
creating a pcb for lcd touch screen manufacturer

We worked with the client to determine what they wanted to have the touch-screen display do and what it should look like. We then picked an appropriate touch-screen based on the size, resolution, and availability.
As the electronics were being designed, we also started work on the software. This is where the software commands to control the display as well as the client"s graphical interface were created.
In addition to the previous steps, we also needed to create a mounting system for the display. Since the display we chose had no mounting holes of its own, we had to design in Solidworks a cradle that both held the display and the driver board to come. This cradle would then attach to the project case. Because we have two 3D printers in-house, we were able to quickly iterate plastic prototypes until we had the ideal cradle.
Once the cradle was designed, we then worked out what hardware was needed to mount everything together. Also, we needed to create a rubber gasket based on the design parameters of the cradle and the display. This was all done in Solidworks by creating a virtual assembly of the entire project.
The cradle design dictated the size of the circuit board driver for the display. With that information now determined, the circuit board was designed.
And lastly, the display was built in-house using our surface-mount machinery and skilled technicians. Once assembled, the driver board was programmed with the custom software and tested.
A PCB is sort of like a layer cake or lasagna- there are alternating layers of different materials which are laminated together with heat and adhesive such that the result is a single object.
The base material, or substrate, is usually fiberglass. Historically, the most common designator for this fiberglass is "FR4". This solid core gives the PCB its rigidity and thickness. There are also flexible PCBs built on flexible high-temperature plastic (Kapton or the equivalent).
You will find many different thickness PCBs; the most common thickness for SparkFun products is 1.6mm (0.063"). Some of our products- LilyPad boards and Arudino Pro Micro boards- use a 0.8mm thick board.
Cheaper PCBs and perf boards (shown above) will be made with other materials such as epoxies or phenolics which lack the durability of FR4 but are much less expensive. You will know you are working with this type of PCB when you solder to it - they have a very distictive bad smell. These types of substrates are also typically found in low-end consumer electronics. Phenolics have a low thermal decomposition temperature which causes them to delaminate, smoke and char when the soldering iron is held too long on the board.
The next layer is a thin copper foil, which is laminated to the board with heat and adhesive. On common, double sided PCBs, copper is applied to both sides of the substrate. In lower cost electronic gadgets the PCB may have copper on only one side. When we refer to a double sided or 2-layer board we are referring to the number of copper layers (2) in our lasagna. This can be as few as 1 layer or as many as 16 layers or more.
The copper thickness can vary and is specified by weight, in ounces per square foot. The vast majority of PCBs have 1 ounce of copper per square foot but some PCBs that handle very high power may use 2 or 3 ounce copper. Each ounce per square translates to about 35 micrometers or 1.4 thousandths of an inch of thickness of copper.
The layer on top of the copper foil is called the soldermask layer. This layer gives the PCB its green (or, at SparkFun, red) color. It is overlaid onto the copper layer to insulate the copper traces from accidental contact with other metal, solder, or conductive bits. This layer helps the user to solder to the correct places and prevent solder jumpers.
In the example below, the green solder mask is applied to the majority of the PCB, covering up the small traces but leaving the silver rings and SMD pads exposed so they can be soldered to.
Soldermask is most commonly green in color but nearly any color is possible. We use red for almost all the SparkFun boards, white for the IOIO board, and purple for the LilyPad boards.
The white silkscreen layer is applied on top of the soldermask layer. The silkscreen adds letters, numbers, and symbols to the PCB that allow for easier assembly and indicators for humans to better understand the board. We often use silkscreen labels to indicate what the function of each pin or LED.
Silkscreen is most commonly white but any ink color can be used. Black, gray, red, and even yellow silkscreen colors are widely available; it is, however, uncommon to see more than one color on a single board.
In addition to custom LCD displays, we provide custom PCB assemblies and turnkey solutions for products that feature a Displaytech LCD. As a display manufacturer, our engineering and production staff are experienced in handling the design and manufacturing of printed circuit board assemblies for front panels, rack mount equipment, handheld devices and many other products.

All touch screen PCB is available in the wide range of sizes and capacities. For those in large commercialities, the touchscreen PCB is available in different sizes and won ’ t leave any customer interested in the matter of they are looking for the new touch in PCB or for other industrial. touchscreen PCb is available in a wide range of colors, and functionality. No matter the touch of PCB is for use, businesses in large commercialities and such places are need to have more options.
The touchscreen PCb assembly is one of the most popular types. It is scratch-resistant and easy to install in a variety of settings, and for the best performance, Alibaba.com has a wide range of touchscreen PCb assembly and types, touchscreen PCb assembly is also available. scratch-resistant and easy to repair without the degradable quality of the components, being one of the most popular types.

Breadboards are great for prototyping circuits, but they aren’t so good for actually using the thing you’re building. At some point, you’ll probably want to make a project more permanent. The best way to do that is to put it on a PCB.
In this tutorial, I’ll walk you through the process of designing a PCB layout and getting it printed by a custom PCB manufacturer. The performance of your circuit will depend greatly on how it’s laid out on the PCB, so I’ll give you lots of tips on how to optimize your design.
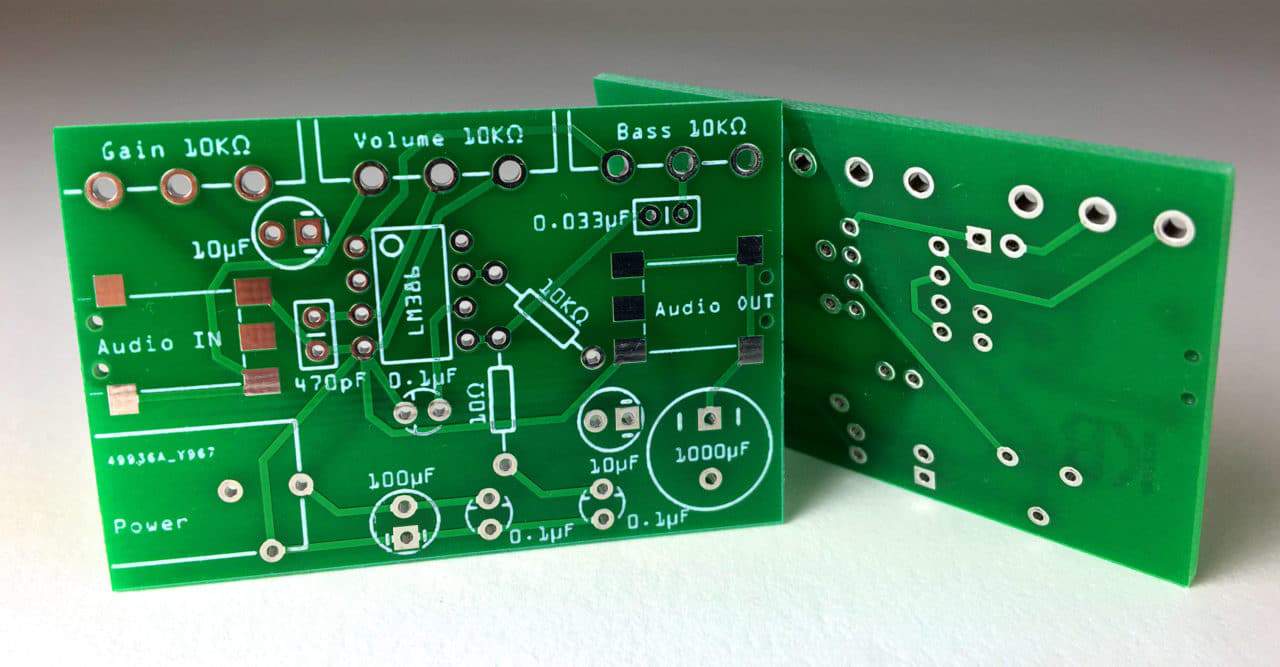
You can always etch PCBs at home with a process that’s similar to developing prints from photographic film. But that method is messy and it uses a lot of chemicals. It’s much easier (and cheaper) to get your PCB made by a professional manufacturer. To demonstrate the process, I’ll use an online service called EasyEDA to design a PCB layout for an LM386 audio amplifier, then I’ll have it manufactured and show you the results. Their free online design software is easy to use and the rates are very affordable.
Before you start designing your PCB, it’s a good idea to make a schematic of your circuit. The schematic will serve as a blueprint for laying out the traces and placing the components on the PCB. Plus, the PCB editing software can import all of the components, footprints, and wires into the PCB file, which will make the design process easier (more on this later).
It’s best to place all of your schematic symbols on the canvas before drawing any wires. In EasyEDA, schematic symbols are located in “Libraries”. The default EasyEDA library has most of the common symbols, but there are also “User Generated Libraries” with lots of other symbols:
Each schematic symbol you use needs to have a PCB footprint associated with it. The PCB footprint will define the component’s physical dimensions and placement of the copper pads or through holes. Now is a good time to decide which components you’ll be using.
The schematic symbols in the EasyEDA library already have footprints associated with them, but they can be changed if your’re using a different size or style:
To change the footprint associated with a schematic symbol, search in the “User Generated” libraries for a footprint that matches the component you’re using. Once you find it, click on the heart icon to “Favorite” it:
Now click on the symbol in the schematic editor, and paste the name of the new footprint into the “package” field in the right sidebar menu (watch the video below for a demonstration):
Once all of your symbols are placed on the schematic and you’ve assigned footprints to each symbol, it’s time to start drawing the wires. Rather than explain the details of all that in this article, I’ve made a video so you can watch me draw the schematic for my LM386 audio amplifier:
After all the wiring is done, it’s a good idea to label the symbols. The labels will be transferred over to the PCB layout and eventually be printed on the finished PCB. Each symbol has a name (R1, R2, C1, C2 etc.) and value (10 μF, 100 Ω, etc.) that can be edited by clicking on the label.
The next step is to import the schematic into the PCB editor, but before we do that, let’s talk about some things to keep in mind when designing your PCB.
Identify what each part of your circuit does, and divide the circuit into sections according to function. For example, my LM386 audio amplifier circuit has four main sections: a power supply, an audio input, the LM386, and an audio output. It might help to draw some diagrams at this point to help you visualize the design before you start laying it out.
Keep the components in each section grouped together in the same area of the PCB to keep the conductive traces short. Long traces can pick up electromagnetic radiation from other sources, which can cause interference and noise.
The different sections of your circuit should be arranged so the path of electrical current is as linear as possible. The signals in your circuit should flow in a direct path from one section to another, which will keep the traces shorter.
Each section of the circuit should be supplied power with separate traces of equal length. This is called a star configuration, and it ensures that each section gets an equal supply voltage. If sections are connected in a daisy-chain configuration, the current drawn from sections closer to the supply will create a voltage drop and result in lower voltages at sections further from the supply:
It’s not uncommon to see round, triangular, or other interesting PCB shapes. Most PCBs are designed to be as small as possible, but that’s not necessary if your application doesn’t require it.
If you plan on putting the PCB into an enclosure, the dimensions may be limited by the size of the housing. In that case, you’ll need to know the enclosure’s dimensions before laying out the PCB so that everything fits inside.
The components you use will also have an effect on the size of the finished PCB. For instance, surface mounted components are small and have a low profile, so you’ll be able to make the PCB smaller. Through hole components are larger, but they’re often easier to find and easier to solder.
The location of components like power connections, potentiometers, LEDs, and audio jacks in your finished project will affect how your PCB is laid out. Do you need an LED near a power switch to indicate that it’s on? Or do you need to put a volume potentiometer next to a gain potentiometer? For the best user experience you might have to make some compromises and design the rest of your PCB around the locations of these components.
Larger circuits can be difficult to design on a single layer PCB because it’s hard to route the traces without intersecting one another. You might need to use two copper layers, with traces routed on both sides of the PCB.
The traces on one layer can be connected to the other layer with a via. A via is a copper plated hole in the PCB that electrically connects the top layer to the bottom layer. You can also connect top and bottom traces at a component’s through hole:
Some double layer PCBs have a ground layer, where the entire bottom layer is covered with a copper plane connected to ground. The positive traces are routed on top and connections to ground are made with through holes or vias. Ground layers are good for circuits that are prone to interference, because the large area of copper acts as a shield against electromagnetic fields. They also help dissipate the heat generated by the components.
Most PCB manufacturers will let you order different layer thicknesses. Copper weight is the term manufacturers use to describe the layer thickness, and it’s measured in ounces. The thickness of a layer will affect how much current can flow through the circuit without damaging the traces. Trace width is another factor that affects how much current can safely flow through the circuit (discussed below). To determine safe values for width and thickness, you need to know the amperage that will flow through the trace in question. Use an online trace width calculator to determine the ideal trace thickness and width for a given amperage.
If you look at a professionally designed PCB, you’ll probably notice that most of the copper traces bend at 45° angles. One reason for this is that 45° angles shorten the electrical path between components compared to 90° angles. Another reason is that high speed logic signals can get reflected off the back of the angle, causing interference:
If your project uses digital logic or high speed communication protocols above 200 MHz, you should probably avoid 90° angles and vias in your traces. For slower speed circuits, 90° traces won’t have much of an effect on the performance of your circuit.
The proximity of traces to components and adjacent traces will also determine how wide your traces can be. If you’re designing a small PCB with lots of traces and components, you might need to make the traces narrow for everything to fit.
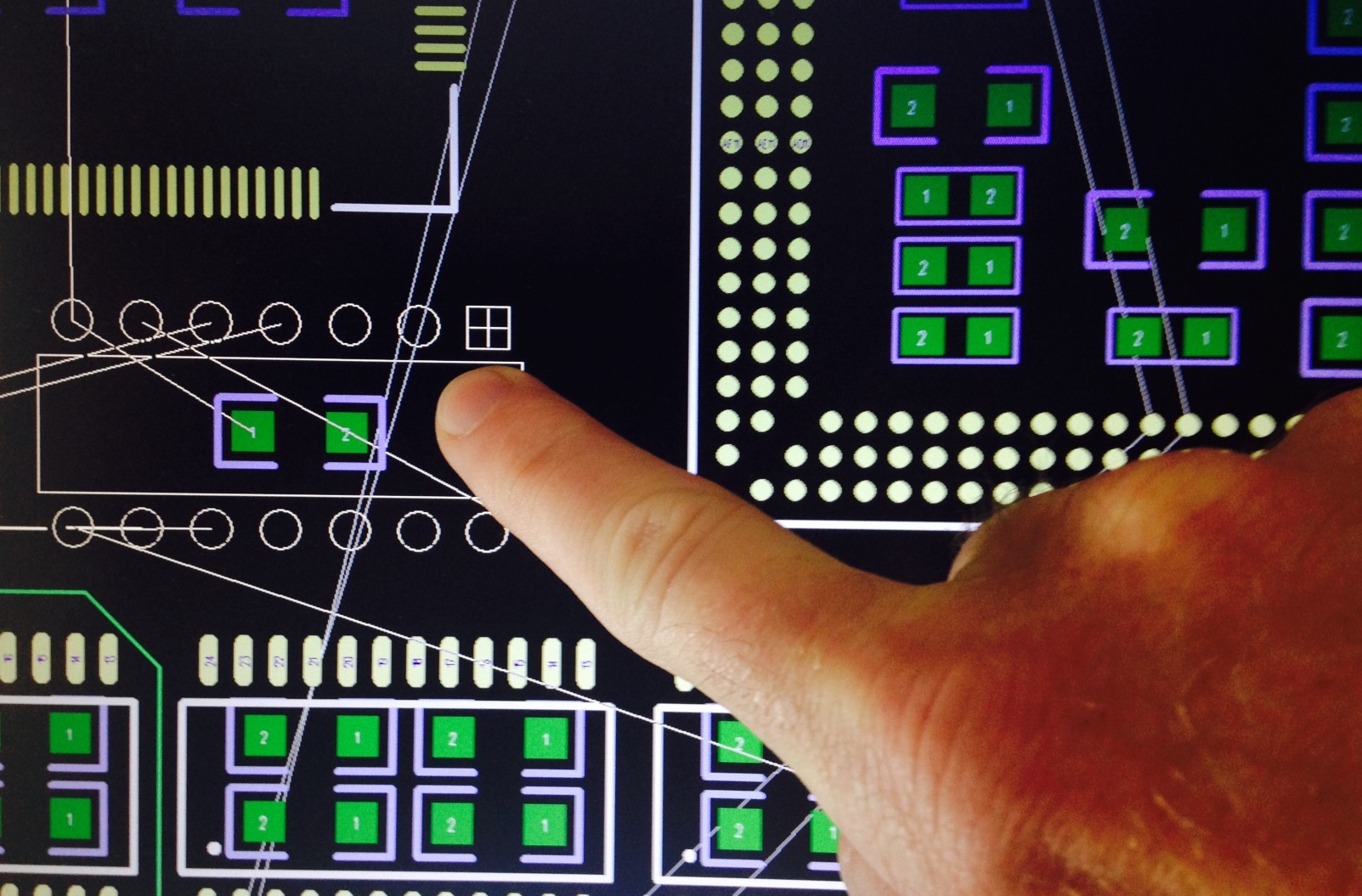
Notice the thin blue lines connecting the components. These are called ratsnest lines. Ratsnest lines are virtual wires that represent the connections between components. They show you where you need to route the traces according to the wiring connections you created in your schematic:
Now you can start arranging the components, keeping in mind the design tips mentioned above. You might want to do some research to find out if there are any special design requirements for your circuit. Some circuits perform better with certain components in specific locations. For example, in an LM386 amplifier circuit the power supply decoupling capacitors need to be placed close to the chip to reduce noise.
After you’ve arranged all of the components, it’s time to start drawing the traces. Use the ratsnest wires as a rough guide for routing each trace. However, they won’t always show you the best way to route the traces, so it’s a good idea to refer back to your schematic to verify the correct connections.
Traces can also be routed automatically using the software’s auto-router. For complicated circuits, it’s generally better to route traces manually, but try the auto-router on simpler designs and see what it comes up with. You can always adjust individual traces later.
The last thing to do before placing the order is to run a design rule check. A design rule check will tell you if any components overlap or if traces are routed too close together. The design rule check can be found by clicking the “Design Manager” button in the right side window:
Items that fail the design rule check will be listed below the “DRC Errors” folder. If you click on one of the errors, the problem trace or component will be highlighted in the PCB view:
You can specify your own settings for the design rule check by clicking the drop down menu in the upper right hand corner and going to Miscellaneous > Design Rule Settings:
At this point it’s a good idea to double check your PCB layout against your schematic to make sure that everything is connected properly. If you’re satisfied with the result, the next step is to order the PCB. EasyEDA makes this part really easy…
You can select the number of PCBs you want to order, the number of copper layers, the PCB thickness, copper weight, and even the PCB color. After you’ve made your selections, click “Save to Cart” and you’ll be taken to a page where you can enter your shipping address and billing information.
Gerber files are a set of image files that contain the patterns used to manufacture your PCB. All of the files are compressed into a single .zip file. There is a separate file for the copper traces, silk screen, and locations of drill holes and vias:
I ordered 15 PCBs for my LM386 audio amplifier circuit and the cost came out to about $15 USD. Manufacturing and shipping took about two weeks. The PCBs were well made, and I couldn’t find any defects. After I soldered on the components and tested the amplifier, it worked great. You can clone my LM386 amplifier schematic and PCB here if you want.
Making your own custom PCB is a lot of fun, and the results can be very rewarding. Hopefully this article will help you get your prototype circuit onto a PCB. Let us know in the comments if you have any questions, and let us know what PCB design projects you have planned. If you liked this tutorial and want to get more like it, be sure to subscribe!
Liquid Crystal Displays or more commonly known as LCDs are one of the most common electronic components which help us interact with an equipment or a device. Most personal portable equipment and even gigantic industrial equipment utilize a custom segment display to display data. For many portable consumer electronics, a segment LCD display is one of the biggest contributors to the overall cost of the device, hence designing a custom segment display can drive the cost down while also utilizing the display area in the most optimum manner. These displays have the lowest cost per piece, low power requirements, and a low tooling fee too.
At first thought, designing a custom segment LCD might look like a Herculean task, but trust me that it is easier than it seems. In this article, we have summarised and compared the display types and available technologies which are required to construct a custom segment LCD. We have also provided a flowchart that can act as a step-by-step guide while you design your own custom LCD. We have also provided the process we followed, a require gathering sheet we used for communicating our needs to the manufacturer, and a few other data and the quotation we received from the manufacturer.
Icons: A silhouette of any shape can be placed on the glass which enhances the ability to display data. For example, a symbol of a heart can be made to denote heart rate or an icon for a low battery to show that the battery needs to be charged. Icons are counted as a single pixel or segment and can give a lot more details than similar-sized text.
LCD Bias– It denotes the number of different voltage levels used in driving the segments, static drives (explained later in this article) only have 2 voltage levels or 2 bias voltage while multiplex drives have multiple voltage levels. For example, 1/3 will have 4 bias voltages.
LCDs utilizes the light modulating properties of liquid crystals which can be observed by using polarizing filters. Polarizing filters are special materials that have their molecules aligned in the same direction. If the light waves passing through polarisers have the same orientation as the filter, then the molecules of lights are absorbed by the filter, hence reducing the intensity of light passing through it, making it visible.
In Layman’s language, when an electric current is applied to the electrodes, i.e. to the segment line and common line, it twists the Liquid Crystals w.r.t to the polarizing filter, obstructing the light in that particular area as shown in the figure below. Hence, that area becomes darker and prominent.
A custom LCD is important for maximizing the efficiency of the display area by adding custom symbols and characters. It also helps in reducing the cost and improving energy efficiency of the product. A higher number of custom symbols and specified placement of numerical and alphanumerical characters make the display more informative and readable for the user. This makes it look better than the plain old boring displays we get in the market. Furthermore, we can specify the viewing angle, contrast, and other specifications which can increase durability or give a better value for money for our intended usage. A typical Custom Segment display is shown below, we will also show you how to design and fabricate the same further in the article.
The LCD display doesn’t emit any light of its own, therefore it requires an external source of illumination or reflector to be readable in dark environments.
While designing a custom segment LCD display, we have the leverage of choosing a lot of parameters that affect the final product. From the color of the display to the illumination technique and color of illumination as well as the type of input pins. Some important considerations we need to take while designing a custom 7 segment display are - the type of display, i.e. positive or negative, illumination method, driving technique, polarising type, and connection method. All these design criteria are explained below:
Positive and negative displays can be easily distinguished by the colour of the background and characters. Some common differences between the positive and negative displays are:
So, which one should you choose? When the displays are to be used in areas with higher ambient light, we should select positive segment LCD display as it has better visibility than negative segment LCD displays without using a backlight.
As we know that LED displays don’t emit any light, hence to illuminate it and make it visible in a dark environment, we can use different methods of illumination. The most common LCD Illumination methods are compared below:
For displays that need to be used for budget-friendly devices that should be small and rugged, LED lights are preferred for the displays due to the high durability and low cost of operations. For high brightness, CCFL and Incandescent lights can be used.
A polarizer film is the most important component of an LCD display, which makes it possible to display characters by controlling the light. There are 3 types of polarizers that can be used in the LCD display, the properties and difference are given below:
If your products need to be used with a switchable backlight, then trans-reflective reflectors are best to be used for front reflectors. If the device has to be used without backlight, then we can select a reflective polarizer for the back-panel as it gives the best contrast ratio.
Displays can be categorized into two types, passive displays, and active display, passive displays are simpler to construct as they have 2 connections at each segment, the conductors comprise of an Indium Tin Oxide to create an image, whereas the active displays use thin-film transistors (TFT) arranged in a grid. The name is due to its ability to control each pixel individually.
If your displays have fewer segments, then static LCD drive is preferred as it is easier to control and cheaper to construct, and has a better contrast ratio. But let’s say that if the number of segments in the display are more than 30-40 then a multiplex LCD drive should be preferred as it has multiple common pins, hence reducing the total number of pins required to drive the display.
Choosing a connector type!!! For the prototyping phase or if you need to connect your LCD display on a Microcontroller directly, a pin type connector is the best and most economical option you have. If you need to connect your LCD display in a final product with a high volume of production which also requires to be extremely durable, but at the same time should not take up a lot of space, a Flex type LCD Connector will work best for you
LCDs have limited viewing angles and when seen from an angle they lose contrast and are difficult to be observed. The viewing angle is defined by the angles perpendicular to the center of the display towards its right, left, up, and down which are denoted by the notations 3:00, 9:00, 12:00, and 6:00 respectively. The viewing angle of LCD can be defined as the angle w.r.t. to the bias angle at which the contrast of segments is legible.
To improve the viewing angle in an LCD, a Bias is incorporated in the design which shifts the nominal viewing angle with an offset. Another technique is to increase the Voltage, it affects the bias angle, making the display crisper when viewed from a direction.
For example, the viewing angle of a TN type TFT LCD is 45-65 degrees. Extra-wide polarising film (EWP) can increase the viewing angle by 10 degrees, using an O film polariser can make the viewing angles 75 degrees but these come at a cost of reduced contrast.
Anti-glare filters are bonded with the top polarising filters using adhesive. It improves the viewability by re-directing light waves so they don’t reflect back towards the viewer thus reducing glare. Newer materials are capable of reducing the front glare by up to less than 0.3%.
LCD Control chip or LCD driver chips can be mounted on the flex cable, display, or externally on a PCB. The placement of LCD control chip can affect the cost and size of the display. The 2 most common methods of chip placement are-Chip of Board (COB)and Chip on Glass(COG) which are described below:
COG can be used as it is cheaper and makes the assembly process simpler, but if the dimensions are a constraint, then the COB is also a viable option.
We planned to design an air quality monitoring system for which we needed a custom segment LCD panel for an air quality monitoring device. Our product needs to display the following data: 2.5-micron and 10-micron particulate matter (PM) suspended in the air; the units should be in parts per million (PPM). CO2 in the air in PPM along with total volatile organic compounds present in the air in parts per billion (PPB). To make the product more usable, we included time in 24-hour format, Temperature in ºC, Battery status, loudspeaker status, Bluetooth status, and Wi-Fi status. And for some personal touch, we also added how good the air quality in the room is by using 3 different smileys.
We realized that it was impossible to provide all these data in a generic LCD available in the market, thus decided to build a custom LCD for our project.
A step-by-step flowchart is shown below to walk you through each and every step of selecting components and getting your custom segment LCD manufactured.
We started by listing down our requirements and drew a mock-up of the display on paper. After finalizing the placement of all the segments and icons on the prototype sketch of the display, we then decided which all icons and segments have to be kept on for the whole time and which needs to be driven. Realizing that there are too many segments, characters and icons, hence we selected a multiplex drive with 8 common pins which helped us bring down the total pins from an estimated 180 pins to less than 40 pins.
Since the device was meant to be used inside houses and offices, which are more often than not well lit and protected from environmental conditions, we opted for a positive mode display. For superior contrast ratio and better viewing angle, we chose a Film Super Twisted Nematic Display (FSTN) with a drive condition of 1/8 Duty and bias of 1/4.
Usually, the displays are mounted at a height of 4.5 feet from the ground, thus the viewing direction was selected to be 12"O clock with an operating frequency of 64Hz. We selected a Transmissive polarizer for the front glass and a reflective polarizer for the rear glass so that the natural light can pass through the front panel and the display can achieve the maximum contrast without the need for backlighting and we opted for the pin type connectors as they are easy for prototyping and are suitable for harsh environment with a lot of vibrations and shocks which best suited our purpose.
In the above image of a custom display design, we sent to the manufacturer, the red lines over multiple characters indicate that all these are considered as a single segment. For the sake of simplicity, we added test like T, S, U, B to denote Text, Symbols, Units, and Battery respectively. These characters were followed by numbers to simplify communication between us and the manufacturer. For example, if we needed any particular text or symbol to remain on, we can easily specify that to the manufacturer by using the corresponding text for that segment.
We mailed our requirements to multiple LCD manufacturers, (you will find a lot of LCD manufacturers on the Internet). Most LCD manufacturers have competitive pricing, and reply within a week. A sample requirement sheet is shown above which a customer needs to fill to specify all the details to the manufacturer.
This is a sample Custom Segment LCD quotation we got from one of the manufacturers. As you can see, the cost is based on the quantity. Higher the quantity, lower the cost. Apart from the cost per quantity, there is one more component called tooling fees. Tooling fee is a one-time fee charged by the manufacturer. It is for the technical design, support, and customization of the product. Customization of PCB or tooling of LCD can drive the tooling price higher or lower.
The tooling time and cost depend on how detailed and accurate designs you sent to the manufacturer. They then send the exact dimensions and technical details of the product they will be manufacturing. Once you confirm the design, they manufacture and ship the product which might take 4-8 weeks to arrive depending on the size of the order and mode of transportation selected.
A custom segment LCD can help you personalize your product while also saving the overall cost of your product. The whole process will take you around 2-3 months, which will include the designing phase, prototyping phase, and getting your custom segment LCDs delivered to your doorstep. Higher ordering quantity will reduce the cost per piece of each unit, thus driving down the cost of your final product.

Electronics ranging from mobile devices to large-scale interactive displays rely on PCB membrane switches to create an intuitive user interface. The printed circuit boards used in these assemblies can be rigid, semi-rigid or flexible and either single-sided, double-sided or multi-layered. The overlay is the final touch, giving a PCB membrane switch the look, texture, and functionality needed for its intended application.
We have the technology and expertise to produce custom, state-of-the-art PCB membrane switches and overlays for printed circuit boards that meet your unique requirements. Our engineers work with customer-supplied printed circuit boards to design and manufacture a pcb membrane switch assembly to meet your specific requirements.
Our custom PCB assemblies may utilize fewer pieces of hardware than other designs require. With fewer components and no metal panel, PCB assembly installation time is reduced, and there are fewer inventory items that are part of the printed circuit board assembly procedure. Using fewer components and eliminating the metal panel allows the PCB assembly and LEDs to be installed closer to the back of the display lens, resulting in better visual clarity for the user.
We can provide PCB overlay membrane switch assemblies with added components on the PCB in addition to the membrane switch circuitry. This layout results in extra space on other printed circuit boards in the total assembly when space is at a premium.
Our manufacturing capabilities enable us to create full control panel assemblies in complete, ready-to-use form. Build in a few or several layers to meet your design and functionality needs. Select from a non-tactile, tactile, or mixed panel PCB membrane switch, then complete the look with your preferred material, texturing, and window size. Our team is here to assist you through each step of the design process.
Add graphics to your custom membrane switch PCB assembly using our in-house screen printed or digital printing services. Digital printing can produce many special graphic effects such as color cross-fading, halftones, and near photo quality images. We also provide services for circuit layout, CAD design, proofing, prototyping, and more.
Dyna-Graphics offers unique hybrid PCB membrane switches that, with proper design, give your products an interface offering both touch screen and membrane switch inputs in an integrated environmentally sealed package.
We laminate touch screens directly to the back side of the membrane switches or graphic overlays. These assemblies can be applied directly onto your product to provide a custom sealed interface for your display. From new product designs to retrofitting existing devices, our hybrid touch screen/membrane switches provide the capabilities, performance, and functionality you need. The applications for these hybrid switches are practically limitless!
No matter what sort of custom design you need, from the simplest to the most complex, Dyna-Graphics can build a PCB membrane switch assembly to meet your unique requirements. Our team will work with you to develop the perfect custom control module solution.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.
Dyna-Graphics is an ISO 9001:2015 certified HMI (Human Machine Interface) solutions company. Additionally, all manufactured membrane switches and overlays are RoHS Compliant.
To improve the protection of human health and the environment posed by chemicals, Dyna-Graphics is proud to be REACH compliant and conflict minerals certified.

The world is growing at a very fast pace in terms of modern technology and the effects are easily on our daily lives. Our life style has changed greatly. This technological advancement has brought many advance equipment in the world that we did not imagine about 10 years ago. The core of these equipment is electronics engineering and the nucleus is the Printed Circuit Boards (PCBs).
The PCB is something that is usually green in color and is a rigid body that holds various electronic components on it. These components are soldered upon the PCBs in the process called “PCB Assembly” or PCBA. The PCB is composed of a substrate that is made of fiber glass, the components, the copper layer that makes the traces, holes in which components are fitted and layers that can be inner layer and outer layers. At RayPCB we can deliver up to 1-36 layers for multilayer PCB prototypes and 1-10 layers for multilayer PCBs for mass production. For single sided PCB and double sided PCBs, the outer layers present but no inner layer.
The pcb substrate and components are insulated with solder mask and held together with epoxy resin. This solder mask can be green, blue or red in color as commonly found in PCB colors. Thesolder mask will allow the components to avoid short circuit with tracks or other components.
The copper traces are used to carry electronic signals from one point to the other on the PCB. These signals can be high speed digital signals or discrete analog signals. These traces can be made thick to carry power / electricity to power up components.
In most of the PCBs which are made to supply high voltage or current, there is a separate plane of ground connection. The electronic components on top layer are connected to inner GND plane or inner signals layer by means of “Vias”.
The components are assembled on the PCB to allow the PCBto function as it is designed. The most important thing is the PCB functionality. The PCB may not work even if a tiny SMT resistor is not properly placed or even if a small track is cut from the PCB manufacturer. So it is very important the components are assembledin proper way. The PCB when components are assembled is called PCBA or Assembled PCB.
The functionality of PCBs can be complex or simple depending on the specifications described by the client or user. The PCB sizes are also different depends upon requirements.
3- Solder Mask: It is the layer that is applied on top and bottom of PCB. This is used to create non-conductive region of PCB and it isolates the copper traces from each other to protect short circuit. Thesolder mask also avoids soldering on unwanted parts and assures that soldergoes on that area that is meant for soldering like holes and pads. The holes will attach the THT components on PCB while the PADs are used to hold SMT components.
PCB fabrication for components designator, like R1, C1 or some sort of description on PCB or company logo it is all made of silk screen layer. This silk screen layer provides the vital information about that PCB.
The PCBs are the majority of PCBs we see all around us in various types of devices. These are hard, rigid and solid PCBs with various thickness. The main material is the fiber glass or simple “FR4”. FR4 means “Fire Retardant – 4”. The self extinguishing property of FR-4 makes it favorable for use in many hard core industrial electronic devices. The two sides of FR-4 is laminated with thin layer of copper foil also known as copper clad laminates. Main applications where FR-4 copper clad laminates are sued in are power amplifier, switch mode power supplies, servo motor drives etc. On the other hand another type of rigid PCB circuit prototype substrate commonly used in home appliances and IT products is known as Paper Phenolic PCB. They are light weight, low density, cheap and easy to punch process. Calculators, keyboards, and mouse are some of its applications.
Theflexible PCBs are made of the substrate material like Kapton that can withstand very high temperatures while the thickness is as low as 0.005 inch. The can bend easily and are used in wearable electronics, connectors of LCD displays or laptops, connectors of keyboard and camera etc.
Alternatively another PCB base material can be used like Aluminumthat is very good at dispersing heat effectively. These types of PCBs can be used in applications requiring heat sensitive components like high power LEDs, laser diodes,ultra-thin lcd pcb etc.
THT:THT stands for“Through hole Technology”.The components with leads and wires, like resistors, capacitors, inductors, PDIP ICs, transformers, transistors, IGBTs, MOSFETS are example.
The component has to be inserted on one side of PCB and pulled by leg on other side and cut the leg and solder it. The THT components assembly is usually done by hand soldering and is relatively easy.
Before going to the actualPCB fabrication and PCB Assembly process, the manufacturer checks the PCB for any flaws or errors in the PCB that can result in malfunction. This process is called Design for Manufacturing (DFM) process. The Manufacturer must carry out these basic DFM steps to ensure flawless PCB.
1- Component LayoutConsideration: Through hole components with polarity must be checked. Like Electrolytic capacitor polarity must be checked, diode anode and cathode polarity check, SMT tantalum capacitors polarity check. ICs notch/head direction must be checked.
After performing the DFM check, the manufacturer can easily reduce the cost of manufacturing by cutting down the number of scrapped boards. This will help in quick turn around by avoiding faults at DFM level. At RayPCB we provide DFM and DFT check at circuit assembly and prototyping. At RayPCB we offer PCB OEM services,wave soldering, PCB Card testing and SMT assembly using state of the art OEM equipment.
First of all we apply thesolder paste on the areas of the printed circuit board assemblies where the components will fit. This is done by applying solder paste on the stainless steel stencil. The stencil and the PCB are hold together by a mechanical fixture and then the solder paste is applied by the applicator evenly to all opening in the board. The applicator spreads the solder paste equally. So a right amount of solder paste must be used in applicator. When the applicator is removed the paste will remain in the desired areas of PCB. The grey color solder paste is 96.5% made of tin and contains 3% of silver and 0.5% of copper and it is lead free. This solder paste will melt and creates a strong joint upon application of heat in step 3.
The second step in pcba is the automated placement of SMT components on PCB board. This is done by using pick and place robot. At the design level the designer creates a file that will be fed to the automated robot. This file has the preprogrammed X,Y coordinates of each and every components used in PCB and it identifies the location of all components. Using this information the robot will simply place the SMD devices on board accurately. The pick and place robots will pick the components from its vacuum grip and place exactly on top of solder paste.
Before the advent of robotic pick and place machines, the technician will pick the components using tweezers and place it on PCB by carefully looking at the location and avoiding any jittering hands. This resulted in high level of fatigue and eyesight weakness in technicians and resulted in slowed process of PCB assembly of SMT components. Hence the chances of mistake were high.
As the technology matured, automated robots for pick and place components eased the technicians work and resulted in fast and accurate components placement. These robots can work 24/7 without fatigue.
The third step after the components are set and solder paste applied is reflow soldering. The reflow soldering is the process where the PCBs along with the components are put on the conveyer belt. This conveyer belt then moves the PCBs and components in a big oven, which creates a temperature of 250o C. This temperature is enough for the solder to melt. The melted solder will then fix the components upon the PCB and create joints. After the PCB is treated with high temperature, it then goes in to coolers. These coolers then solidifies the solder joints in controlled fashion. This will create a permanent joint between SMT component and PCB. In the case of two sided PCBs, the PCB side which has fewer or smaller components will be treated first from step 1 to 3 as mentioned above and then comes the other side.
After the reflow soldering, there is a chance that due to some erroneous movement in PCB holding tray, the components got misaligned and may result in short circuit or open connection. These flaws are need to be identified and this identification process is called inspection. Inspection can be manual and automated.
As the PCB has the small SMT components, so visually checking the board for any misalignment or faults can result in fatigue and eye strains for technicians. So this method is not feasible for advance SMT boards due to inaccurate results. However this method is feasible for boards having THT components and lesser components density.
For the large batches of PCB, this method is feasible. This method uses the automated machine that has the high powered and high resolution cameras installed at various angles to view the solder joints from various directions. The light will reflect the solder joints in different angles according to the quality of solder joints. This automated Optical Inspection (AOI)machine is very high speed and take very short time to process large batches of PCBs.
TheX-Ray machine allows the technician to look through the PCB to see the inner layer defects. This is not a common inspection method and is only used in complex and advance PCBs. These inspection methods if not properly applied may cause rework or scrap PCB. The inspection need be done regular basis to avoid delays, labor and material cost.
The through-hole components are commonly found on many PCB boards. These components are also known as Plated through Hole (PTH). These components have leads that will pass through the hole in the PCB. These holes connect to other holes and vias by means of copper traces. When these THT components are inserted and soldered in these holes, then they are electrically connected to other hole in the same PCB as the circuit designed. These PCBs may contain some THT components and many SMD components so the soldering method as discussed above in case of SMT components like reflow soldering will not work on THT components. So the two main types of THT components soldering or prototype pcb assembly are
The manual soldering method is the common and typically takes more time than compared to automated setup for SMT. Usually one technician is designated to insert one component at a time and the board is passed on to other technician who inserts another component on the same board. So the board will move all around the assembly line to get the PTH components stuffed upon it. This makes the process lengthy and so many PCB design and manufacturing companies avoid using PTH components in their circuit design. But still the PTH components are the most favorite and common components for most of the circuit designers.
The automated version of manual soldering is wave soldering. In this method, once the PTH components are placed on the PCB, the PCB is put on the conveyer belt and is moved to specialized oven. Here a wave of molten solder is splashed on the PCB bottom layer where the components leads are present. This will solder all the pins at once. However this method is only for single sided PCBs and not for double sided because this molten solder while soldering one side of PCB can damage components on other side. After this, the pcb fabrication and assembly is moved for final inspection.
Now the PCB is ready for testing and inspection. This is the functionality test, where electrical signals and power supply is given to the PCB at the specified pins and output is checked at the specified test points or output connectors. This test requires common lab instruments like oscilloscope, DMM, function generator
This test is to check the functionality and electrical characteristics of PCB and to verify current, voltage, analog and digital signals as described in the requirements of PCB and circuit design
If any of the parameters of the PCB shows unacceptable results, then the PCB is discarded or scrapped as per the company standard procedures. Testing phase is very important because it determines the success or failure of the entire process of PCBA.
Now that the PCB is tested and declared OK from all aspects, it is time now to clean the unwanted residual flux, finger dirt and oils stains. A stainless steel based high pressure washing tool using deionized water is sufficient to clean all types of dirt. The deionized water will not damage the PCB circuit. After washing the PCB is dried by compressed air. Now the final PCB is ready for pack up and shipment.
PCB electronic products refer to the selection of competent electronicprocessing companies to help produce products in order to focus on the research and development and market development of new products. PCBA electronic product manufacturing process mainly includes material procurement, SMT chip processing, DIP plug-in processing, PCBA testing, finished product assembly and logistics distribution. Prototype pcb assembly manufacturing process is as follows:
The electronic processing factory purchaseselectronic component materials, PCB boards, and steel mesh and fixtures according to the orders placed by customers.
Material on-line production, through solder paste printing, patch, reflow soldering, AOI inspection, DIP plug-in and wave soldering and other processing links, complete the processing and soldering of PCB, there will be quality inspection in every step of processing.
The electronic processing factory carries out testing according to its own testing process, combined with the test plan provided by the customer, and repairs the discovered defective products.
After all products are produced, they are packaged and shipped according to customer needs. PCBA electronic product processing is a relatively complicated process. In the process of production, each employee needs to work together and strictly follow the production process to control the quality, meet the customer’s quality requirements, and deliver the perfect product.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Since 2001 we’ve provided product development, engineering design services, and turn-key solutions for all industries. Work with our engineers to develop the ideal display for your unique application.
For more than 20 years, Newhaven Display International has provided custom display solutions worldwide across various industries including medical, agriculture, industrial, handheld, audio/video, automotive, consumer, appliance, security, casino, military, energy, POS, test & measurement, and telecom.
Our US-based engineering staff works together to help you prototype, design, test, build, and manufacture your custom display solution to perfectly fit your application and make your product a success. Keep in mind that minimum order quantities (MOQ) and NRE may apply depending on your custom solution request.
Adjust length, position, and pinout of your cables or add additional connectors. Get a cable solution designed to make your connections streamlined and secure.
Enhance your user experience with capacitive or resistive touchscreen technology. We’ll adjust the glass thickness or shape of the touch panel so it’s a perfect fit for your design.
Easily modify any connectors on your display to meet your application’s requirements. Soldering for pin headers, boxed headers, right angles headers, and any other connectors which your display may require.
Choose from a wide selection of changes including shape, size, pinout, and component layout of your PCB to make it a perfect fit for your application.
Equip your display with a custom cut cover glass to improve durability. Choose from a variety of cover glass thicknesses and get optical bonding to protect against moisture and debris.
Custom backlight configurations can be made with voltage/input current, brightness or colors/NVIS. Perhaps it is just changing the assembly type from array to side LEDs.
We have complete control over our display products" design, manufacturing, and quality control processes. Our USA based Engineers will work with you on a prototype to validate and test your design.
Cable Customization Touchscreen Add-Ons Interface Customization Connector Customization PCB Modifications Cover Glass Additions Mounting Add-Ons Custom Backlight Keypads

Projected capacitive (PCAP) touch screens are the latest iteration of a long history of touch sensor technologies dating back decades. The usage of PCAP touch screens has risen in conjunction with the proliferation of consumer electronics, medical device advancements and more sophisticated automotive applications, creating breakthrough specializations and use cases.
A PCAP screen’s conductive grid picks up changes in capacitance, which is the mechanism behind registering a touch. Paired with different bonding techniques, surface treatments and touch controller tunings, the ability to customize PCAP touch screens has led to endless permutations of highly successful touch display products.
Resistive touch sensors register a touch when force is applied to the screen. When pressed against the screen, a finger creates an indent on a top film, which makes a connection with electrodes at the bottom of the stack. This change in resistance is how touch is recognized.
PCAP screens use two layers of electrodes (X and Y) that form a capacitive electromagnetic field around them. When a finger, stylus or other conductive object hovers or touches the screen, it results in an electric charge that enables the processing system to identify, register and respond to the signal. A finger, for example, penetrates the electromagnetic field, creating a change in capacitance.
PCAP sensors have almost completely replaced resistive touch sensors over the years due to their numerous advantages. They can support multi-touch, gestures and 3D proximity sensing, and provide superior reliability and durability. This makes them ideal for automotive, consumer, medical, and industrial applications that require more functionality than buttons and single points of contact can offer.
PCAP technology is highly customizable and can be designed to individual customer needs. Engineers can tune PCAP touch sensors for application-specific sensitivity and accuracy, using custom touch controller algorithms. These capabilities make PCAP touch sensors an ideal solution for applications with rigorous requirements.
New Vision Display has decades of experience engineering high performance standards into integrated display products. Backed by its renowned PRECI-Touch® sensors, NVD is a leading designer of PCAP touch screen solutions for some of the world’s largest original equipment manufacturers (OEMs).
Touch sensors can be designed using various substrates and stack-ups based on the customer’s environment needs. Some of the stack-ups NVD can support include:
SITO touch sensor stacks have a single ITO layer with the X-Y pattern, usually a diamond pattern, on the top surface of the substrate (glass or film). The patterning has cross bridges, made of ITO or metal, that allow the X and Y electrodes to cross. They can be further customized with a glass lens with optional back printing, optically bonded to the sensor. This design eliminates the second layer of ITO present in DITO touch panel stacks and reduces the channel-routing margin outside the active area.
This is one of the most effective PCAP stack-ups, as it offers a high degree of accuracy as well as more control of charge time and sensitivity. SITO touch panels are the preferred solution for instrument clusters in automobiles, yacht navigation controls, and other applications requiring high sensitivity and control. They are also more accurate for rugged environments, water and salt-water immunity, and use with glove or stylus.
DITO touch panel stacks have ITO layers on both sides of a glass or film substrate, with Y-patterning on the top sensing surface, and X patterning is on the bottom surface. DITO sensors are customizable with a glass lens with optional back printing, optically bonded to the sensor. They are a low-cost solution, which provides high resolution and accuracy.
OGS stack-ups are newer to the market. The cover lens and the entirety of the touch stack-up itself are contained within one piece of glass, with all patterning completed on the back surface of the cover lens.
OGS is not often recommended for many industries, since the ruggedness of the stack is concentrated on the one and only piece of glass, increasing the chance of breakage. Additional layers, while adding mass to a stack-up, also help to make those options more durable. However, the slimmer and lighter construction can be attractive to customers and useful in certain (small-sized) applications. Also, the manufacturing costs are lower because of the reduced processing and fewer materials required.
A 2-layer film touch sensor stack has X and Y electrodes patterned on two different film layers, bonded together using OCA. The Y electrodes are patterned on the top film layer, and the X electrodes are patterned on the bottom film layer. This stack is customizable with additional protective cover lens optically bonded to the sensor, with optional back printing.
This option is often used in situations where cost is a critical factor, as film-based stack-ups are less expensive than those incorporating glass. It’s also useful in curved touch applications. However, applications where users might be expected to wear polarized sunglasses should be avoided, due to the birefringence characteristics of PET films.
A 2-layer glass touch panel stack has X and Y electrodes patterned on two different glass layers, bonded together using OCA. The Y electrodes are patterned on the top glass layer, and the X electrodes are patterned on the bottom glass layer. This stack is customizable with additional protective cover lens optically bonded to the sensor, with optional back printing. This was the initial structure used for PCAP stack-ups.
The high number of processes and materials involved in manufacturing this type of touch screen increases the rate of failure compared to other options, introduces more opportunities for external cosmetic defects, and increases the thickness and weight of the touch panel. Manufacturers have largely moved on to thinner and more efficient touch screen structures with better reliability and fewer manufacturing processes.
The most evolved ITO pattern is diamond-shaped pattern. Whether the pattern is two-layered or co-planar with cross bridges is dependent upon the stack-up used.2-layer patterns:DITO stack-ups have X and Y patterns on opposite sides of the same glass or film substrate
One final point of differentiation among PCAP touch panel designs is how and where the chip is mounted. Two methods can be used:COF (Chip-on-flex:) The controller and supporting electronics are on a flexible substrate. This is the primary chip integration method used for touch sensors due to it being slim and flexible, but may not be possible for sensors larger than 15 inches.
Bonding of touch sensor and display:Optical bonding: Using an optically clear adhesive (OCA) or liquid glue to bond the touch and display components together, called optical bonding, is the optimal solution for many applications. In an optical bonding stack, air gaps are eliminated, creating a moisture and dust barrier and near-perfect optical transmission with low reflectance. This process also offers greater resistance to impacts, meaning greater overall durability.
Air gap bonding: Another option for touch and display bonding is to use a double-sided tape around the perimeter of the display. Though lower in cost than optical bonding methods, this solution has lower optical performance, higher chance of dust and moisture penetration, and reduced shock and vibration resistance. There are ways to reduce system reflectance within an air bonded module by using anti-reflective (AR) films or coatings on the air gap surfaces and/or applying display polarizers.
Optical bonding of touch sensor and cover lens:Optical bonding:Touch sensor and cover lens components are always bonded together using an OCA film or liquid glue. Currently, air gap is not used to bond the two layers together because the air gap can cause uneven touch sensitivity on the surface. Optical bonding also provides near-perfect optical transmittance with reduced reflection.
NVD is one of the most trusted PCAP touch sensor manufacturers with decades of experience serving major OEMs across all markets. Our PRECI-Touch® solutions are known for their performance in some of the most challenging applications and can be customized to your unique application requirements. We also provide full integration with custom LCD/OLED displays, cover lenses, and peripherals.
For more information on our PCAP technology capabilities, or to discuss your project with our experienced sales and engineering staff, contact New Vision Display today.
Ready to get started or learn more about how we can help your business? Call us at +1-855-848-1332 or fill out the form below and a company representative will be in touch within 1 business day.
Important technical improvements of LCD, such as LED backlighting and wide viewing Angle, are directly related to LCD. And account for an LCD display 80% of the cost of the LCD panel, enough to show that the LCD panel is the core part of the entire display, the quality of the LCD panel, can be said to directly determine the quality of an LCD display.
The production of civil LCD displays is just an assembly process. The LCD panel, the main control circuit, shell, and other parts of the main assembly, basically will not have too complex technical problems.
Does this mean that LCDS are low-tech products? In fact, it is not. The production and manufacturing process of the LCD panels is very complicated, requiring at least 300 process processes. The whole process needs to be carried out in a dust-free environment and with precise technology.
The general structure of the LCD panel is not very complex, now the structure of the LCD panel is divided into two parts: the LCD panel and the backlight system.
Due to the LCD does not shine, so you need to use another light source to illuminate, the function of the backlight system is to this, but currently used CCFL lamp or LED backlight, don’t have the characteristics of the surface light source, so you need to guide plate, spreadsheet components, such as linear or point sources of light evenly across the surface, in order to make the entire LCD panel on the di



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey