparently small compared with Comparative Example A1 using cupra. The results also show that in each case, Example A2, which used a highly shrinkable fiber for the wefts, was hard to elongate compared with Example A1. Consequently, in Examples A1 and A2, and Comparative Example A1, superiority in dimensional stability as a rubbing cloth is: Example A2>Example A1>Comparative Example A1.
After weaving, the woven fabric was set at 150° C. and passed through the ordinary finishing steps of, for example, de-sizing scouring, drying and back resin treatment, and a rubbing cloths (velvet fabrics) were obtained.
Evaluation was made for the level of static electricity generated in the rubbing cloths of this invention. First, the alignment layers of a liquid crystal display panel were rubbed with each rubbing cloth at a humidity of 60%. Evaluation was made for the static electricity generated on the rubbing roller during the rubbing treatment by measuring the voltage while setting the depth of bite (d in FIG. 5) to 0.5 mm.
The sample of Example A9 was obtained by backing the back side of the sample of Example A7 with a conductive resin obtained by mixing carbon particles (powder) into the resin in the same manner as Example A8. In the sample of Example A9, the effect of decreasing static voltage was most noticeable. This is because static electricity is more rapidly set free toward the above conductive resin and discharged from the entire back side of the rubbing cloth.
Rubbing cloths in accordance with this invention were produced under the weaving conditions shown in Table 5 and the inclination angle of each material"s pile (the angle to the direction perpendicular to the ground sheet weave) was measured, as described below.
The inclination angle of the pile was measured for each of the rubbing cloths of Examples B1 to B4 produced under the above described conditions. The measured results are shown in Table 5. The results confirmed that different inclination angles could be obtained just by thinking out the texture. The inclination angle was obtained by measuring the inclination angle in the direction along the warp to the normal line to the ground sheet surface. Specifically, the chief factors that determine the inclination angle of the pile are the feed amount of the ground warps and the resultant difference in tension between the ground warps, the thickness of the ground weft, and the density of the ground weft (the density of the ground weft has an upper limit depending on its thickness). This confirmed that controlling the above factors made it possible to weave repeatedly and stably fabric whose pile has the same inclination angle.
Further, the state of rubbing line development was evaluated by the method shown in FIG. 5. Specifically, the rubbing cloths of Examples B1 to B4 were wound around and stuck to the respective stainless rubbing rollers 1 having a diameter of 50 mm with a double-sided adhesive tape, a solution of polyimide precursor was applied to glass substrates of 10 cm square by the printing method, each of the glass substrate 5 with an alignment layer of polyimide deposited on its surface by heating to 200 to 300° C. was fixed on a moving stage 6, the depth of bite by the rubbing roller was set to 0.5 mm, and rubbing was performed while allowing the moving stage 6 to move in the direction shown by the arrow at a speed of 30 mm/sec. The number of revolution of the rubbing roller was 1500 rpm. As a result, with any one of the rubbing cloths an alignment layer was obtained which was uniform and had decreased number of rubbing lines.
Rubbing cloths in accordance with this invention were produced using a triacetate or polyester fiber for the pile yarn and a highly shrinkable yarn for the ground warp whose feed amount was small and the inclination angle of each material"s pile was measured, as described below.
In Example B5, weaving was performed using polyester 2-ply yarn of 56 decitex for the ground warps while setting the length of the warp whose feed amount was large to 280, where the length of the warp whose feed amount was small was let to be 100. As for the tension of the warps, it was 104 g to 110 g for the former while 65 g to 70 g for the latter. For the pile yarn was used triacetate 2-ply yarn of 84 decitex. After weaving, the woven fabric was set at 150° C. and passed through the ordinary finishing steps of, for example, de-sizing scouring, drying and back resin treatment before finished. Thus a rubbing cloth (velvet) was obtained.
In Example B6, weaving was performed using highly shrinkable polyester 2-ply yarn of 56 decitex (boiling water shrinkage is 35%, JISL-1013) for the ground warp whose feed amount was small while ordinary polyester 2-ply yarn of 56 decitex, which was less shrinkable, was used for the ground warp whose feed amount was large. The feed amount of the latter was set to 120, where that of the former was let to be 100. As for the tension of the warps at the time of weaving, it was almost the same, 100 g to 110 g, for both yarns. For the pile yarn was used triacetate 2-ply yarn of 84 decitex. After weaving, the woven fabric was heat treated at 150° C. for 5 minutes. When heat treated, the fabric was overfed by 12% in the direction of its length and subjected to tentering by 2%, and then passed through the ordinary finishing steps before finished. Thus a rubbing cloth was obtained. In this Example B6, the ratio of the yarn length was changed by heat treating the highly shrinkable polyester 2-ply yarn to allow the same to shrink so that the pile was provided with a inclination.
In Example B7, a rubbing cloth was produced following the same finishing steps as those of Example B5, except that polyester 2-ply yarn of 84 decitex was used for the pile.
The inclination angle of the pile was measured for each of the rubbing cloths of Examples B5 to B7 produced as described above. The measured results are shown in Table 6. These results confirmed that the pile could be provided with a stable inclination irrespective of whether its material was a natural fiber or a synthetic fiber or a semi-synthetic fiber. The result of Example B6 confirmed that using a highly shrinkable fiber to allow the woven fabric to shrink produced the same effect as that obtained by positively changing the feed amount of the ground warps.
Rubbing cloths (velvet fabrics) in accordance with this invention were produced using a polyester, nylon or polypropylene fiber for the ground yarn and the elongation of each material was measured, as described below. The velvets were all woven in accordance with the weave shown in FIG. 7.
In Example C1, polyester fiber ply yarn of 56 decitex in which the number of preliminary twist was 900 T.P.M. and that of final twist was 600 T.P.M. was used for the ground warp and polyester fiber yarn of 84 decitex was used for the ground weft. The density of the ground warp was 23 yarns/cm while the density of the ground weft was 44.5 yarns/cm. For the pile yarn was used 2-ply triacetate finished yarn of 84 decitex. Velvet with a pile length of 1.8 mm was woven and finished by ordinary finishing process, and the side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth.
In Example C2, nylon fiber ply yarn of 56 decitex in which the number of preliminary twist was 900 T.P.M. and that of final twist was 600 T.P.M. was used for the ground warp and nylon fiber yarn of 56 decitex was used for the ground weft. The density of the ground warp was 23 yarns/cm while the density of the ground weft was 52 yarns/cm. For the pile yarn was used 2-ply triacetate finished yarn of 84 decitex. Velvet with a pile length of 1.8 mm was woven and finished by ordinary finishing process, and the side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth.
In Example C3, polypropylene fiber ply yarn of 56 decitex in which the number of preliminary twist was 750 T.P.M. and that of final twist was 450 T.P.M. was used for the ground warp and polypropylene fiber yarn of 56 decitex was used for the ground weft. The density of the ground warp was 23 yarns/cm while the density of the ground weft was 45 yarns/cm. For the pile yarn was used triacetate finished yarn of 84 decitex. Velvet with a pile length of 1.8 mm was woven and finished by ordinary finishing process, and the side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth.
In Comparative Example C1, a velvet with a rayon pile was prepared which is being marketed by Asahi Chemical Industry Co., Ltd. for liquid crystal rubbing use and uses cuprammonium rayon yarn for the ground yarn. The velvet is said to use viscose rayon yarn of 84 decitex for the ground warf and viscose rayon yarn of 66 decitex for the ground weft.
In each of the rubbing cloths of Examples C1 to C3 and Comparative Example C1 obtained as described above, the pile was arranged in parallel with the ground warp. It is reported that when an alignment layer is treated by rubbing, preferably a rubbing roller is rotated with an angular deviation of 3 to 45 degrees from the warp of the ground sheet of the rubbing cloth (Japanese Patent No. 3209328).
Test pieces 5 cm wide and 30 cm long were obtained by cuffing the rubbing cloths of Examples C1 to C3 and Comparative Example C1 in the warp direction and at an angle of 15 degrees to the warp direction. Then 5 kg of tensile stress was applied to each of the test pieces in the standard state and in the hygroscopic state to measure its elongation. The measurements show the elongation of the ground sheet weave (particularly the humidity dependency and anisotropy of the weave). The measured results are shown in Table 7.
The results show that in any one of the test pieces obtained by cutting the rubbing cloths of Examples C1 to C3, each employing a hydrophobic synthetic fiber yarn for the ground yarn, in the warp direction and at an angle of 15 degrees from the warp direction, both the elongation in the standard state and in the moist state (A, B) were small. The ratio (B/A) was in the range of 1.02 to 1.09, which indicates that the increase in elongation in the moist state was also small. On the other hand, the results show that the test pieces obtained by cutting the rubbing cloth of Comparative Example C1, which employed cuprammonium rayon yarn for the ground yarn, were easy to elongate in the moist state, and especially the test piece obtained by cutting the rubbing cloth diagonally was easy to elongate by the application of stress.
In Example C4, polyester fiber yarn of 56 decitex in which the number of preliminary twist was 900 T.P.M. and that of final twist was 600 T.P.M. was used for the ground warp and polyester fiber yarn of 84 decitex was used for the ground weft. The density of the ground warp was 23 yarns/cm while the density of the ground weft was 45.5 yarns/cm. For the pile yarn was used 2-ply cotton yarn of No. 60 comber. Velvet with a pile length of 1.8 mm was woven and finished by ordinary finishing process, and the side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth.
The fabrics of Example C4 and Comparative Example C1 were press cut to 468 mm across the length thereof and 1200 mm across the width thereof using a Thomson cutter blade made of steel material by Nakayama Steel Works, Ltd. As treatment given before the rubbing cloth was stuck on a rubbing roller, an inspection and removal of cotton debris and other impurities on the surface of the rubbing cloth were carried out. As a result, the rubbing cloth of Example C4 had the smallest possible amount of impurities. Thus the operating time was decreased to one sixth of that of Comparative Example C1 and the operation was considerably rationalized
First, a rubbing cloth having the weave shown in FIG. 1 was produced. For the ground warp was used polyester fiber 2-ply yarn of 56 decitex, for the ground weft polyester fiber 2-ply yarn of 84 decitex, and for the pile yarn 2-ply cotton yarn of No. 60 comber. A velvet with a pile 2.5 mm in height was woven. The density of the ground weft was 75 yarns/cm. The side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth 1. Then, a cutter blade 1 mm thick, which was made of S50C steel by Nakayama Steel Works, Ltd. and whose cutting edge was tapered at 35 to 40 degrees, was prepared and the rubbing cloth was melt cut almost parallel to the ground warp with the cutter blade having been provided with heat by energizing a heater. The temperature of the cutting edge at this cutting operation was 265±5° C.
First, a rubbing cloth having the weave shown in FIG. 7 was produced. For the ground warp was used polyester fiber 2-ply yarn of 56 decitex, for the ground weft polyester fiber 2-ply yarn of 56 decitex, and for the pile yarn triacetate 2-ply yarn of 84 decitex. A velvet was woven and the side of the fabric on which there was no pile was coated with acrylic resin to obtain a rubbing cloth 2. Then, a cutter blade, which was the same type as that of Example D1, was prepared and the rubbing cloth was melt cut almost parallel to the ground warp and at an angle of 15 degrees from the ground warp with the cutter blade having been provided with heat by energizing a heater. The temperature of the cutting edge at this cutting operation was 245±5° C.
First, a rubbing cloth having the weave shown in FIG. 7 was produced. For the ground warp and ground weft was used nylon fiber (nylon 6) yarn of 56 decitex (17 filaments). Ply yarn in which the number of preliminary twist was 900 T.P.M. and that of final twist was 600 T.P.M. was used for the ground warp. The density of the ground warp was 23 yarns/cm while that of the ground weft was 47.5 yarns/cm. For the pile yarn was used triacetate 2-ply yarn of 84 decitex. A velvet was woven and finished by the ordinary finishing process to obtain a rubbing cloth. Then, a cutter blade, which was the same type as that of Example D1, was prepared and the rubbing cloth 3 was melt cut almost parallel to the ground warp with the cutter blade having been provided with heat by energizing a heater. The temperature of the cutting edge at this cutting operation was 210±5° C.
First, a rubbing cloth having the weave shown in FIG. 7 was produced. For the ground warp and ground weft was used polypropylene fiber yarn of 56 decitex (24 filaments). Ply yarn in which the number of preliminary twist was 750 T.P.M. and that of final twist was 450 T.P.M. was used for the ground warp. The density of the ground warp was 23 yarns/cm while that of the ground weft was 42 yarns/cm. For the pile yarn was used triacetate 2-ply yarn of 84 decitex. A velvet was woven and finished by the ordinary finishing process to obtain a rubbing cloth. Then, a cutter blade, which was the same type as that of Example D1, was prepared and the rubbing cloth was melt cut almost parallel to the ground warp with the cutter blade having been provided with heat by energizing a heater. The temperature of the cutting edge at this cutting operation was 160±5° C.
First, a commercially available cotton rubbing cloth having the weave shown in FIG. 8 was prepared. The ground warp, ground weft and the pile yarn of this rubbing cloth were all made of cotton 2-ply yarn of No. 40. The pile length was 2.5 mm. The back side of the fabric was said to be coated with vinyl acetate resin. Then a Thomson cutting blade made of steel material by Nakayama Steel Works, Ltd. was prepared and the rubbing cloth was press cut almost parallel to the ground warp and at an angle of 15 degrees from the ground warp with the cutting blade. The temperature of the cutting edge at this cutting operation was ordinary temperature.
The edge surface of each of the rubbing cloths cut in Examples D1 to D4 and Comparative Example D1 were rubbed with a velvet and the state of pile"s falling out of the surface was observed visually.
In the rubbing cloths of Examples D1 to D4 having been melt cut, including those having been melt cut almost parallel to the ground sheet and those having been melt cut at an angle of 15 degrees from the ground warp, pile"s falling was hardly observed because their ground yarns were melt deformed.
On the other hand, in the rubbing cloth of Comparative Example D1 having been press cut at ordinary temperature, though the root of the pile was fixed to the ground sheet by the woven cloth structure and the resin coated on the back side of the fabric, at the sites where the cloth structure of the ground sheet was broken, the root of the pile was insufficiently fixed to the ground sheet and therefore a lot of pile"s falling was observed regardless of whether the cloth was cut almost parallel to the ground warp or cut at an angle of 15 degrees from the ground warp. Accordingly, use of the rubbing cloth of Comparative Example D1 may cause pile"s falling out of the cloth during the operation of rubbing an alignment layer.
It doesn"t hurt to wipe down the surface of your keys and your mouse at the same time you"re cleaning your screen, since many germs are housed on those surfaces. Using a dry microfiber cloth is always safest when it comes to removing dust.
Are there different considerations for cleaning a Mac screen versus a PC screen? In short, yes. We know that there are hundreds of different computer and monitor models to consider, but in general, screens are either backlit LED made with LCD (liquid-crystal display) pixels, or a non-LCD glass-coated surface. And just to note, some of the newer matte glass screens are nano-texture glass, which require a special polishing cloth from the manufacturer and should be cleaned with nothing else.
LCD screens are more susceptible to damage by cleaning agents, but because they’re commonly used on PC laptops and standalone computer monitors, there are lots of easy-to-use products available to clean them. It’s not that they’re hard to clean, but you’ll have to be careful and diligent so you don’t damage the surface or any of the LED elements. Any cleaners that include ammonia will leave a film. Soap and water can cause damage. It’s always safest and most effective to use an LCD cleaner free of alcohol, ammonia and acetone to clean an LCD screen, but if you need a DIY fix, you’ll be successful if you use a microfiber cloth that’s sprayed lightly with a mix of vinegar and distilled water.
Most Mac computer screens are glass-coated and can be cleaned and resolved streak-free more easily than LCD products using glass cleaners, like Windex, or a cloth lightly sprayed with rubbing alcohol. Nano-texture glass screens on products like the Apple Pro Display XDR or iMac require use of the special polishing cloth sold by Apple.
For fingerprints and smudges, spray 70% isopropyl alcohol onto a cloth, or use a pre-moistened alcohol wipe or a Clorox Disinfecting Wipe, to clean non-porous surfaces like the screen; do not use bleach.
To clean spots and streaks on the surface of the screen, mist an LCD cleaning spray onto a dust-free side of your microfiber cloth; an easy DIY solution is 1:1 parts of white vinegar and distilled water.
![]()
When it comes to cleaning flat screen televisions and monitors, most of which are LCD (including LED-backlit LCD) displays, a gentle touch and some extra care is called for.
Find your microfiber cloth. These soft, dry cloths are the same type of cloth you would use to clean your smartphone or tablet. They"re perfect for flat screens because they won"t leave any lint behind.
Gently wipe the screen with the microfiber cloth from top to bottom using a circular motion. Use the microfiber cloth to gently lift any visible dirt or grime from the flat screen. Try not to press hard on the screen if the dirt or grime doesn’t come off immediately. What not to do: Do not use paper towels, toilet paper, or old shirts as your cleaning cloth. These materials are more abrasive than microfiber cloth and may scratch the screen and leave lint residue.
Lightly spray your microfiber cloth with a few squirts of cleaning solution, just make sure not to soak it. Gently wipe the screen with the microfiber cloth from top to bottom using a circular motion. For those spots that might need extra cleaning, apply a gentle pressure and again, rub in a circular motion. Continue to use the microfiber cloth to remove any remaining smudgy oils.
If you have a second microfiber cloth on hand, wipe the screen dry. Allowing too much liquid to dry on the screen could leave streaks and you don’t want that.
If you’re feeling like a bit of spring clean, wash the frame of the screen. If the hard plastic frame needs more than a dusting with the microfiber cloth, spray some cleaning solution on the cloth and wipe it clean. Ideally, use a second microfiber cloth to wipe it dry.
When it comes to cleaning, flat-screen TVs and LCD screens require special care and a gentle touch. With the wrong technique, you can easily scratch the screen or damage the surface"s antiglare coating. Even rubbing too hard can cause pixels (the tiny dots that compose images on computer monitors and TV screens) to burn out and stop working permanently. Most household cleaning products are too harsh to use on electronic devices with LCD or OLED screens, so choose your TV cleaning strategy carefully. These tips on how to clean a TV screen will help protect your device while ridding it of dust, smudges, fingerprints, and streaks.
To avoid damage to your TV while cleaning, only use gentle products. Never wipe the screen with paper towels, abrasive sponges, or coarsely woven rags, which can cause scratches. Instead, use high-quality, finely woven microfiber cloths to clean TV screens, reco



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey