
custom lcd display xyzprinting price

Once it’s recognized that a custom display will be a better design and lead to a lower overall system-level cost it’s time to dive into the actual tooling costs.
There are many factors that go into determining the upfront tooling. There’s also due diligence to be performed prior to making this commitment to ensure that this new custom display supplier will effectively support you over the long term.
Customization can either be semi-custom or fully custom. Semi-custom is where some attributes of a standard product are modified to fit the application. In contrast, fully custom is where the design is started from scratch and each component is designed from the ground up.
Semi-custom is typically the preferred option to start with. And in the case of color TFT, it’s typically the only option, as the TFT panel comes with a significant tooling and minimum order quantity (MOQ) such that the customization costs outweigh the drawbacks of using the closest standard TFT glass platform available.
b) Custom color TFT displays— the bulk of this cost comes from the TFT glass cell at $70K–$200K depending on the type of TFT cell used (standard TN or IPS). The balance of the module is an additional $5,000 – $15,000.
f) Touch panels— resistive touch panels cost approximately $2,500, while capacitive touch panels can range between $4,000 and $10,000. If a standard capacitive touch sensor can be used, and only a custom top surface is customized, the tooling can be reduced to only $1,500.
g) Backlights— monochrome display backlights are less complex and cheaper to tool at $2,000 – $4,000. The color counterpart, due to its high brightness requirement, will run between $4,000 and $10,000.
Now that we’ve reviewed some of the costs associated with custom displays, here are some tips you can use to make sure that you move forward with the right partner that will then support this custom display for the long term.
Many LCD display manufacturers try to accommodate all order volumes they receive. While this allows them to serve a wider range of customers, it makes them less specialized for serving certain types of customers. As a result, your specific production volumes may be prohibitively expensive.
Seek out a display manufacturer who is optimized to handle your specific production needs for LCD displays. This is necessary to get the display for the right cost and the appropriate level of support.
Always start with a semi-custom approach. Use the available standard products to base the new design on, and then keep modifying as needed. This results in the lowest tooling costs and an easier design process. And in the case of color TFT, unless you are developing the next iPhone, design your display based on one of the standard glass platforms readily available. Then from there, redesign the backlight and the mechanical and electrical interface for your specific application.
Behind every great company are happy customers. Find out whether your supplier has them. Make sure that when this experience is handed off from your supplier’s sales and design team, the production team is just as good and accommodating. This can be accomplished through references and audits.
Initiating a successful relationship for a new custom display is all about having an open and transparent relationship with the right partner. And by designing the ideal custom or semi-custom display with this partner, you can ensure you’re getting the best possible solution for your company.
AGDisplays offers this screen print and glass service to give your display a finished and professional look. Add a hardened glass/touchscreen configuration with various ink options for logo customizations. Our custom branding allows for a unique finish to your product.Typically, screen print applications include display and touch panels;icons, lettering and logos;gauges and instrumentation and more. Screen printed images are printed by applying ink through a mesh screen to achieve a precise and crisp custom image or border.There are different cover glass thicknesses that range from ultra-thin for lightweight applications to thick and heavy for rugged applications. AGDisplays works with various types of glass and substrate options for which ever suites the display’s environment.
We offer a clean and efficient printing process with a high level of printing precision.Our screen printing is performed on a semi-automatic printer or an automated printer in a Class 1000 or 10,000 clean room, depending on project specification requirements. We offer customized color matching to meet your exact specification requirements.
For the screen printing process, we apply ink through a mesh screen to create the desired image. The ink is then cured to bond it to the substrate. This is a low-cost printing method which allows a durable and vibrant print. Screen printing allows more flexibility in terms of ink colors and thicknesses and is usually used to print on products like cover glass, display glass and EMI shielding.AGDisplays offers frit or epoxy/polyester inks for printing.
The epoxy/polyester ink type is offered in black and silver as standard but customizable colors are available. The ink is able to print as fine as 0.127 mm minimum resolution.Epoxy is a cost effective ink that may be cured at low temperatures and it shows good opacity. This ink can be used on thin glass, as it does not need tempering to adhere to the glass substrate.
Using ceramic frit ink is highly durable and ideal for marine display/cluster gauge applications. The ink is resistant to an environment where corrosive salt spray and fog are a constant threat. The frit ink is offered in black and silver as standard but customizable colors are available. This ink has a higher durability than the epoxy/polyester option. The resolution may print as fine as 0.305 mm.
The frit ink is configured of three parts, giving the ink a high adhesion to the LCD’s glass substrate. Once applied, the glass is placed into a tempering oven to fuse the ceramic ink to the substrate. Overall, the three-part combination creates a permanent and rigorous print.
Optionally integrate a touchscreen so your display performance jumps immediately to intuitive usability and ease of access. AGDisplays offers a complete touchscreen solution for integration into your LCD. A durable PCAP touchscreen OCA bonded with a cover lens and a finished border.This touch sensor is embedded behind the glass and we carefully selected OCA bonding to increase LCD/component ruggedization when installed into your LCD stack up. The increased durability does not compromise on the integrity of the display itself. The ruggedized touch sensors and cover lens combo fit panels in the range of 3.5 to 32 inches. We add a touch sensor embedded behind a glass substrate for protection. Our designs increase durability without compromising integrity of the technology.

We reduce the barriers to prototype with electrochromic displays.CDP, Custom Display Prototypes, is our standardized offer to make prototypes with your own display design. We charge a fixed fee of 2500 EUR. Contact sales@ynvisible.com to participate.
Ynvisible’s segmented displays can be customized with a high degree of freedom. We manufacture displays with different sizes, shapes, and colors tailored for your specific application.
Mimbly AB, a fast-growing Swedish hardware company developing sustainable laundry solutions, is one of our many clients that have been utilizing the custom display prototype offers.
"We were able to iterate several design ideas in a way that saved us both time and money. We will continue to use the Custom Display Prototype offer for future display concepts as the first step before scaling up."Emil Westman, CDO at Mimbly.
The printed electrochromic displays are produced using screen-printing processes. Screen-printing is a highly flexible production technique as it can combine both conventional graphic print with functional printed electronics.
We offer standardized display drivers but also custom display driver solutions if the standard drivers are not compatible with your display design and electrode/pin arrangement. We charge €200 for 3 standard display drivers and €1000 for 3 customized display drivers.
The number of displays you will receive mainly depends on the outer dimensions of your display design. The effective print area is approximately 20 cm x 30 cm at this prototyping stage. This area will be shared among all display designs, where each client will be allocated at least one design per sheet. Normally, there will be space for more than display per sheet if the display dimensions are relatively small. The standard custom display prototype batch includes 10 sheets, which means that you will receive 10 multiplied with the number of displays per sheet given 100% production yield.
The display designs are essentially up to your imagination, but our engineers need to make sure that they are compatible with our design rules before being produced. Read our detailed design guide for more information.
This offer is made for all of our clients that are interested in custom-designed displays for evaluation and testing before entering pilot- or mass production. If you are new to our technology, please explore our Segment Display Kit.

Industry newcomer XYZprinting launched its da Vinci, a personal 3D printer priced at $499. The printer will be available in U.S., Europe, and Japan in March. XYZprintinG is owned and backed by New Kinpo Group, one of the largest manufacturing companies in the world.
XYZ has also come out with a 2.0 version of their 3D printer that has a larger print bed and a 2.1 version that includs Wi-Fi connectivity and a 5-in. LCD touch screen for choosing images to print and downloading them.

I"m not sure what is being requested. If you are requesting that the display always show the X, Y, Z coordinates instead of the "ready" status message, then it is possible but requires some code changes. Alternatively, it"s also possible to use the menu system to create a custom display layout. There"s some info (and examples) on how to do that in the config/example-menu.cfg file.

If your are going with a SLA or DLP printer that uses resin, then you can choose the quality of liquid resin you need based on what you’re making. Standard resin is a good option for small gadgets like pencil holders. Professional resin is best for engineering applications that will see high impact and high usage. Medical-grade resin is often used for making custom dental work or hearing aids.

I got a Da Vinci 1.0 pro this week and i successfully finished 2 demo prints and 1 own print. So ich still using the original yellow xyzprinting ABS filament.
I could use some help. I have a pro and needed to change the nozzle up by the filament feeder. I got it fixed. but while I was dismantling the printer to get to the nozzle, I dislodged the sticky pad sensor from the top door sensor, and now it just displays top door open, close top door on the readout. It still prints, but you can"t get an idea of what percentage is completed, time and etc. on the display panel. If anyone has a good photo of where I am supposed to attach the wired sticky pad, I would be forever in their debt.
The card supplied by XYZprinting has a thickness of 0.69mm (or 0.0275 inches) while a Lexar card I have laying around here measures 0.74mm (or 0.029 inches).
today i received the new sensor from xyzprinting and i installed it but still the same problem so i rechecked the 3 pin wires and its working too so now i can say i cant understand anything and am really pissed of this shity printer
Hi, I"m stuck and I am really hoping someone on here can help me out. I have owned my da Vinci 1.0 AiO 3d printer for about 6 months and it worked perfectly until when I was printing a model airplane propeller and it came unstuck from the printing platform and got jammed up into the long skinny belt that moves the print head left to right causing the belt"s little black plastic tensioning device to shatter ripping out the little white nylon belt return pulley leaving the belt hanging down. I contacted XYZprinting right away on their website and ended up having a very bad experience with them because I am in Canada and they told me they won"t ship warranty parts there for free and they don"t accept visa credit cards or paypal for payment and demanded I send them $50 dollars for shipping by ways of a bank wire transfer. I called my bank and they told me there was a $57.00 service charge for this. This is when I got really upset when I realized that even though my printer failed under warranty I was going to have to pay XYZprinting $107.00 for a little black plastic part the size of a sugar cube! I ended up being lucky because a machinist buddy of mine took my broken pieces and used them as a guide to make me a perfect fitting aluminum replacement and I got my printer back together.
I´m having an error on temperature readings. The display shows 67 when I´m sure it´s 37. It goes on an infinite loop of not printing because it stays forever heating.
Brian, I know you have a good relationship with XYZprinting. Do you think they would require shipping the printer back to try to fix this problem? Or do you think they could help solve it remotely? It sounds like a mainboard problem.
Because I told in public (YouTube) what I didn"t like about my printer, XYZPrinting in the Netherlands was threatening to sue me. The fun part was that while this was happening, XYZPrinting in Korea gave me a huge amount of filament and so on because the liked the way I was helping people who had bought the printer.
i"m pretty disappointed with XYZprinting support myself, the straight push fitting on the inside of the carriage broke, twisting the piece of angled PFTE plastic inside, making the feeder gears slip and pushing the filament out of the carriage from the top, So I called customer support and whoever answered was very confused but advised me to start a support ticket online, So I did but now they take too long to respond and are generally not helpful, you"re usually better off buying aftermarket parts from a third party, now in the case of a faulty motherboard, let"s just wait and see, please keep us posted @Midncoco.
Thanks Brian, but I"ve actually order them already, I just kept going with the support ticket because we are supposed to have a warranty and customer support, fortunately in my case I can buy the parts, but, what if it was the mainboard or some other critical component only they have like the cartridge PCB? I"ll follow up on my request as I think everyone should, otherwise they should tell you the printers are sold AS IS too keep the cost down.
I do not know which model of da Vinci printer you have, but I suggest you familiarize yourself with the options available via the printer"s LCD display. If your printer is similar to my da Vinci 1.0 Pro there should be a UTILITIES menu with a JOG MODE option that will allow you to move the X, Y or Z axis using the arrow buttons on the printer. The printer may refuse to move one or more of the axes if you have not first used the HOME AXES utility -- this is because if the printer has not recently homed the axes then it doesn"t know how far it can move without exceeding its limits.
I just got my da vinci 1.0 pro yesterday. It came with xyzprinting kapton tape. No uhu glue. I ran the sample part and it stuck like crazy just to the kapton. And idea what I can try? I heard purple aqua net hairspray. But does that go on the aluminum or on the tape. I"m brand new to this. This was that best thread online. Hope you guys have some suggestions.
Guys, On request of XYZPrinting, I made them a few video"s on the problems described in this thread. As an answer, they made and uploaded a few video"s on their channel to answer what we can do to solve the problems.
I currently have a Cube3D 2nd Gen that I replaced the motherboard with a RAMPS board; the extruder with a hexagon extruder; and modified marlin software to run on it. It wa quite successful, albeit with PLA only due to no heated bed (I did do some ABS prints, but I could not control the warping... so I bought a Da Vinci. I toyed with getting the 1.0 or the 2.0, and flashing with repetier, but this Pro caught my eye. I have only had it a few days, and so my comments may have been premature. As I was used to using Simplify3D, the XYZPrinting software was a bit of a shock to me. Now that the new iMac version is out, it seems more usable. I am currently testing gcode created in Simplify3D, at 50mm/s, so much faster that std. I will post my results.
Yes. Unfortunately the printer I am wrangling has the LCD screen showing the two solid black bars permanently. The lights are on on the motherboard but there does not appear to be anyone home. I am keen to hear if anyone else has any suggestions for fixing this. Here is what i have done so far.
Okay, I just managed to slice a hollow 20mm calibration cube stl I found on here with slic3r and changed the heading to the above. It"s printing now and seems to be making the cube as expected, but the LCD never changes from the "Initializing" screen. Am I missing a code that tells the printer to switch over to that monitor mode? Also, it doesn"t print the two strips on the side of the bed to get the nozzle flow started. Are those also lines of gcode that the XYZ slicer adds to the start of the job?
If you work with Slic3r, you won"t get normal info on your printer LCD. Also, the stripes on the side of your print bed are generated bij de XYZWare slicer and will therefore not be available in any other slicer.
The header that displays the temperature and time information is in nobber"s post from the 29th. From what I gather, the "time left" portion is still not correct. I suspect that the printer is using the layers information (layer height, number of layers) from the header to figure out the time left, so I think a possible solution might be to figure out a way (if possible) to get slic3r to provide the number of layers so that calculation can correctly be made.
I never did but I did have a tall print stop n say it was done before, this is a hack job, so weird stuff will happen, I changed the height way higher and it worked fine so yeah give it a try n see what happens... also doing this you loose the display on the printer so u don"t know how long till its done and you cant cancel, you have to flip the power switch
Yea. My design is going to be bolt in. No firmware changes or rigging it to work. Just drill two 4mm holes and bolt it all back together and plug it in. Then when simplified3d releases support for the xyz pro in their next update (I already use simplified3d on my prusa i3) it will be the XYZPrinting DaVinci PRO 2.0 Baker Edition. And with all the extra room and weight loss on the X&Y carriage print speeds will be doubled with the addition of a print cooling fan.
Well i called the webshop i used and they said i need to contact XYZprinting in the Netherlands(country i live). I called them and they did see i already made a support ticket and they will look into it. They will call me back today. I hope it is easy to fix.
I"m seriously thinking about removing the entire extruder and using an MK8 extruder with a custom carriage. I DO NOT like that the Da Vinci pushes filament into a tube. This is the first printer I"ve had that does this, and it"s not a good design at all.
That"s what I am doing, too... instead of machining a custom bracket for the filament tube. I have all of the body panels off of my machine, and I"m making several upgrades while I"ve got it opened up. On my machine, several of the small metal gripper teeth inside the push-in connector got bent (and/or broke off completely), so the tube was free to slip out of the connector when there was too much force inside the tube. (And you"re right... that can only happen when filament is jammed at the extruder end.) I also bought some new PTFE tube along with the connectors, so I"m hoping that both are of better quality than what came with the machine.
Called the support of XYZPrinting and they told me to switch off the printer and press and hold the up and down button while switching back on. The printer then starts in it"s bootloader. After that I could again update my firmware to 1.1.2
I called XYZprinting (took me about 10 tickets, and 20 calls till they finally answered). They basically said, you are under warranty still, so pack it up and send it back.

You can do verification measurements to assess the display chain"s (display profile - video card and the calibration curves in its gamma table - monitor) fit to the measured data, or to find out about the soft proofing capabilities of the display chain. You can also do a profile or device link (3D LUT) self check without having to take any further measurements by holding the “alt” key on your keyboard.
To check the fit to the measurement data, you have to select a CGATS testchart file containing device values (RGB). The measured values are then compared to the values obtained by feeding the device RGB numbers through the display profile (measured vs expected values). The default verification chart contains 26 patches and can be used, for example, to check if a display needs to be re-profiled. If a RGB testchart with gray patches (R=G=B) is measured, like the default and extended verification charts, you also have the option to evaluate the graybalance through the calibration only, by placing a check in the corresponding box on the report.
To perform a check on the soft proofing capabilities, you have to provide a CGATS reference file containing XYZ or L*a*b* data, or a combination of simulation profile and testchart file, which will be fed through the display profile to lookup corresponding device (RGB) values, and then be sent to the display and measured. Afterwards, the measured values are compared to the original XYZ or L*a*b* values, which can give a hint how suitable (or unsuitable) the display is for softproofing to the colorspace indicated by the reference.
The profile that is to be evaluated can be chosen freely. You can select it in DisplayCAL"s main window under “settings”. The report files generated after the verification measurements are plain HTML with some embedded JavaScript, and are fully self-contained. They also contain the reference and measurement data, which consists of device RGB numbers, original measured XYZ values, and D50-adapted L*a*b* values computed from the XYZ numbers, and which can be examined as plain text directly from the report at the click of a button.
Select the profile you want to evaluate under “Settings” (for evaluating 3D LUTs and DeviceLink profiles, this setting has significance for a Rec. 1886 or custom gamma tone response curve, because they depend on the black level).
There are two sets of default verification charts in different sizes, one for general use and one for Rec. 709 video. The “small” and “extended” versions can be used for a quick to moderate check to see if a display should be re-profiled, or if the used profile/3D LUT is any good to begin with. The “large” and “xl” versions can be used for a more thorough check. Also, you can create your own customized verification charts with the testchart editor.
Checking how well a display can simulate another colorspace (evaluating softproofing capabilities, 3D LUTs, DeviceLink profiles, or native display performance)
Whitepoint simulation. If you are using a reference file that contains device white (100% RGB or 0% CMYK), or if you use a combination of testchart and simulation profile, you can choose if you want whitepoint simulation of the reference or simulation profile, and if so, if you want the whitepoint simulated relative to the display profile whitepoint. To explain the latter option: Let"s assume a reference has a whitepoint that is slightly blueish (compared to D50), and a display profile has a whitepoint that is more blueish (compared to D50). If you do not choose to simulate the reference white relative to the display profile whitepoint, and the display profile"s gamut is large and accurate enough to accomodate the reference white, then that is exactly what you will get. Depending on the adaptation state of your eyes though, it may be reasonable to assume that you are to a large extent adapted to the display profile whitepoint (assuming it is valid for the device), and the simulated whitepoint will look a little yellowish compared to the display profile whitepoint. In this case, choosing to simulate the whitepoint relative to that of the display profile may give you a better visual match e.g. in a softproofing scenario where you compare to a hardcopy proof under a certain illuminant, that is close to but not quite D50, and the display whitepoint has been matched to that illuminant. It will “add” the simulated whitepoint “on top” of the display profile whitepoint, so in our example the simulated whitepoint will be even more blueish than that of the display profile alone.
Using the simulation profile as display profile will override the profile set under “Settings”. Whitepoint simulation does not apply here because color management will not be used and the display device is expected to be in the state described by the simulation profile. This may be accomplished in several ways, for example the display may be calibrated internally or externally, by a 3D LUT or device link profile. If this setting is enabled, a few other options will be available:
Enable 3D LUT (if using the madVR display device/madTPG under Windows, or a Prisma video processor). This allows you to check how well the 3D LUT transforms the simulation colorspace to the display colorspace. Note this setting can not be used together with a DeviceLink profile.
DeviceLink profile. This allows you to check how well the DeviceLink transforms the simulation colorspace to the display colorspace. Note this setting can not be used together with the “Enable 3D LUT” setting.
Tone response curve. If you are evaluating a 3D LUT or DeviceLink profile, choose the same settings here as during 3D LUT/DeviceLink creation (and also make sure the same display profile is set, because it is used to map the blackpoint).
To check a display that does not have an associated profile (e.g. “Untethered”), set the verification tone curve to “Unmodified”. In case you want to verify against a different tone response curve instead, you need to create a synthetic profile for this purpose (“Tools” menu).
This depends on the chart that was measured. The explanation in the first paragraph sums it up pretty well: If you have calibrated and profiled your display, and want to check how well the profile fits a set of measurements (profile accuracy), or if you want to know if your display has drifted and needs to be re-calibrated/re-profiled, you select a chart containing RGB numbers for the verification. Note that directly after profiling, accuracy can be expected to be high if the profile characterizes the display well, which will usually be the case if the display behaviour is not very non-linear, in which case creating a LUT profile instead of a “Curves + matrix” one, or increasing the number of measured patches for LUT profiles, can help.
If you want to know how well your profile can simulate another colorspace (softproofing), select a reference file containing L*a*b* or XYZ values, like one of the Fogra Media Wedge subsets, or a combination of a simulation profile and testchart. Be warned though, only wide-gamut displays will handle a larger offset printing colorspace like FOGRA39 or similar well enough.
Note that both tests are “closed-loop” and will not tell you an “absolute” truth in terms of “color quality” or “color accuracy” as they may not show if your instrument is faulty/measures wrong (a profile created from repeatable wrong measurements will usually still verify well against other wrong measurements from the same instrument if they don"t fluctuate too much) or does not cope with your display well (which is especially true for colorimeters and wide-gamut screens, as such combinations need a correction in hardware or software to obtain accurate results), or if colors on your screen match an actual colored object next to it (like a print). It is perfectly possible to obtain good verification results but the actual visual performance being sub-par. It is always wise to combine such measurements with a test of the actual visual appearance via a “known good” reference, like a print or proof (although it should not be forgotten that those also have tolerances, and illumination also plays a big role when assessing visual results). Keep all that in mind when admiring (or pulling your hair out over) verification results :)
Different softwares use different methods (which are not always disclosed in detail) to compare and evaluate measurements. This section aims to give interested users a better insight how DisplayCAL"s profile verification feature works “under the hood”.
There are currently two slightly different paths depending if a testchart or reference file is used for the verification measurements, as outlined above. In both cases, Argyll"s xicclu utility is run behind the scenes and the values of the testchart or reference file are fed relative colorimetrically (if no whitepoint simualtion is used) or absolute colorimetrically (if whitepoint simulation is used) through the profile that is tested to obtain corresponding L*a*b* (in the case of RGB testcharts) or device RGB numbers (in the case of XYZ or L*a*b* reference files or a combination of simulation profile and testchart). If a combination of simulation profile and testchart is used as reference, the reference L*a*b* values are calculated by feeding the device numbers from the testchart through the simulation profile absolute colorimetrically if whitepoint simulation is enabled (which will be the default if the simulation profile is a printer profile) and relative colorimetrically if whitepoint simulation is disabled (which will be the default if the simulation profile is a display profile, like most RGB working spaces). Then, the original RGB values from the testchart, or the looked up RGB values for a reference are sent to the display through the calibration curves of the profile that is going to be evaluated. A reference white of D50 (ICC default) and complete chromatic adaption of the viewer to the display"s whitepoint is assumed if “simulate whitepoint relative to display profile whitepoint” is used, so the measured XYZ values are adapted to D50 (with the measured whitepoint as source reference white) using the Bradford transform (see Chromatic Adaption on Bruce Lindbloom"s website for the formula and matrix that is used by DisplayCAL) or with the adaption matrix from the profile in the case of profiles with "chad" chromatic adaption tag, and converted to L*a*b*. The L*a*b* values are then compared by the generated dynamic report, with user-selectable critera and ΔE (delta E) formula.
The gray balance “range” uses a combined delta a/delta b absolute deviation (e.g. if max delta a = -0.5 and max delta b = 0.7, the range is 1.2). Because results in the extreme darks can be problematic due to lack of instrument accuracy and other effects like a black point which has a different chromaticity than the whitepoint, the gray balance check in DisplayCAL only takes into account gray patches with a minimum measured luminance of 1% (i.e. if the white luminance = 120 cd/m², then only patches with at least 1.2 cd/m² will be taken into account).
If you enable “Use absolute values” on a report, the chromatic adaptation to D50 is undone (but the refrence white for the XYZ to L*a*b* conversion stays D50). This mode is useful when checking softproofing results using a CMYK simulation profile, and will be automatically enabled if you used whitepoint simulation during verification setup without enabling whitepoint simulation relative to the profile whitepoint (true absolute colorimetric mode). If you enable “Use display profile whitepoint as reference white”, then the reference white used for the XYZ to L*a*b* conversion will be that of the display profile, which is useful when verifying video calibrations where the target is usually some standard color space like Rec. 709 with a D65 equivalent whitepoint.

Resin 3D printers function by using light to treat and cure liquid resin into the layers of an object. Compared to the work produced by FDM printers, the finished products of resin 3D printers are capable of much higher levels of detail and durability. Multiple types of resin printers are available, including LCD printers, DLP printers and SLA (stereolithography) printers. The three printing technologies have many similarities, but work differently and have their own advantages and considerations.
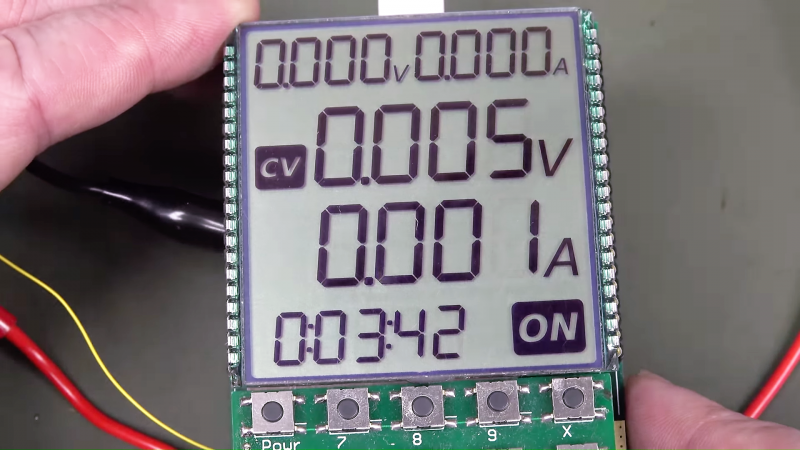
Looking to take your project to the next level in terms of functionality and appearance? A custom LCD display might be the thing that gets you there, at least compared to the dot-matrix or seven-segment displays that anyone and their uncle can buy from the usual sources for pennies. But how does one create such a thing, and what are the costs involved? As is so often the case these days, it’s simpler and cheaper than you think, and [Dave Jones] has a great primer on designing and specifying custom LCDs.
The video below is part of an ongoing series; a previous video covered the design process, turning the design into a spec, and choosing a manufacturer; another discussed the manufacturer’s design document approval and developing a test plan for the module. This one shows the testing plan in action on the insanely cheap modules – [Dave] was able to have a small run of five modules made up for only $138, which included $33 shipping. The display is for a custom power supply and has over 200 segments, including four numeric sections, a clock display, a bar graph, and custom icons for volts, amps, millijoules, and watt-hours. It’s a big piece of glass and the quality is remarkable for the price. It’s not perfect – [Dave] noted a group of segments on the same common lines that were a bit dimmer than the rest, but was able to work around it by tweaking the supply voltage a bit.
We’re amazed at how low the barrier to entry into custom electronics has become, and even if you don’t need a custom LCD, at these prices it’s tempting to order one just because you can. Of course, you can also build your own LCD display completely from scratch too.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey