
oxide tft lcd in stock

Oxide thin-film transistor (TFT) liquid crystal display (LCD) panels are increasingly adopted in mobile PCs due to their feature of high resolution while consuming low power. Global shipments of large oxide TFT LCD panels of 9 inches or larger are expected to grow from 20 million units in 2016 to 55.6 million units in 2017, according to new analysis from IHS Markit (Nasdaq: INFO). Of those, 51 million units are estimated to be applied to mobile PCs, which include notebook PCs and tablet PCs, up 200 percent from 17 million units in 2016.
“Demand for high-resolution panels has increased as media content for mobile PCs became available in higher resolutions,” said David Hsieh, senior director at IHS Markit. “Apple’ and Microsoft’s use of oxide TFT LCD panels for products – iPad, iPad Pro, and Surface, respectively – helped increase the oxide mobile PC panel market and encouraged other PC brands to follow suit.”
Low-temperature polysilicon (LTPS) and oxide TFT LCD solutions are major candidates for displaying high-resolution images, and they are expected to account for more than 19 percent of the entire mobile PC display market in 2017, according to the Large Area Display Market Tracker by IHS Markit.
While LTPS can deliver higher resolution images and consume less power than oxide TFT LCD or a-Si TFT LCD, it has its own limits: its production cost is high and the yield rate is low. In addition, it is less efficient to produce large panels. Albeit not as high resolution as LTPS, oxide TFT LCD panels still display high-resolution images better than the a-Si solution, and they are suitable to produce large panels at lower production cost than LTPS.
LG Display and Sharp have expanded their oxide mobile PC panel shipments aggressively by 180 percent and 370 percent, respectively. CEC Panda in China is estimated to increase its shipments from about 600,000 units in 2016 to 4.2 million in 2017. As some oxide panel suppliers are reducing their focus on the mobile PC display business, display makers in China and Taiwan, such as BOE and Innolux, are expected to produce more oxide panels in future, IHS Markit said.

Japan Display Inc. (JDI) has successfully developed the world"s first backplane technology to radically improve the properties of conventional oxide semiconductor thin film transistors (OS-TFT) at its G6 Plant in Mobara, Japan, and will begin immediate commercialization of this new technology.
JDI"s new OS-TFT technology generates high-mobility oxide semiconductors (HMO), which have 2X the field-effect mobility of conventional OS-TFTs, and ultra-high mobility oxide semiconductors (UHMO), which have 4X higher field-effect mobility than conventional OS-TFT (hereafter, HMO/UHMO collectively referred to as "HMO"). UHMO"s field-effect mobility on JDI"s G6 mass production line is 52cm2/Vs, an extraordinarily high level. More broadly, HMO enables the same level of on-current flow as LTPS, while maintaining low off-leak current.
Transistor I-V Characteristic ComparisonJDI believes HMO will drastically accelerate display technology innovation and contribute to significant improvements in both OLED and LCD display performance, including:
Conventional OS-TFTs have a problem of bias temperature stress (BTS), which causes poor reliability and image deterioration when trying to obtain high field-effect mobility.
However, by leveraging the manufacturing process know-how JDI has developed over many years, JDI has overcome these challenges with HMO, which is a new, breakthrough OS-TFT with superior characteristics. HMO achieves both high field-effect mobility and stable BTS to concurrently realize OS-TFT"s low off-leak current and LTPS"s image driving stability.
4.5.Comparing the key attributes of different TFT technologies (a-Si, pc-Si, nc-Si, OTFT, graphene, CNT, etc). Parameters include manufacturing technique, mobility, uniformity, stability, and commercialisation stage and primary uses
7.1.Radar chart assessing the merits of different backplane technologies (LTPS, oxide, a-Si, organics) for LCD displays. The parameters considered are resolution, size, flexibility, on-pixel processing, and 3D. Here, the scale is from
7.2.Radar chart assessing the merits of different backplane technologies (LTPS, oxide, a-Si, organics) for OLED displays. The parameters considered are resolution, size, flexibility, on-pixel processing, and 3D. Here, the scale is fro
7.7.Announced annual production capacity (area) of various OLED display manufactures in 2015-2016. Two categories are developed: 1) LTPS backplanes and 2) oxide backplanes

The display industry is continuing to move toward mid-to-large-size, immersive displays in high-performance tablets, notebooks and 8K TVs. As these trends become industry standards, the oxide market emerges as an important opportunity for enabling the next-generation of high-performance displays. These displays feature: higher resolution and faster refresh rates; enhanced circuitry integration to achieve slim bezels; and cost savings for panel makers by improving the panel aperture ratio and enabling large gen size manufacturing.
To achieve these technical requirements, new breakthroughs are needed in thin-film-transistor (TFT) technologies. Among the display industry’s current offerings, amorphous silicon TFT (a-Si TFT) maintains a leading position among all applications, while low-temperature poly-silicon TFT (LTPS) is the predominant display technology for enabling high-performance handheld displays. The key differences between a-Si and LTPS are that an a-Si TFT has a simpler process, structure, and is easier to scale up in terms of manufacturing. However, LTPS offers better TFT performance to achieve higher resolutions and lower power consumption. The drawbacks of LTPS come in size limitations and increased manufacturing costs. For these reasons, neither a-Si or LTPS can fully meet the technical requirements for this next generation of high-performance displays.
All of these industry requirements create new process and glass composition challenges, which present the need to develop an advanced oxide TFT glass technology.
For decades, the dominant technology for flat panel displays was an amorphous silicon (a-Si) backplane. The vast majority of displays were made using a-Si backplanes due to the simplicity in manufacturing process, good economics, and scalability to larger sizes. As demands for brighter and/or higher resolution displays grew due to the introduction and proliferation of handheld mobile devices, alternative backplane technologies, such as low temperature polysilicon (LTPS), became more prevalent. LTPS is similar to a-Si, but requires higher processing temperatures and a more complicated manufacturing process. This results in advanced properties for the backplane, such as >50X higher electronic mobility. These properties allow smaller TFTs (enabling higher resolutions and brighter displays) and faster refresh rates. While clearly a superior technology to a-Si, the higher temperatures and more complex manufacturing process make LTPS considerably more expensive than a-Si. Additionally, LTPS is not easily scaled to larger sizes to enable better panel economics.
The ideal backplane technology would combine the simplicity, economics, and scalability to larger panel sizes of a-Si with the heightened performance of LTPS. This is exactly what oxide TFT technologies offer. The most commonly implemented oxide TFT technology is based on Indium-Gallium-Zinc-Oxide or “IGZO” technologies.
Though the mobility of oxide TFT is not as high as LTPS, it is an order of magnitude better than a-Si technology and capable of driving OLED displays and 8K 120Hz + LCD TVs. Additionally, the low off-current of an oxide TFT could enable low refresh frequency without flicker effects on static images (a comparison of different TFT technologies are shown in Table 1). While, like LTPS, oxide TFT backplanes have improved electrical properties relative to a-Si backplanes, oxide TFT backplanes can scale up to Gen 10.5 at reasonable costs (unlike LTPS), thereby enabling high-end, large-size LCD and OLED TVs. It is for this “just right” compromise of a-Si and LTPS properties that oxide TFT is garnering so much attention from panel makers worldwide. It offers the ability to manufacture displays far superior to a-Si at sizes and costs unachievable by LTPS.
There are two major oxide TFT processes to consider: etch-stop and back channel etch (BCE). The key difference between the processes is the use of an etch-stop layer, also known as ESL, that is required to protect the IGZO channels during the etching process.
Oxide TFT reliability was the major concern in early stage of oxide TFT development. The oxide TFT channel was usually damaged in subsequent processes, so an etch stop structure was designed to protect the oxide TFT channel. The etch-stop (ESL) oxide TFT manufacturing process begins with a bottom gate structure which is covered by a gate insulator and TFT islands. After the gate insulator (GI) layers and TFT patterning, a patterned SiO2 layer is deposited to cover the IGZO channel area in order to protect oxide TFT from following source/drain (S/D) etching. This enables better TFT reliability, and after the S/D etching, then followed by passivation, ITO layer as the Figure 1 shows. In the ESL process, temperatures may go up to 300-400°C for up to an hour or more. While these are higher temperatures than some a-Si processes, it is considerably lower than the typical LTPS processes that can exceed 500°C.
The BCE oxide TFT process (Figure 2) is very similar to the ESL oxide TFT process in the first two photo etching processes (PEP) steps. However, a high temperature (400-500°C) annealing process enhances the TFT reliability that allows the removal of the ESL. The higher temperature annealing step requires a thermally stable glass that can withstand harsh manufacturing environments and processing times relative to the conventional oxide (ESL) or a-Si processes.
To panel makers, the BCE oxide TFT process is similar to the a-Si process, which has been widely used for the past two decades. Also, there is one photo-mask process reduction compared to the ES oxide TFT process, therefore, BCE oxide TFT is becoming a mainstream process of oxide TFT manufacturing.
While the oxide TFT process has clear technical benefits for the manufacture of large and high-performance TVs, it presents a unique set of challenges for the glass substrate used in the process.
When put through a typical TFT backplane process, glass substrates will change shape or size (i.e., strain) which is called a change in total pitch (TP). One of the most important glass substrate attributes is total pitch variation (TPV), which is the deviation from predictable glass movement within a glass sheet and from sheet-to-sheet. For a glass substrate to have good TPV performance, the substrate must have the required balance of physical properties to resist the various causes of strain of the substrate: elastic distortion, stress relaxation, and compaction. These sources of strain, and the corresponding glass property that resists them, are discussed below.
In TFT processes, there are several sources of stress applied to the glass substrate, such as film stresses and gate metals. In oxide TFT, the latter is particularly significant due to the substantial thickness and covered area of the gate metal. The pitch change associated with these stresses is determined by the size of the stress, the elastic modulus of the glass, and the thickness of the substrate. Since the stresses are determined by the TFT manufacturer and the industry is continually driving to thinner and thinner substrates, the only attribute within the control of the glass manufacturer is to increase the elastic modulus to increase the stiffness of the substrate. Also, because the stresses in the TFT process can vary across a sheet or sheet-to-sheet, a higher elastic modulus will reduce the strain due to variations in the applied stresses, thereby minimizing TPV from this potential cause.
The stresses from applied films and gate metal can also contribute to the overall TPV through the relaxation of those stresses during subsequent thermal treatments. As the substrate progresses through the various steps of the TFT process, the films, gate metal, and substrate itself will all undergo stress relaxation. As the stress state of the composite changes with time and temperature, the concomitant strain will accordingly change, causing a pitch change and an increase in TPV. The glass substrate resists this stress relaxation in proportion to its effective viscosity at the process temperatures. In a-Si TFT processes, the temperatures are low enough that there is a minimal amount of stress relaxation due to the glass substrate having a relatively high viscosity at these low temperatures (the viscosity of the glass increases as the temperature decreases). In oxide TFT processing, however, temperatures are higher and, therefore, the potential for stress relaxation is greater due to the lower effective viscosity of the glass. This is particularly acute for the BCE oxide TFT process, which has process steps with temperatures in excess of 400°C. Traditional glass substrates which are sufficient for the typical a-Si applications may also be sufficient for the lower temperature ESL oxide TFT processes. However, the higher temperature BCE oxide TFT process may require a substrate with a higher effective viscosity at temperatures in the range of 400°C.
The effective viscosity of the glass substrate also plays a role in the amount of viscous relaxation the glass substrate undergoes in the TFT process due to structural relaxation of the glass itself. This is commonly referred to as “compaction” or “shrinkage” in the glass industry. Compaction is due to the evolution of the glass structure from a non-equilibrium state toward a structure closer to equilibrium with the customer process. The amount of this viscous relaxation that occurs is proportional to the degree to which the glass is out of equilibrium, and inversely proportional to the effective viscosity of the glass at the TFT process temperatures. Consequently, a higher viscosity glass is beneficial for minimizing TPV, just like in stress relaxation. In glass property terms, a higher viscosity glass is a glass with a higher “annealing point” therefore glass manufacturers will often tout the high annealing point of their glass compositions.
Corning’s proprietary fusion process manufactures glass panels at Gen 10.5 sizes (2940 x 3370mm), enabling higher glass utilization for larger-screen sizes. For example, one sheet of Gen 10.5 glass could create eight 65” display panels, or six 75” display panels. This enhanced glass utilization greatly reduces cost for panel makers and is key for enabling the oxide TFT market"
For oxide TFT to be used in IT or handheld products, one of the key features is a thin and light form factor. To achieve this, the display panel usually needs to be thinned down to roughly 0.15mm / 0.15mm (for the two pieces of glass in the display) using the chemical slimming process. A faster etch rate is clearly desired to enable higher throughput and lower costs but this often comes at the cost of the generation of “sludge.” Sludge can create problems in the etch vendors’ processes and end up causing more cost than the fast etch rate reduced. By using a glass that balances maximizing etch rate while minimizing sludge generation, panel makers optimize their throughput and costs.
The technology challenges and technical requirements outlined fuel an industry need for a new glass substrate with the right balance of physical properties for oxide TFT technology. For displays applications, this includes low total pitch variation, low total thickness variation, and low sag. This package of glass attributes, alongside the ability to scale-up manufacturing to large-gen sizes, will help enable the next-generation of mid-to-large-size, immersive displays in 8K TVs.
These applications require a shift toward oxide technology, versus the current a-Si and LTPS TFT technologies. As the push for oxide increases, new process and technical challenges emerge for panel makers. To build a display that meets these performance expectations, panel makers require a thermally and dimensionally stable glass to improve yields while achieving the desired resolution.
One of the industry’s leading oxide panel makers selected Astra Glass as its backplane glass substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT glass fabrication for immersive high-performance displays.
One of the industry’s leading oxide panel makers selected Astra Glass as its backplane glass substrate because it has the inherent fidelity to thrive in high-temperature oxide-TFT glass fabrication for immersive high-performance displays.

(6 November, 2017) – Oxide thin-film transistor (TFT) liquid crystal display (LCD) panels are increasingly adopted in mobile PCs due to their feature of high resolution while consuming low power. Global shipments of large oxide TFT LCD panels of 9 inches or larger are expected to grow from 20 million units in 2016 to 55.6 million units in 2017, according to new analysis from
. “Apple’ and Microsoft’s use of oxide TFT LCD panels for products – iPad, iPad Pro, and Surface, respectively – helped increase the oxide mobile PC panel market and encouraged other PC brands to follow suit.”
Low-temperature polysilicon (LTPS) and oxide TFT LCD solutions are major candidates for displaying high-resolution images, and they are expected to account for more than 19 percent of the entire mobile PC display market in 2017, according to the
While LTPS can deliver higher resolution images and consume less power than oxide TFT LCD or a-Si TFT LCD, it has its own limits: its production cost is high and the yield rate is low. In addition, it is less efficient to produce large panels. Albeit not as high resolution as LTPS, oxide TFT LCD panels still display high-resolution images better than the a-Si solution, and they are suitable to produce large panels at lower production cost than LTPS.
LG Display and Sharp have expanded their oxide mobile PC panel shipments aggressively by 180 percent and 370 percent, respectively. CEC Panda in China is estimated to increase its shipments from about 600,000 units in 2016 to 4.2 million in 2017. As some oxide panel suppliers are reducing their focus on the mobile PC display business, display makers in China and Taiwan, such as BOE and Innolux, are expected to produce more oxide panels in future, IHS Markit said.

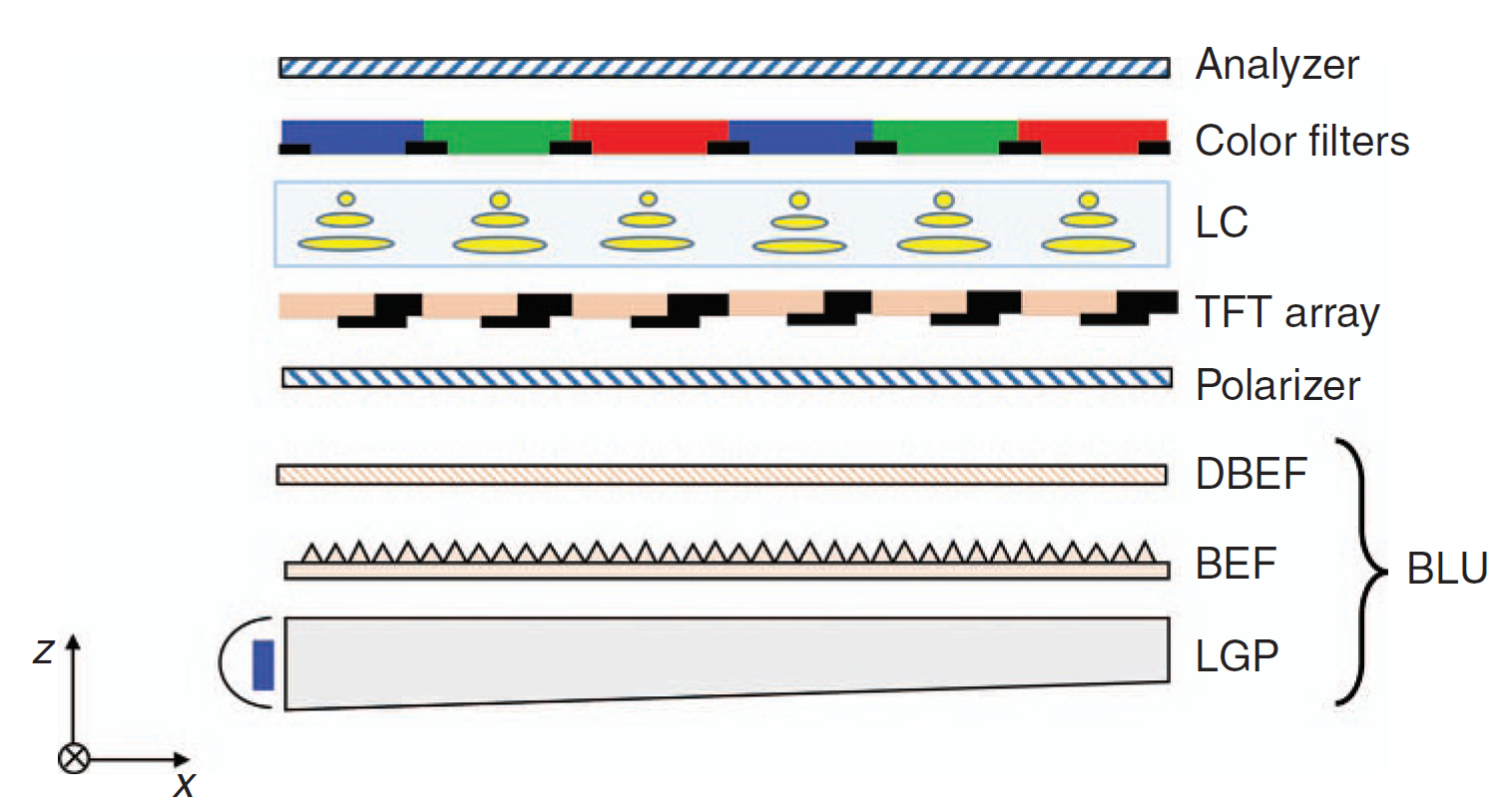
Thin-Film Transistor Liquid Crystal Displays use thin-film transistors to control the voltage applied to the liquid crystal layer at a sub-pixel level. The structure of TFT LCDs consists of a TFT “sandwich” and a BLU (Backlight Unit). A typical configuration is shown in the schematic diagram below.
Firstly, between the back and front polarizers, TFT LCD cells are made with two glass substrates – one for color filters, the other for a TFT array – and a liquid crystal layer sandwiched in between.
For normally black TFT LCDs, if we follow along a piece of light setting off from its backlight source, it will bea)guided uniformly by LGP;b)reflected and enhanced by BEF and DBEF;c)polarized by the back polarizer;d)polarization changed by twisted LC under the voltage applied by TFT arrays;e)“tinted” red/green/blue by corresponding color filter of the subpixel;f)let through the front polarizer by matched polarization; andg)finally, it will reach the surface and appears in viewer’s eyes.
Normally black LCDs have higher contrast and wider viewing angles without grayscale inversion phenomenon compared to their normally white relatives. And whether TFT LCDs are normally black or white depends on their LC switching mode:
Thin-Film transistor (TFT) complementary metal–oxide–semiconductor (CMOS) devices have recently attracted significant attention and have been widely studied. TFTs—Thin-Film-type devices—have the advantages of high field-effect mobility, high uniformity over large areas, and high optical transparency in the visible range. In an LCD, each liquid crystal pixel is driven by a TFT integrated behind it, achieving high speed, brightness, and contrast for display screen information. Most conventional TFTs are amorphous silicon and low-temperature polycrystalline silicon metal–oxide–semiconductor field-effect transistors (MOSFETs). Such silicon-based TFTs and related devices typically have the following characteristics:Conventional silicon-based TFTs can easily achieve n- and p-Type doping, which is convenient for preparing complementary logic devices.
Dramatic advancements in transparent conductive oxide (TCO) devices (such as solar cells or low-contact-resistance materials for OLED) and flexible transparent electronics have been recently reported [1,2], which has made further improvements in the response speed and reduction in the power consumption of TFTs necessary. As the transistor size decreases, the response speed increases. Meanwhile, a smaller transistor size reduces the overall chip supply voltage, thus lowering the power consumption. However, it is difficult to advance silicon-based TFTs to achieve the high transparency required by modern technology, because mainstream silicon-based CMOS technology has developed to a 10 nm process node that is difficult to upgrade, leading directly to its process peak reaching the limit of transparent pixels. With the current process, it is difficult to obtain high-quality large-diameter silicon ingots [3,4]; thus, the development of silicon-based transistors has encountered significant hardships. As the market demand for more integrated and functionally complex integrated circuits increases, although the electrical properties of silicon-based TFTs are easy to control and suitable for the preparation of TFTs, the increase in market demand for more integrated and functionally complex integrated circuits highlight their drawbacks of low mobility, low stability, and poor light transmittance, making it difficult to achieve high-resolution and large displays [5].
Fortunately, oxide TFT devices with oxide semiconductors as the core materials can overcome the shortcomings of silicon-based TFTs. Currently, oxide TFTs with high electrical conductivity and high optical transmittance—such as wide-bandgap semiconductors or insulators—are a promising alternative. However, the bandgap width affects the conductivity and transparency of the material. Metallic materials have high conductivity but are opaque, making them an unsuitable alternative. A material with good transparency and a wide bandgap implies a low carrier concentration, which makes the material poorly conductive. However, high conductivity and transmittance in the entire visible region can only be achieved when the material has a bandgap greater than 3 eV and the carrier concentration is between 1019 and 1020 cm−3. The high transmittance in the visible region due to the wider optical bandgap leads to the reduced absorption of visible photons, resulting in poor material conductivity. Alternatively, carriers can be introduced through elemental doping to improve the conductivity of the material. Owing to their superior field-effect mobility, stability, and responsiveness compared to silicon-based TFTs, the development of oxide TFTs has greater potential—particularly in future-oriented integrated industrial circuits [6,7,8,9].
However, owing to the difficulty of achieving p-Type doping of oxide semiconductors, current devices based on oxide semiconductors only use n-type TFTs with unipolar characteristics [10,11,12,13,14,15,16,17]. The development of p-Type transistors has only just begun (e.g., Figure 1) [18,19]. Compared with n-type oxide semiconductor devices, the mobility of p-Type oxide semiconductor devices is 3–4 orders of magnitude lower. n-type TFTs have been developed in the industry, with low temperature, good economy, and mature technology, while p-Type TFTs are still in the experimental stage. Their performance remains unsatisfactory in terms of the switching ratio and threshold voltage, which has become a bottleneck hindrance [20,21]. To improve the performance of CMOS devices for applications that include image sensing in analog and digital electronic systems [22,23], the development of p-Type TFTs is necessary (e.g., Figure 2).
Performance of n- and p-channel tin oxide TFTs [24]: (a) Output and (b) transfer characteristics of tin oxide p-channel TFTs using ALD-Al2O3 as a gate dielectric. (c) Output and (d) transfer characteristics of tin oxide n-channel TFTs using SD-Al2O3 as a gate dielectric.
In metal oxides, the atoms of the metal are bonded with oxygen atoms through ionic bonds [25], while the 2p energy level of oxygen is much lower than the valence band electron energy level of metal. Owing to the strong electronegativity of oxygen ions as a strong localization-binding effect on the hole at the valence band maximum (VBM), even if a mass hole is introduced at the VBM, it forms a deep and dominated energy level, resulting in the low mobility of the hole carrier in the material. Hence, to fabricate CMOS circuits, p-Type TFTs with a performance similar to that of n-type TFTs are required. However, the development of high-performance p-Type oxides is severely limited because of the low p-Type VBM hole mobility.
In recent years, many studies have been carried out on p-Type oxide semiconductors [19,26,27,28,29,30]. In [19], the potential applications of material physics, various device structures, and the great potential of low-power electrons, transparent electrons, display applications, gas sensors, etc., are discussed. In the past five years, p-Type oxides have shown better stability, and the switching ratio of devices has been further improved. A few oxides have a unique energy band structure in which the VBMs are inherently modified by the co-hybridization of metal orbital states with the 2p orbitals of oxygen, which results in the reduction in the binding effect of the 2p orbitals of oxygen on hole carriers, improving the mobility of hole carriers and making p-Type conductivity in the material achievable. In this review, the recent processes for fabricating nickel oxide (NiO), tin oxide (SnO), and cuprous oxide (Cu2O) TFTs with p-Type characteristics are summarized. In Section 2, the unique valence band top of oxide semiconductors with p-Type characteristics is classified, and the performance characterization of TFTs is explained. The following three sections introduce the latest progress of p-Type NiO, SnO, and Cu2O TFTs, respectively, in terms of materials, manufacturing technology, and performance. In Section 6, the current issues and research progress of p-Type oxide TFTs are summarized. Finally, in Section 7, suggestions for the future research directions related to practical applications are put forward.

If you want to buy a new monitor, you might wonder what kind of display technologies I should choose. In today’s market, there are two main types of computer monitors: TFT LCD monitors & IPS monitors.
The word TFT means Thin Film Transistor. It is the technology that is used in LCD displays. We have additional resources if you would like to learn more about what is a TFT Display. This type of LCDs is also categorically referred to as an active-matrix LCD.
These LCDs can hold back some pixels while using other pixels so the LCD screen will be using a very minimum amount of energy to function (to modify the liquid crystal molecules between two electrodes). TFT LCDs have capacitors and transistors. These two elements play a key part in ensuring that the TFT display monitor functions by using a very small amount of energy while still generating vibrant, consistent images.
Industry nomenclature: TFT LCD panels or TFT screens can also be referred to as TN (Twisted Nematic) Type TFT displays or TN panels, or TN screen technology.
IPS (in-plane-switching) technology is like an improvement on the traditional TFT LCD display module in the sense that it has the same basic structure, but has more enhanced features and more widespread usability.
These LCD screens offer vibrant color, high contrast, and clear images at wide viewing angles. At a premium price. This technology is often used in high definition screens such as in gaming or entertainment.
Both TFT display and IPS display are active-matrix displays, neither can’t emit light on their own like OLED displays and have to be used with a back-light of white bright light to generate the picture. Newer panels utilize LED backlight (light-emitting diodes) to generate their light hence utilizing less power and requiring less depth by design. Neither TFT display nor IPS display can produce color, there is a layer of RGB (red, green, blue) color filter in each LCD pixels to produce the color consumers see. If you use a magnifier to inspect your monitor, you will see RGB color in each pixel. With an on/off switch and different level of brightness RGB, we can get many colors.
Winner. IPS TFT screens have around 0.3 milliseconds response time while TN TFT screens responds around 10 milliseconds which makes the latter unsuitable for gaming
Winner. the images that IPS displays create are much more pristine and original than that of the TFT screen. IPS displays do this by making the pixels function in a parallel way. Because of such placing, the pixels can reflect light in a better way, and because of that, you get a better image within the display.
Winner. While the TFT LCD has around 15% more power consumption vs IPS LCD, IPS has a lower transmittance which forces IPS displays to consume more power via backlights. TFT LCD helps battery life.
Normally, high-end products, such as Apple Mac computer monitors and Samsung mobile phones, generally use IPS panels. Some high-end TV and mobile phones even use AMOLED (Active Matrix Organic Light Emitting Diodes) displays. This cutting edge technology provides even better color reproduction, clear image quality, better color gamut, less power consumption when compared to LCD technology.
This kind of touch technology was first introduced by Steve Jobs in the first-generation iPhone. Of course, a TFT LCD display can always meet the basic needs at the most efficient price. An IPS display can make your monitor standing out.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey