
semiconductor materials needed to manufacture display screens free sample
The technology that me and my colleagues have chosen to examine as a possible semiconductor recycling project is the LCD PC monitor. We have chosen Dell
The process of which the hydrogenated amorphous silicon is deposited onto a substrate is called plasma-enhanced chemical vapor deposition (PECVD). This process uses silane gas which enters the chemical vapor deposition chamber and dissociates into a cloud of plasma. This plasma is induced by a radio frequency power generator; the chamber that holds this process must be in a vacuum to eliminate any impurities in the process. Similiar to an electron beam deposition process,the silicon and hydrogen atoms condense on a substrate, in LCD monitors this would be the glass, and make the thin layer of hydrogenated amorphous silicon. The setup of this process is shown in Figure 2.
The production of PC LCD monitors on the worldwide market shows Dell, Samsung, and LGE at the top of the market selling most for the 12 Brands selling from as low as 10 million units in a month to nearly 15 million units a month for 2010. Dell was ranked number one in the production of LCD for 2010. We were capable of determining the amount of units sold by Dell, which is estimated at 22.5 million units in 2010.
The growth for the production of LCD screens is expected to slowdown in the next two years. The growth in production of LCD panels for LCD has decreased, by the slow economic recovery, which is causing consumers to buy less and is predicted to slow down further for the next few years.
Recycling LCD monitors is easy if you do not have to go through the process yourself. There are multiple companies that allow you to send in your monitors for free, for a price or you can even drop them off at specific locations and they will handle it all for you. Some of these companies include Apple, Staples and Dell. Michigan Technological University allows people to drop off their monitors and the Apple store will recycle it all. If you want to go straight through Apple, their recycling process is to purchase any Apple computer or monitor and receive free recycling of your old computer and monitor no matter what the brand is.
Computers consist of valuable resources, such as precious metals, copper, and engineered plastics. Recycling computers enables us to collect and reuse these valuable resources. For example, by recycling 100 million cell phones, about 7,500 pounds of gold could be recovered. Recovering this gold, instead of mining it, would prevent 12,000,000,000 pounds of loose soil, sand, and rock from having to be moved, mined, and processed.
Electronic waste isn"t just waste. It contains contaminants, such as mercury, lead, cadmium, arsenic, and beryllium. When these contaminants are burned at low temperatures they create more toxins and are released into the air. The toxic materials in electronics can cause cancer, reproductive disorders, endocrine failures and many other health problems if the waste is not properly disposed of. An estimated 70-80% of the electronic waste is exported to third-world countries. Once there the toxins are released into water sources and the land.
Scientists have found that by separating the panels in LCD screens, they can remove the polyvinyl-alcohol (PVA) and then produce a disinfectant. This substance is able to kill harmful bacteria including E-coli.
Andrew Hunt of the University of York says, "We can add significant value to this waste...that has great potential for use in biomedicine. Now we have gone a step further by enhancing its anti-microbial properties through the addition of silver nanoparticles, with the result being that it can destroy bacterial infections."
The amount of hydrogenated amorphous silicon is all dependable on the thickness of the thin film layer. These layers can range from nanometers to micrometers, and for the LCD monitors an average between the two will be used to determine the thickness.
1. Supercritical Carbon Dioxide Fluid Technology extracts the liquid crystals from the glass. This method uses iso-thermal and a depressurization method to remove the liquid crystal from the glass panel, by converting carbon dioxide gas to its supercritical fluid state, thus dissolving the liquid crystal. Then the temperature is dropped, the carbon dioxide reverts back to gas, leaving the liquid crystal
This process involves the use of a base, usually quaternary ammonium hydroxide, a surfactant and a high boiling solvent (di- or tri- propylene glycol alkyl ether.) to strip the silicon.
The cured silicon can be exposed to tetrabutyammonium fluoride reagent (TBAF) in non-hydroxylic aprotic solvent. This causes a disintegration of the polymer matrix, thus removing the silicon into the solvent.
Some computer monitors that use liquid crystal display (LCD) technology contaisn mercury, a highly toxic metal that can cause serious damage if ingested. The mercury in monitors is there to produce light when it is electrically energized. When the laptop monitors are tilted, mercury flows to one end cutting off the circuit and opening it on the opposite end. This is often function of an on and off switch.
At Stena Innovative Recycling, they clean units by separating it into iron, metals, plastics, circuit boards and glass with liquid crystals. The whole process works in a closed and controlled environment and during the process the levels of mercury are controlled, so Stena can be sure that all the mercury is removed from the material that will be recycled. The units that are contaminated with mercury are then sent to a hazardous waste treatment center.
The most efficient waste treatment process is to separate the backlight lamps from the panel. If the lamp is not taken out before, the whole display is deemed hazardous waste. Many treatment processes were explored, such as water-jet cutting, laser cutting and circular sawing, but the most efficient way is by manual dismantling. Costs per unit and the assessment quality were variables in the processes explored.
The purity of silane is 99.9999 percent. Electronically active impurities, such as boron, phosphorus, and arsenic are controlled to less than 10 parts per trillion. Silane is one of the purest materials on Earth.
The manufacturing process of silane that is used by REC produces consistent, pure silane by converting metallurgical grade silicon into trichlorosilane and redistributiing and distilling to silane. The constant flow process, recycles all hydrogen and chloride to initial reactors, while constant distillation steps purify the gas. This process is environmentally friendly.
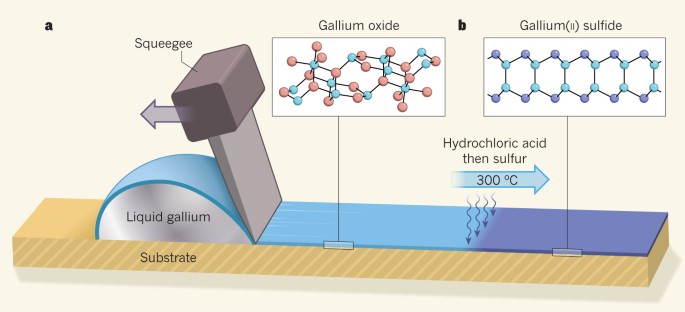
In the most simple way to describe the production of silane, silicon is turned into a gas by grinding it down to a fine, sand-like consistency and heating it with hydrogen and silicon tetrachloride. After this is done it is then put through a series of reactions, as seen below, and silane and pure polysilicon are made.
Industrially, silane is produced from silicon in a two-step process. In the first step, powdered silicon reacts with hydrogen chloride at 300 °C to produce trichlorosilane, HSiCl3, along with hydrogen gas.
Another way to process silane is to start with metallurgical grade silicon, hydrogen, and silicon tetrachloride and let them go through a series of redistribution reactions and distillations as seen below:
In comparison to our characterization methods to purify our material, the in-situ analysis can be adapted by looking at the comparison of what our purity level is compared to the purity level found in nature.
As this figure is unknown, we can still determine what the cost per kg of recycling of the monitor must be less than in order to be a practical recycling process.
Alternatively instead of straight recycling only the silane recovered from the LCD PC monitors back into new monitors, we can also collect and extract the silane from other electronic devices that contain silane. The silane can also be put in other electronics devices with LCD screens. The silane can be used in the production solar panels, LCD TVs, smartphones, and other electronic devices which either have a LCD screen or need the silane to connect the glass to the polymer matrix in these devices.
One of the alternatives to straight cycling of the Silane is down-cycling it into titanium implants, so the biologically inert material in the implant can attach to the titanium implant. The recovered Silane can also be used as water repellent and masonry protection. The Silane can also be used for initiating the combustion for ramjets, reaction engines and liquid fuel rockets that have carbon dioxide in it.
As with any form of alternative recycling such as downcycling there are goods things and there are bad things. The good thing about downcycling is the silane is reused instead of extracting the silane from the Earth and having to go through the process of purification, which all require labor, energy, and other expenses. The bad thing about downcycling the silane is the loss in value of the silane. When the high quality silane extracted from the LCD PC monitor is downcycled into water repellent, then there is a tremendous loss in value of the silane.
-Amerimade designs a quartz bath specifically for use with semiconductor materials. It can also be heated to desirable tempertures. It is a great machine for the first step.
-This bath is made from quartz and can be heated to desirable tempertures. This particular bath was designed specifically for use with semiconductor materials. It is the same piece of equipment as step one, however it is a great fit for step two as well.
-Jinan Bakr Ultrasonic Technology Co., Ltd. makes an industrial cleaner that runs on electric power and can be heated, although it is not necessary for this particular step. It is a great machine to use for the isopropyl alcohol rinse because it"s also an ultrasonic cleaner.
-This industrial cleaner runs on electric power and can be heated, although it is not necessary for this particular step. It is a great machine to use for the deionized water rinse because it"s also an ultrasonic cleaner.
-This industrial cleaner runs on electric power and can be heated, although it is not necessary for this particular step. It is a great machine to use for the anhydrous IPA rinse because it"s also an ultrasonic cleaner.
-Gulf Coast Environmental makes industrial ovens engineered to your specific needs. These ovens will dry the substrate of any unwanted remaining chemicals so it will be able to be used in other applications.
Eye protection must be worn at all times throughout the plant, ear protection is encourage, closed toe boots are recommended, and proper clothing made of non-synthetic material should always be worn. Over-head showers and eye washing stations will be found near the exits as well as the middle of most work stations. Fire extinguishers will be within 20 feet of every machine. Emergency exits will be thoroughly outlined on the maps as you enter each room. Although the facility is ventilated, there will be fume heads located toward the more hazardous chemicals will be dealt with as well as emergency fans nearest the windows. Hazardous waste disposal bins will be located near fume hoods. OSHA regulations will be strictly reinforced.
Silane is flammable and will ignite on contact with air. It is irritating to the eyes and skin. In case of emergency and silane comes into contact with the skin, wash the affected area with soap and water. In case of contact with eyes, flush with water for 15 minutes. In case of deep inhalation, seek medical attention immediately. When handling, avoid air contact and make sure that there is no source of ignition anywhere near. Electrical equipment needs to be explosion proof. Neoprene, butyl rubber or polyethylene gloves should be warn when handling. To store silane, keep away from bases such as halogens and other oxidizing agents. Disposal of silane must be done in a compressed gas distributor when no longer in use.
This is the optimal flow for the theoretical process of recycling the semiconductor and other materials in LCD PC Monitors. There are two ways of the recycling center receiving the monitors, either by customer drop off or shipment to the center. This process is optimal because it recycles all of the material in the monitors. Also, the process of removing the semiconductor from the substrate has been laboratory approved to efficiently and easily remove the material.
"LCD Monitor Production Will Continue to Soar." TechEye. N.p., 07 June 2010. Web. 29 Sept. 2012.
"LCD Monthly Desktop Monitor Production Rate Highest Since Mid-2008 - DisplaySearch." LCD Monthly Desktop Monitor Production Rate Highest Since Mid-2008 - DisplaySearch. N.p., 01 Feb. 2010. Web. 29 Sept. 2012.
"LCD Monitors recycling." B.W Recycling Inc.. B.W. Recycling, Inc, 1 Sept. 2012. Web. 20 Sept. 2012.
"Recovery of Valuable Material from Waste Liquid Display Panel" Sciencedirect.com N.p., 7 Jul. 2009. Web. 29 Sept. 2012.
"Recovery of Valuable Material from Waste Liquid Display Panel" Sciencedirect.com N.p., 7 Jul. 2009. Web. 29 Sept. 2012.
"Recycling Liquid Crystal Displays (LCD)" voices.yahoo.com N.p., 11 Sept. 2006. Web. 29 Sept. 2012.
Falkenberg, Hedvig. "LCD RECYCLING." Stena Innovative Recycling. Stena, n.d. Web. 5 Oct. 2012.
Impact Number of views to this page and its redirects. Updated once a month. Views by admins and bots are not counted. Multiple views during the same session are counted as one.
Semiconductor materials are nominally small band gap insulators. The defining property of a semiconductor material is that it can be compromised by doping it with impurities that alter its electronic properties in a controllable way.computer and photovoltaic industry—in devices such as transistors, lasers, and solar cells—the search for new semiconductor materials and the improvement of existing materials is an important field of study in materials science.
Most commonly used semiconductor materials are crystalline inorganic solids. These materials are classified according to the periodic table groups of their constituent atoms.
Different semiconductor materials differ in their properties. Thus, in comparison with silicon, compound semiconductors have both advantages and disadvantages. For example, gallium arsenide (GaAs) has six times higher electron mobility than silicon, which allows faster operation; wider band gap, which allows operation of power devices at higher temperatures, and gives lower thermal noise to low power devices at room temperature; its direct band gap gives it more favorable optoelectronic properties than the indirect band gap of silicon; it can be alloyed to ternary and quaternary compositions, with adjustable band gap width, allowing light emission at chosen wavelengths, which makes possible matching to the wavelengths most efficiently transmitted through optical fibers. GaAs can be also grown in a semi-insulating form, which is suitable as a lattice-matching insulating substrate for GaAs devices. Conversely, silicon is robust, cheap, and easy to process, whereas GaAs is brittle and expensive, and insulation layers can not be created by just growing an oxide layer; GaAs is therefore used only where silicon is not sufficient.
By alloying multiple compounds, some semiconductor materials are tunable, e.g., in band gap or lattice constant. The result is ternary, quaternary, or even quinary compositions. Ternary compositions allow adjusting the band gap within the range of the involved binary compounds; however, in case of combination of direct and indirect band gap materials there is a ratio where indirect band gap prevails, limiting the range usable for optoelectronics; e.g. AlGaAs LEDs are limited to 660 nm by this. Lattice constants of the compounds also tend to be different, and the lattice mismatch against the substrate, dependent on the mixing ratio, causes defects in amounts dependent on the mismatch magnitude; this influences the ratio of achievable radiative/nonradiative recombinations and determines the luminous efficiency of the device. Quaternary and higher compositions allow adjusting simultaneously the band gap and the lattice constant, allowing increasing radiant efficiency at wider range of wavelengths; for example AlGaInP is used for LEDs. Materials transparent to the generated wavelength of light are advantageous, as this allows more efficient extraction of photons from the bulk of the material. That is, in such transparent materials, light production is not limited to just the surface. Index of refraction is also composition-dependent and influences the extraction efficiency of photons from the material.
III–V semiconductors: Crystallizing with high degree of stoichiometry, most can be obtained as both n-type and p-type. Many have high carrier mobilities and direct energy gaps, making them useful for optoelectronics.
A compound semiconductor is a semiconductor compound composed of chemical elements of at least two different species. These semiconductors form for example in periodic table groups 13–15 (old groups III–V), for example of elements from the Boron group (old group III, boron, aluminium, gallium, indium) and from group 15 (old group V, nitrogen, phosphorus, arsenic, antimony, bismuth). The range of possible formulae is quite broad because these elements can form binary (two elements, e.g. gallium(III) arsenide (GaAs)), ternary (three elements, e.g. indium gallium arsenide (InGaAs)) and quaternary alloys (four elements) such as aluminium gallium indium phosphide (AlInGaP)) alloy and Indium arsenide antimonide phosphide (InAsSbP). The properties of III-V compound semiconductors are similar to their group IV counterparts. The higher ionicity in these compounds, and especially in the II-VI compound, tends to increase the fundamental bandgap with respect to the less ionic compounds.
Metalorganic vapor-phase epitaxy (MOVPE) is the most popular deposition technology for the formation of compound semiconducting thin films for devices.metalorganics and/or hydrides as precursor source materials in an ambient gas such as hydrogen.
Used in conventional crystalline silicon (c-Si) solar cells, and in its amorphous form as amorphous silicon (a-Si) in thin-film solar cells. Most common semiconductor material in photovoltaics; dominates worldwide PV market; easy to fabricate; good electrical and mechanical properties. Forms high quality thermal oxide for insulation purposes. Most common material used in the fabrication of Integrated Circuits.
Used in early radar detection diodes and first transistors; requires lower purity than silicon. A substrate for high-efficiency multijunction photovoltaic cells. Very similar lattice constant to gallium arsenide. High-purity crystals used for gamma spectroscopy. May grow whiskers, which impair reliability of some devices.
Piezoelectric. Not used on its own as a semiconductor; AlN-close GaAlN possibly usable for ultraviolet LEDs. Inefficient emission at 210 nm was achieved on AlN.
problematic to be doped to p-type, p-doping with Mg and annealing allowed first high-efficiency blue LEDsblue lasers. Very sensitive to ESD. Insensitive to ionizing radiation. GaN transistors can operate at higher voltages and higher temperatures than GaAs, used in microwave power amplifiers. When doped with e.g. manganese, becomes a magnetic semiconductor.
Used in early low to medium brightness cheap red/orange/green LEDs. Used standalone or with GaAsP. Transparent for yellow and red light, used as substrate for GaAsP red/yellow LEDs. Doped with S or Te for n-type, with Zn for p-type. Pure GaP emits green, nitrogen-doped GaP emits yellow-green, ZnO-doped GaP emits red.
second most common in use after silicon, commonly used as substrate for other III-V semiconductors, e.g. InGaAs and GaInNAs. Brittle. Lower hole mobility than Si, P-type CMOS transistors unfeasible. High impurity density, difficult to fabricate small structures. Used for near-IR LEDs, fast electronics, and high-efficiency solar cells. Very similar lattice constant to germanium, can be grown on germanium substrates.
Commonly used as substrate for epitaxial InGaAs. Superior electron velocity, used in high-power and high-frequency applications. Used in optoelectronics.
Used for infrared detectors for 1–3.8 µm, cooled or uncooled. High electron mobility. InAs dots in InGaAs matrix can serve as quantum dots. Quantum dots may be formed from a monolayer of InAs on InP or GaAs. Strong photo-Dember emitter, used as a terahertz radiation source.
Used in infrared detectors and thermal imaging sensors, high quantum efficiency, low stability, require cooling, used in military long-range thermal imager systems. AlInSb-InSb-AlInSb structure used as quantum well. Very high electron mobility, electron velocity and ballistic length. Transistors can operate below 0.5V and above 200 GHz. Terahertz frequencies maybe achievable.
Nanoparticles used as quantum dots. Intrinsic n-type, difficult to dope p-type, but can be p-type doped with nitrogen. Possible use in optoelectronics. Tested for high-efficiency solar cells.
Used in photoresistors and solar cells; CdS/Cu2S was the first efficient solar cell. Used in solar cells with CdTe. Common as quantum dots. Crystals can act as solid-state lasers. Electroluminescent. When doped, can act as a phosphor.
Used in solar cells with CdS. Used in thin film solar cells and other cadmium telluride photovoltaics; less efficient than crystalline silicon but cheaper. High electro-optic effect, used in electro-optic modulators. Fluorescent at 790 nm. Nanoparticles usable as quantum dots.
Photocatalytic. Band gap is tunable from 3 to 4 eV by alloying with magnesium oxide and cadmium oxide. Intrinsic n-type, p-type doping is difficult. Heavy aluminium, indium, or gallium doping yields transparent conductive coatings; ZnO:Al is used as window coatings transparent in visible and reflective in infrared region and as conductive films in LCD displays and solar panels as a replacement of indium tin oxide. Resistant to radiation damage. Possible use in LEDs and laser diodes. Possible use in random lasers.
Used for blue lasers and LEDs. Easy to n-type doping, p-type doping is difficult but can be done with e.g. nitrogen. Common optical material in infrared optics.
Can be grown on AlSb, GaSb, InAs, and PbSe. Used in solar cells, components of microwave generators, blue LEDs and lasers. Used in electrooptics. Together with lithium niobate used to generate terahertz radiation.
Mineral galena, first semiconductor in practical use, used in cat"s whisker detectors; the detectors are slow due to high dielectric constant of PbS. Oldest material used in infrared detectors. At room temperature can detect SWIR, longer wavelengths require cooling.
Tin sulfide (SnS) is a semiconductor with direct optical band gap of 1.3 eV and absorption coefficient above 104 cm−1 for photon energies above 1.3 eV. It is a p-type semiconductor whose electrical properties can be tailored by doping and structural modification and has emerged as one of the simple, non-toxic and affordable material for thin films solar cells since a decade.
Efficient thermoelectric material near room temperature when alloyed with selenium or antimony. Narrow-gap layered semiconductor. High electrical conductivity, low thermal conductivity. Topological insulator.
N-type intrinsic semiconductor. Very high electron mobility. Used in infrared detectors, photodetectors, dynamic thin-film pressure sensors, and magnetoresistors. Recent measurements suggest that 3D Cd3As2 is actually a zero band-gap Dirac semimetal in which electrons behave relativistically as in graphene.
High Seebeck coefficient, resistant to high temperatures, promising thermoelectric and thermophotovoltaic applications. Formerly used in URDOX resistors, conducting at high temperature. Resistant to radiation damage.
direct band gap for x<0.4 (corresponding to 1.42–1.95 eV); can be lattice-matched to GaAs substrate over entire composition range; tends to oxidize; n-doping with Si, Se, Te; p-doping with Zn, C, Be, Mg.QWIP). AlGaAs with composition close to AlAs is almost transparent to sunlight. Used in GaAs/AlGaAs solar cells.
Well-developed material. Can be lattice matched to InP substrates. Use in infrared technology and thermophotovoltaics. Indium content determines charge carrier density. For x=0.015, InGaAs perfectly lattice-matches germanium; can be used in multijunction photovoltaic cells. Used in infrared sensors, avalanche photodiodes, laser diodes, optical fiber communication detectors, and short-wavelength infrared cameras.
used for HEMT and HBT structures and high-efficiency multijunction solar cells for e.g. satellites. Ga0.5In0.5P is almost lattice-matched to GaAs, with AlGaIn used for quantum wells for red lasers.
Buffer layer in metamorphic HEMT transistors, adjusting lattice constant between GaAs substrate and GaInAs channel. Can form layered heterostructures acting as quantum wells, in e.g. quantum cascade lasers.
Used in blue laser diodes, ultraviolet LEDs (down to 250 nm), and AlGaN/GaN HEMTs. Can be grown on sapphire. Used in heterojunctions with AlN and GaN.
InxGa1–xN, x usually between 0.02–0.3 (0.02 for near-UV, 0.1 for 390 nm, 0.2 for 420 nm, 0.3 for 440 nm). Can be grown epitaxially on sapphire, SiC wafers or silicon. Used in modern blue and green LEDs, InGaN quantum wells are effective emitters from green to ultraviolet. Insensitive to radiation damage, possible use in satellite solar cells. Insensitive to defects, tolerant to lattice mismatch damage. High heat capacity.
also InAlGaP, InGaAlP, AlInGaP; for lattice matching to GaAs substrates the In mole fraction is fixed at about 0.48, the Al/Ga ratio is adjusted to achieve band gaps between about 1.9 and 2.35 eV; direct or indirect band gaps depending on the Al/Ga/In ratios; used for waveengths between 560–650 nm; tends to form ordered phases during deposition, which has to be prevented
Efficient solid-state x-ray and gamma-ray detector, can operate at room temperature. High electro-optic coefficient. Used in solar cells. Can be used to generate and detect terahertz radiation. Can be used as a substrate for epitaxial growth of HgCdTe.
Known as "MerCad". Extensive use in sensitive cooled infrared imaging sensors, infrared astronomy, and infrared detectors. Alloy of mercury telluride (a semimetal, zero band gap) and CdTe. High electron mobility. The only common material capable of operating in both 3–5 µm and 12–15 µm atmospheric windows. Can be grown on CdZnTe.
Used in infrared detectors, infrared imaging sensors, and infrared astronomy. Better mechanical and thermal properties than HgCdTe but more difficult to control the composition. More difficult to form complex heterostructures.
Jones, E.D. (1991). "Control of Semiconductor Conductivity by Doping". In Miller, L. S.; Mullin, J. B. (eds.). Electronic Materials. New York: Plenum Press. pp. 155–171. doi:10.1007/978-1-4615-3818-9_12. ISBN 978-1-4613-6703-1.
Yu, Peter; Cardona, Manuel (2010). Fundamentals of Semiconductors (4 ed.). Springer-Verlag Berlin Heidelberg. p. 2. doi:10.1007/978-3-642-00710-1. ISBN 978-3-642-00709-5.
Patel, Malkeshkumar; Indrajit Mukhopadhyay; Abhijit Ray (26 May 2013). "Annealing influence over structural and optical properties of sprayed SnS thin films". Optical Materials. 35 (9): 1693–1699. Bibcode:2013OptMa..35.1693P. doi:10.1016/j.optmat.2013.04.034.
Syrbu, N. N.; Stamov, I. G.; Morozova, V. I.; Kiossev, V. K.; Peev, L. G. (1980). "Energy band structure of Zn3P2, ZnP2 and CdP2 crystals on wavelength modulated photoconductivity and photoresponnse spectra of Schottky diodes investigation". Proceedings of the First International Symposium on the Physics and Chemistry of II-V Compounds: 237–242.
Botha, J. R.; Scriven, G. J.; Engelbrecht, J. A. A.; Leitch, A. W. R. (1999). "Photoluminescence properties of metalorganic vapor phase epitaxial Zn3As2". Journal of Applied Physics. 86 (10): 5614–5618. Bibcode:1999JAP....86.5614B. doi:10.1063/1.371569.
Shin, S.; Suga, S.; Taniguchi, M.; Fujisawa, M.; Kanzaki, H.; Fujimori, A.; Daimon, H.; Ueda, Y.; Kosuge, K. (1990). "Vacuum-ultraviolet reflectance and photoemission study of the metal-insulator phase transitions in VO 2, V 6 O 13, and V 2 O 3". Physical Review B. 41 (8): 4993–5009. Bibcode:1990PhRvB..41.4993S. doi:10.1103/physrevb.41.4993. PMID 9994356.
Arora, Himani; Jung, Younghun; Venanzi, Tommaso; Watanabe, Kenji; Taniguchi, Takashi; Hübner, René; Schneider, Harald; Helm, Manfred; Hone, James C.; Erbe, Artur (2019-11-20). "Effective Hexagonal Boron Nitride Passivation of Few-Layered InSe and GaSe to Enhance Their Electronic and Optical Properties". ACS Applied Materials & Interfaces. 11 (46): 43480–43487. doi:10.1021/acsami.9b13442. ISSN 1944-8244.
HODES; Ebooks Corporation (8 October 2002). Chemical Solution Deposition of Semiconductor Films. CRC Press. pp. 319–. ISBN 978-0-8247-4345-1. Retrieved 28 June 2011.
Hussain, Aftab M.; Fahad, Hossain M.; Singh, Nirpendra; Sevilla, Galo A. Torres; Schwingenschlögl, Udo; Hussain, Muhammad M. (2014). "Tin – an unlikely ally for silicon field effect transistors?". Physica Status Solidi RRL. 8 (4): 332–335. Bibcode:2014PSSRR...8..332H. doi:10.1002/pssr.201308300.
Trukhan, V. M.; Izotov, A. D.; Shoukavaya, T. V. (2014). "Compounds and solid solutions of the Zn-Cd-P-As system in semiconductor electronics". Inorganic Materials. 50 (9): 868–873. doi:10.1134/S0020168514090143.
Arushanov, E. K. (1992). "II3V2 compounds and alloys". Progress in Crystal Growth and Characterization of Materials. 25 (3): 131–201. doi:10.1016/0960-8974(92)90030-T.
While governments and manufacturers address the semiconductor shortage, it’s worth getting to know why the technology is worth the fuss. It comes down to the fact that semiconductors power almost everything in our daily lives.
From smartphones to planes, semiconductors evolved to improve technologies and do wonders for your entertainment and convenience. Let’s go into more detail about what makes them special, including eight areas semiconductor chips influence the most.
Before the popular silicon-based chips came to be, computers were big machines made of tubes and dials. They were impressive but fragile, not to mention a liability because of the amount of electricity they needed.
Semiconductor chips replaced the tubes, managing machines faster, cheaper, and more efficiently. Advances in design and size led us to light and sleek modern phones and smart equipment in a range of industries.
The global chip shortage highlights the importance of semiconductor chips and why restoring and increasing their production is essential to modern living.
Machines great and small rely on semiconductor chips. You’ll not just find them in the palm of your hand, but at the other end of your internet connection and even behind your steering wheel.
Microchips and computers are usually the first connection people make. Depending on the type of chip, a semiconductor uses binary code to direct the commands you give it, whether it’s to launch a program or download and save a document.
Microprocessors, memory, and graphic processing units (GPUs) are common semiconductors for computers. All-in-all, they help your machine run smoothly, for example, by protecting your battery and whole system from burning up while you play video games.
The principle of semiconductors for telecommunication is the same: to control machine functions. The difference is the types of chips used and what they"re used for. At the same time, their design differs from device to device.
A smartphone’s semiconductor chips affect its display, navigation, battery use, 4G reception, and more. Even taking pictures and using different apps taps into one chip or another.
But it’s not just about phones. Consider routers, answering machines, and pagers. The range of technologies that depend on telecommunication semiconductors really is broad.
Fridges, microwaves, washing machines, air conditioners, and other machines around the home and office operate thanks to semiconductors. Different chips control temperatures, timers, automated features, and so on.
Our spaces are already full of appliances to make everyday habits easier, while smart technology and the Internet of Things (IoT) add to them. As a result, semiconductor chips constantly evolve to respond to rising standards, mainly demanding instant, multifunctional, and durable services.
Once you understand what semiconductors can do, it’s easier to imagine how different parts of our high-tech world benefit from them. Banks are major investors, especially in the best microchips manufacturers have to offer.
Computers and their banking systems for online communication, digital accounting, cloud platforms, and more are key. But banks also need semiconductors for ATMs, security cameras, and even automated locking mechanisms.
This is also a case where the more powerful the technology, the better. Semiconductor chips can help banks keep your money and personal information safe, even more so as AI and machine learning evolve within banking.
When it comes to security, semiconductors have both improved and hindered it. The evolution of microchips alongside many other parts of digital technology has opened the way to new and intelligent threats. However, these same innovations also help defend against them.
A semiconductor chip’s contribution to cybersecurity starts from the hardware. The effectiveness of any programs you install later depends on how well your machine supports them.
The medical field uses advanced technology. Complex and risky surgeries are safer with the help of machines, operating with precision. Monitors and pacemakers are popular too. Even talking to patients and diagnosing symptoms is possible through video conferencing alone.
And none of this equipment can do its job right without semiconductor chips directing the power, sensors, temperatures, pressures, calculations, and many other functions. Just like with security, a lot of care goes into designing the parts for medical devices and ensuring they don’t malfunction.
Cars, buses, trains, and planes are just much bigger devices that also use semiconductors. If you value GPS, free Wi-Fi, or the polite voice alerting you about each stop, then you can appreciate how these tiny but wonderful chips enhance everyday habits.
In general, electronic vehicles have more features than analog models. They take the stress out of travel and replace it with a smooth experience and handy tools for navigation, roadside assistance, parking, and more.
It’s because semiconductors are so widespread today that manufacturers need to focus on specific industries. Aviation is another major interest, enjoying super-efficient cockpit avionics, engine control systems, and power conversion, among other functions.
The benefits of semiconductors come full circle to improve their own manufacturing and that of every other commercial product. Machines in factories do specific and repetitive work, the result of carefully set up hardware and software.
So, whether a device is self-sufficient or needs someone to control it, its abilities must be trustworthy, which largely depends on its semiconductor chips. Several practical and economic factors are linked to a business’s trouble-free operation and production.
With so many gadgets and innovations around, it isn’t easy to keep track of everything. Overindulging in technology you don’t fully understand is also risky. Semiconductor chips are smart, but they can’t stop you from making mistakes.

Right after the pandemic hit, I bought a new vacuum cleaner. I wanted to step up my housecleaning skills since I knew I’d be home a lot more. I was able to buy mine right away, but friends who wanted new appliances weren’t so lucky. My relatives had to wait months for their new refrigerator to arrive. And it wasn’t just appliances. New cars were absent from dealership lots, while used cars commanded a premium. What do all these things have in common? Semiconductor chips.
The pandemic disrupted the global supply chain, and semiconductor chips were particularly vulnerable. The chip shortage delivered a wakeup call for our country to make our supply chain more resilient and increase domestic manufacturing of chips, which are omnipresent in modern life.
“To an astonishing degree, the products and services we encounter every day are powered by semiconductor chips,” says Mike Molnar, director of NIST’s Office of Advanced Manufacturing.
Think about your kitchen. Dishwashers have chips that sense how dirty your loads are and precisely time their cleaning cycles to reduce your energy and water bills. Some rice cookers use chips with “fuzzy logic” to judge how long to cook rice. Many toasters now have chips that make sure your bread is perfectly browned.
We commonly think of chips as the “brains” that crunch numbers, and that is certainly true for the CPUs in computers, but chips do all sorts of useful things. Memory chips store data. Digital cameras contain chips that detect light and turn it into an image. Modern TVs produce their colorful displays with arrays of light emitting diodes (LEDs) on chips. Phones send and receive Wi-Fi and cellular signals thanks to semiconductor chips inside them. Chips also abound on the exteriors of homes, inside everything from security cameras to solar panels.
The average car can have upward of 1,200 chips in it, and you can’t make a new car unless you have all of them. “Today’s cars are computers on wheels,” an auto mechanic said to me a few years ago, and his words were never more on point than during the height of the pandemic. In 2021, the chip shortage was estimated to have caused a loss of $110 billion in new vehicle sales worldwide.
The chips in today’s cars are a combination of low-tech, mature chips and high-tech, state-of-the-art processors (which you’ll especially find in electric vehicles and those that have autonomous driving capabilities).
Whether mature or cutting-edge, chips typically need to go through a dizzying series of steps — and different suppliers — before they become finished products. And most of this work is currently done outside this country. The U.S., once a leader in chip manufacturing, currently only has about a 12% share in the market.
To reestablish our nation’s leadership in chip manufacturing, Congress recently passed, and President Joe Biden recently signed into law, the CHIPS Act. The CHIPS Act aims to help U.S. manufacturers grow an ecosystem in which they produce both mature and state-of-the-art chips at all stages of the manufacturing process and supply chain, and NIST is going to play a big role in this effort.
Silicon is the most frequently used raw material for chips, and one of the most abundant atomic elements on Earth. To give you a sense of its abundance, silicon and oxygen are the main ingredients of most beach sand, and a major component of glass, rocks and soil (which means that you can also find it in actual, not just metaphorical, dirt).
Silicon is a type of material known as a semiconductor. Electricity flows through semiconductors better than it does through insulators (such as rubber and cotton), but not quite as well as it does through conductors (such as metals and water).
But that’s a good thing. In semiconductors, you can control electric current precisely — and without any moving parts. By applying a small voltage to them, you can either cause current to flow or to stop — making the semiconductor (or a small region within it) act like a conductor or insulator depending on what you want to do.
The first step for making a chip is to start with a thin slice of a semiconductor material, known as a “wafer,” often round in shape. On top of the wafer, manufacturers then create complex miniature electric circuits, commonly called “integrated circuits” (ICs) because they are embedded as one piece on the wafer. A typical IC today contains billions of tiny on-off switches known as transistors that enable a chip to perform a wide range of complex tasks from sending signals to processing information. Increasingly, these circuits also have “photonic” components in which light travels alongside electricity.
Manufacturers typically mass-produce dozens of ICs on a single semiconductor wafer and then dice the wafer to separate the individual pieces. When each of them is packaged as a self-contained device, you have a “chip,” which can then be placed in smartphones, computers and so many other products.
Though silicon is the most commonly used raw material for chips, other semiconductors are used depending on the application. For example, gallium nitride is resistant to damage from cosmic rays and other radiation in space, so it’s commonly the material of choice for electronic devices in satellites. Gallium arsenide is frequently employed to make LEDs, because silicon typically produces heat instead of light if you try to make an LED with it.
Non-silicon semiconductors are used in the growing field of “power electronics” in vehicles and energy systems such as wind and solar. Silicon carbide can handle larger amounts of electricity and voltage than other materials, so it has been used in chips for electric vehicles to perform functions such as converting DC battery power into the AC power delivered to the motors.
Diamonds are semiconductors too — and they have the greatest ability to conduct heat of any known material. Artificial diamonds are currently used as the semiconductors in chips for aerospace applications, as they can draw heat away from the power loads generated in those chips.
Measurement science plays a key role in up to 50% of semiconductor manufacturing steps, according to a recent NIST report. Good measurements enable manufacturers to mass-produce high-quality, high-performance chips.
NIST has the measurement science and technical standards expertise that is needed by the U.S. chip industry, and our programs to advance manufacturing and support manufacturing networks across the U.S. mean we can partner with industry to find out what they need and deliver on it.
NIST researchers already work on semiconductor materials for many reasons. For example, researchers have developed new ways to measure semiconductor materials in order to detect defects (such as a stray aluminum atom in silicon) that could cause chips to malfunction. As electronic components get smaller, chips need to be increasingly free of such defects.
“Modern chips may contain over 100 billion complex nanodevices that are less than 50 atoms across — all must work nearly identically for the chip to function,” the NIST report points out.
NIST researchers also measure the properties of new materials that could be useful for future inventions. All of the semiconductor materials I mentioned above are brittle and can’t be bent. But devices with chips — from pacemakers to blood pressure monitors to defibrillators — are increasingly being made with flexible materials so they can be “wearable” and you can attach them comfortably to the contours of your body. NIST researchers have been at the forefront of the work to develop these “flexible” chips.
Researchers are also studying materials that could serve as “printable” chips that would be cheaper and more environmentally friendly. Instead of going through the complicated multistep process of making chips in a factory, we are developing ways to print circuits directly onto materials such as paper using technology that’s similar to ink-jet printers.
And while we’ve lost a lot of overall chip manufacturing share, U.S. companies still make many of the machines that carry out the individual steps for fabricating chips, such as those that deposit ultrathin layers of material on top of semiconductors. But what if, instead of these machines being shipped abroad, more domestic manufacturers developed expertise in using them?
To support this effort, NIST researchers are planning to perform measurements with these very machines in their labs. They will study materials that these machines use and the manufacturing processes associated with them. The information from the NIST work could help more domestic manufacturers develop the know-how for making chips. This work can help create an ecosystem with many domestic chip manufacturers, not just a few, leading to a more resilient supply chain.
“Reliance on only one supplier is problematic, as we saw with the recent shortage in baby formula,” NIST"s Jyoti Malhotra pointed out to me. Malhotra serves on the senior leadership team of the NIST Manufacturing Extension Partnership (MEP). MEP has been connecting NIST labs to the U.S. suppliers and manufacturers who produce materials, components, devices and equipment enabling U.S. chip manufacturing.
Last but not least, an area of major excitement at NIST is “advanced packaging.” No, we don’t mean the work of those expert gift-wrappers you may find at stores during the holiday season. When we talk about chip packaging, we’re referring to everything that goes around a chip to protect it from damage and connect it to the rest of the device. Advanced packaging takes things to the next level: It uses ingenious techniques during the chipmaking process to connect multiple chips to each other and the rest of the device in as tiny a space as possible.
But it’s more about just making a smartphone that fits in your pocket. Advanced packaging enables our devices to be faster and more energy-efficient because information can be exchanged between chips over shorter distances and this in turn reduces energy consumption.
One great byproduct of advanced packaging’s innovations can be found on my wrist — namely, the smartwatch I wear for my long-distance runs. My watch uses GPS to measure how far I ran. It also measures my heart rate, and after my workouts, it uploads my running data wirelessly to my phone. Its battery lasts for days; it had plenty of juice left even after I ran a full marathon last month.
Twenty years ago, running watches were big and clunky, with much less functionality. My friends and I had a particular model with a huge face and a bulky slab that fit over the insides of our wrists. When a friend and I opened up his watch to replace his battery, we saw that the GPS receiver was on a completely separate circuit board from the rest of the watch electronics.
Under the small and thin face of my current watch you will find all its electronics, including a GPS sensor, battery, heart-rate monitor, wireless communications device and so many other things.
Further development of advanced packaging could produce even more powerful devices for monitoring a patient’s vitals, measuring pollutants in the environment, and increasing situational awareness for soldiers in the field.
Advanced packaging is also a potential niche for domestic manufacturers to grow global market share (currently at 3% for this part of the chipmaking process). Chips are becoming so complex that design and manufacturing processes, once separate steps, are now increasingly intertwined — and the U.S. remains a world leader in chip design. NIST’s measurements to support advanced packaging in chips and standards for the packaging process could give domestic manufacturers a decisive edge in this area.
All the NIST experts I’ve spoken to talk about a future in which chip manufacturers work increasingly closely with their customers, such as automakers. The benefit of closer relationships would mean that customers could collaborate with manufacturers to create more customized chips that bring about completely new products.
And as we’ve seen, incorporating chips into existing products tends to make them “smart,” whether it’s an appliance figuring out how long to bake the bread, or solar panels that maximize electricity production by coordinating the power output from individual panels. With more domestic manufacturers on the scene, there are more opportunities to incorporate chips into products — that could also be manufactured in the U.S.A.
I first encountered semiconductor chips in the 1970s, when the U.S. was a dominant force in chip manufacturing. Inside a department store with my mom, I saw pocket calculators on display, and they fascinated me. You could punch their number keys and they would instantly solve any addition or multiplication problem. As a 6-year-old, I thought that they had little brains in them!
Since then, semiconductor chips have been a big part of my life. And after the pandemic, I realize I can’t take them for granted. I’m glad to be part of an agency that is working to create a more resilient supply chain — and bring back chip manufacturing in this country.
Transistor: Simple switch, made with a semiconductor material, that turns on or off depending on changes in voltage and can combine with other transistors to create complex devices
Chip: Self-contained piece including the semiconductor surface and integrated circuit, independently packaged for use in electronics such as cellphones or computers

Displays are an essential part of our daily lives. Over the past decade, mainstream display technology has transitioned from LCD to OLED with new technologies such as quantum dot and micro-LED emerging. Resolution, luminance, form factor, reliability, and quality are driving continuous innovation in display development.
As display technologies advance, research and development, process metrology, and failure analysis challenges increase, requiring fast time-to-data and reliable solutions.
Mainstream (OLED) technology is striving to deliver a longer display life and new form factors, leading to the continued development of thin-film encapsulation (TFE) technology. The evolution from quantum dot enhancement film (QDEF) to electroluminescent QD LED demands precise characterization and control over the size and shape of the microstructure. For micro-LED, there is a continued desire to improve its external quantum efficiency and reduce leakage current.
As designers shrink the dimensions of display technology, the need for high accuracy metrology increases. Reducing pixel size improves resolution, reducing the display thickness increases energy conversion. New architectures require the critical dimensions (CD) of the backplane and the light-emitting unit be controlled accurately in both lateral and vertical directions. Tighter design specifications require fast FIB/SEM based metrology with a high degree of automation and repeatability.
Display device manufacturing is increasingly complex. Defects due to particles, contamination, or process deviations can impact panel yield and productivity. As pixel size shrinks laterally, and structural complexity increases, traditional optical inspection methods no longer detect all the “killer” defects. With defects occurring in the panel or the fully assembled display module, isolating the defect to a particular depth or vertical layer becomes more challenging. This places a greater premium on solutions and workflows that deliver thin slices through large volume samples with surgical precision and minimal damage while providing high-resolution images to identify defects quickly and confidently.
Thermo Fisher Scientific offers a unique and comprehensive set of workflows to meet the R&D, metrology, and defect characterization needs of the advanced display industry.
Advanced electron microscopy, focused ion beam, and associated analytical techniques for identifying viable solutions and design methods for the fabrication of high-performance semiconductor devices.
We offer advanced analytical capabilities for defect analysis, metrology, and process control, designed to help increase productivity and improve yield across a range of semiconductor applications and devices.
Increasingly complex semiconductor device structures result in more places for failure-inducing defects to hide. Our next-generation workflows help you localize and characterize subtle electrical issues that affect yield, performance, and reliability.
Ongoing consumer demand drives the creation of smaller, faster, and cheaper electronic devices. Their production relies on high-productivity instruments and workflows that image, analyze, and characterize a broad range of semiconductor and display devices.
Every electrostatic discharge (ESD) control plan is required to identify devices that are sensitive to ESD. We offer a complete suite of test systems to help with your device qualification requirements.
Uneven distribution of local power dissipation can cause large, localized increases in temperature, leading to device failure. We offer unique solutions for thermal fault isolation with high-sensitivity lock-in infrared thermography (LIT).
Thermo Fisher Scientific offers scanning electron microscopes for every function of a semiconductor lab, from general imaging tasks to advanced failure analysis techniques requiring precise voltage-contrast measurements.
Scanning electron microscopy provides accurate and reliable metrology data at nanometer scales. Automated ultra-high-resolution SEM metrology enables faster time-to-yield and time-to-market for memory, logic, and data storage applications.
Thermo Scientific DualBeam systems provide accurate TEM sample preparation for atomic-scale analysis of semiconductor devices. Automation and advanced machine learning technologies produce high-quality samples, at the correct location, and a low cost per sample.
Thermo Scientific transmission electron microscopes offer high-resolution imaging and analysis of semiconductor devices, enabling manufacturers to calibrate toolsets, diagnose failure mechanisms, and optimize overall process yields.
Shrinking feature size, along with advanced design and architecture, results in increasingly challenging failure analysis for semiconductors. Damage-free delayering of devices is a critical technique for the detection of buried electrical faults and failures.
Electrostatic discharge (ESD) can damage small features and structures in semiconductors and integrated circuits. We offer a comprehensive suite of test equipment which verifies that your devices meet targeted ESD compliance standards.
Uneven distribution of local power dissipation can cause large, localized increases in temperature, leading to device failure. We offer unique solutions for thermal fault isolation with high-sensitivity lock-in infrared thermography (LIT).
Thermo Fisher Scientific offers scanning electron microscopes for every function of a semiconductor lab, from general imaging tasks to advanced failure analysis techniques requiring precise voltage-contrast measurements.
Scanning electron microscopy provides accurate and reliable metrology data at nanometer scales. Automated ultra-high-resolution SEM metrology enables faster time-to-yield and time-to-market for memory, logic, and data storage applications.
Thermo Scientific DualBeam systems provide accurate TEM sample preparation for atomic-scale analysis of semiconductor devices. Automation and advanced machine learning technologies produce high-quality samples, at the correct location, and a low cost per sample.
Thermo Scientific transmission electron microscopes offer high-resolution imaging and analysis of semiconductor devices, enabling manufacturers to calibrate toolsets, diagnose failure mechanisms, and optimize overall process yields.
Shrinking feature size, along with advanced design and architecture, results in increasingly challenging failure analysis for semiconductors. Damage-free delayering of devices is a critical technique for the detection of buried electrical faults and failures.
Electrostatic discharge (ESD) can damage small features and structures in semiconductors and integrated circuits. We offer a comprehensive suite of test equipment which verifies that your devices meet targeted ESD compliance standards.
Advantest (TSE: 6857) is the leading manufacturer of automatic test and measurement equipment used in the design and production of semiconductors for applications including 5G communications, the Internet of Things (IoT), autonomous vehicles, high performance computing (HPC) including artificial intelligence (AI) and machine learning, and more. Its leading-edge systems and products are integrated into the most advanced semiconductor production lines in the world. The company also conducts R&D to address emerging testing challenges and applications; develops advanced test-interface solutions for wafer sort and final test; produces scanning electron microscopes essential to photomask manufacturing; and offers system-level test solutions and other test-related accessories. Founded in Tokyo in 1954, Advantest is a global company with facilities around the world and an international commitment to sustainable practices and social responsibility.
Applied Materials, Inc. (Nasdaq: AMAT) is the leader in materials engineering solutions used to produce virtually every new chip and advanced display in the world. Our expertise in modifying materials at atomic levels and on an industrial scale enables customers to transform possibilities into reality. At Applied Materials, our innovations make possible a better future.
ASML is a leading supplier to the semiconductor industry. The company provides chipmakers with hardware, software and services to mass produce the patterns of integrated circuits (microchips). Together with its partners, ASML drives the advancement of more affordable, more powerful, more energy-efficient microchips. ASML enables groundbreaking technology to solve some of humanity"s toughest challenges, such as in healthcare, energy use and conservation, mobility and agriculture. ASML is a multinational company headquartered in Veldhoven, the Netherlands, with offices across Europe, the US and Asia. Every day, ASML’s more than 33,100 employees (FTE) challenge the status quo and push technology to new limits. ASML is traded on Euronext Amsterdam and NASDAQ under the symbol ASML.
ASMPT (HKEX stock code: 0522) is a leading global supplier of hardware and software solutions for the manufacture of semiconductors and electronics. Headquartered in Singapore, ASMPT’s offerings encompass the semiconductor assembly & packaging, and SMT (surface mount technology) industries, ranging from wafer deposition, to the various solutions that organise, assemble and package delicate electronic components into a vast range of end-user devices, which include electronics, mobile communications, computing, automotive, industrial and LED (displays). ASMPT partners with customers very closely, with continuous investment in R&D helping to provide cost-effective, industry-shaping solutions that achieve higher productivity, greater reliability and enhanced quality.
Edwards is the leading developer and manufacturer of sophisticated vacuum products, exhaust management systems and related value-added services. These are integral to manufacturing processes for semiconductors, flat panel displays, LEDs and solar cells; are used within an increasingly diverse range of industrial processes including power, glass and other coating applications, steel and other metallurgy, pharmaceutical and chemical; and for both scientific instruments and a wide range of R&D applications. Edwards has around 7,000 employees worldwide engaged in the design, manufacture and support of high technology vacuum and exhaust management equipment and has state-of-the-art manufacturing facilities in Europe, Asia and North America. Edwards is part of the Atlas Copco Group (NASDAQ OMX Stockholm: ATCO A, ATCO B), a Sweden-based provider of industrial productivity solutions.
EV Group (EVG) is a leading supplier of equipment and process solutions for the manufacture of semiconductors, microelectromechanical systems (MEMS), compound semiconductors, power devices and nanotechnology devices. Key products include wafer bonding, thin-wafer processing, lithography/nanoimprint lithography (NIL) and metrology equipment, as well as photoresist coaters, cleaners and inspection systems. Founded in 1980, EV Group services and supports an elaborate network of global customers and partners all over the world.
FormFactor, Inc. (NASDAQ: FORM), is a leading provider of essential test and measurement technologies along the full IC life cycle - from metrology and inspection, characterization, modeling, reliability, and design de-bug, to qualification and production test. Semiconductor companies rely upon FormFactor"s products and services to accelerate profitability by optimizing device performance and advancing yield knowledge. The Company serves customers through its network of facilities in Asia, Europe, and North America.
Founded in 1980 for the development of Korea semiconductor-based industry, Hanmi Semiconductor has grown steadily into a world-class semiconductor manufacturer and now we are the leading designer, developer & manufacturer of semiconductor equipment industry. Our success has been based on a number of factors such as the best assembly systems, efficiency of production, ongoing R&D investment & high-tech modules through 25 years quality improvement.
Hitachi High-Tech, headquartered in Tokyo, Japan, is engaged in activities in a broad range of fields, including Analytical & Medical Solutions (manufacture and sales of clinical analyzers, biotechnology products, and analytical instruments), Nano-Technology Solutions (manufacture and sales of semiconductor manufacturing equipment and analysis equipment), and Industrial Solutions (providing high value-added solutions in fields of social & industrial infrastructures and mobility, etc.).
HORIBA, Ltd. manufactures and sells instruments and systems for various applications. It operates in five segments: Automotive, Process & Environmental, Medical-Diagnostic, Semiconductor, and Scientific. The Automotive segment offers automotive emission analyzers, emission measurement systems, drive line test systems, engine test and fuel cell test systems, and battery test systems; test systems for engine



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey