
display screens for business factory

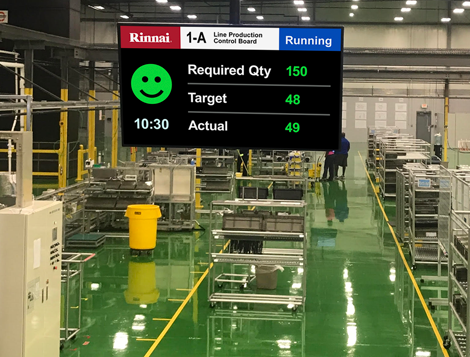
How do you display your metrics? Paper printouts or white boards? LED Scoreboards at each production line? Or perhaps you’ve thought about deploying a manufacturing data display to show your production stats in different areas of your plant. Our Manufacturing Data Display supports your LEAN and paperless manufacturing initiatives with real-time production metrics, KPIs, and inventory figures right on your plant floor.
By communicating directly with your existing database (even data from multiple sources) and displaying it on strategically located screens, our manufacturing data display provides your employees and floor managers with consistent and accurate information when they need it.
Automate — Automated, real-time data provides your employees and floor managers with consistent and accurate information when they need it, from available sources such as SQL, MySQL, Oracle, Excel, HTML, XML and other ODBC compliant applications.
Increase Productivity — Presenting KPI (Key Performance Indicators) to those on the production floor creates a healthy environment of competition and situational awareness that results in increased productivity, efficiency and morale.
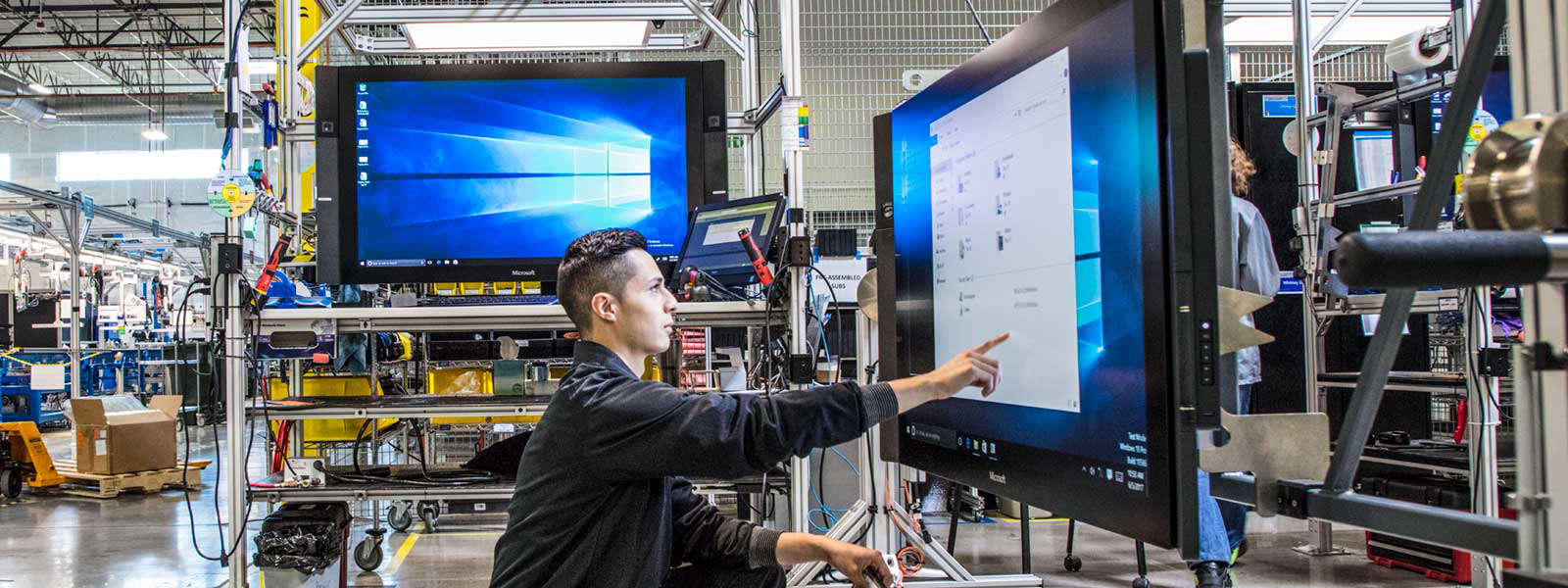
Our industrial display touch screen monitors can help your factory personnel and workshops handle complex industrial tasks on intuitive factory grade touch screens. Our wide range of rugged LCD displays with multi-touch and various touch technologies such as resisitive, SAW, optical imaging, projected capacitive and infrared are tough and suitable for virtually any industrial applications. We can help you choose the best touch screen technology and solution that fits best with your needs, and close the gap between your vision and implementation of the digital factory.
Our digital signage software lets you deliver unified messages to all sectors of your business from one easy-to-use application. This gives you more ways to engage your workforce, build community and increase efficiencies.
Keeping your employees informed of progress toward goals is an important part of daily operations and encouraging your team. With Visix digital signage, you can show current news and metrics to keep your employees updated and motivated. And our room signs let you extend messaging to shared spaces.
Recognizing individual and team achievements is one of the most powerful motivators you have, and our digital signage software makes it easy. With digital signage displays, you can:
“Visix technical people are superior, and always have the right fix and the right answers when we get ourselves in trouble. Communication success for our organization is their priority.”
As an introductory offer, we"re offering a FREE 30-DAY TRIAL. If you"d like to continue with a paid subscription, the affordable annual fee covers an unlimited number of players and screens.
Our award-winning artists design our safety subscription messages specifically for digital signs, with general OSHA-inspired EHS tips, quotes, trivia, calendar highlights and messages tailored to a variety of specialty tasks and environments.
Don’t let those spreadsheets go to waste. Show Excel data updates in real time on your digital signs to keep your workforce updated, motivated and engaged. AxisTV Signage Suite widgets let you map data from Excel and other sources, so your screens update automatically.

Planar® CarbonLight™ VX Series is comprised of carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility, available in 1.9 and 2.6mm pixel pitch (wall) and 2.6mm (floor).
From cinema content to motion-based digital art, Planar® Luxe MicroLED Displays offer a way to enrich distinctive spaces. HDR support and superior dynamic range create vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge MicroLED technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior décor.
From cinema content to motion-based digital art, Planar® Luxe Displays offer a way to enrich distinctive spaces. These professional-grade displays provide vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior decor.
From cinema content to motion-based digital art, Planar® Luxe MicroLED Displays offer a way to enrich distinctive spaces. HDR support and superior dynamic range create vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge MicroLED technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior décor.
Planar® CarbonLight™ VX Series is comprised of carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility, available in 1.9 and 2.6mm pixel pitch (wall) and 2.6mm (floor).
Carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility for various installations including virtual production and extended reality.
a line of extreme and ultra-narrow bezel LCD displays that provides a video wall solution for demanding requirements of 24x7 mission-critical applications and high ambient light environments
Since 1983, Planar display solutions have benefitted countless organizations in every application. Planar displays are usually front and center, dutifully delivering the visual experiences and critical information customers need, with proven technology that is built to withstand the rigors of constant use.

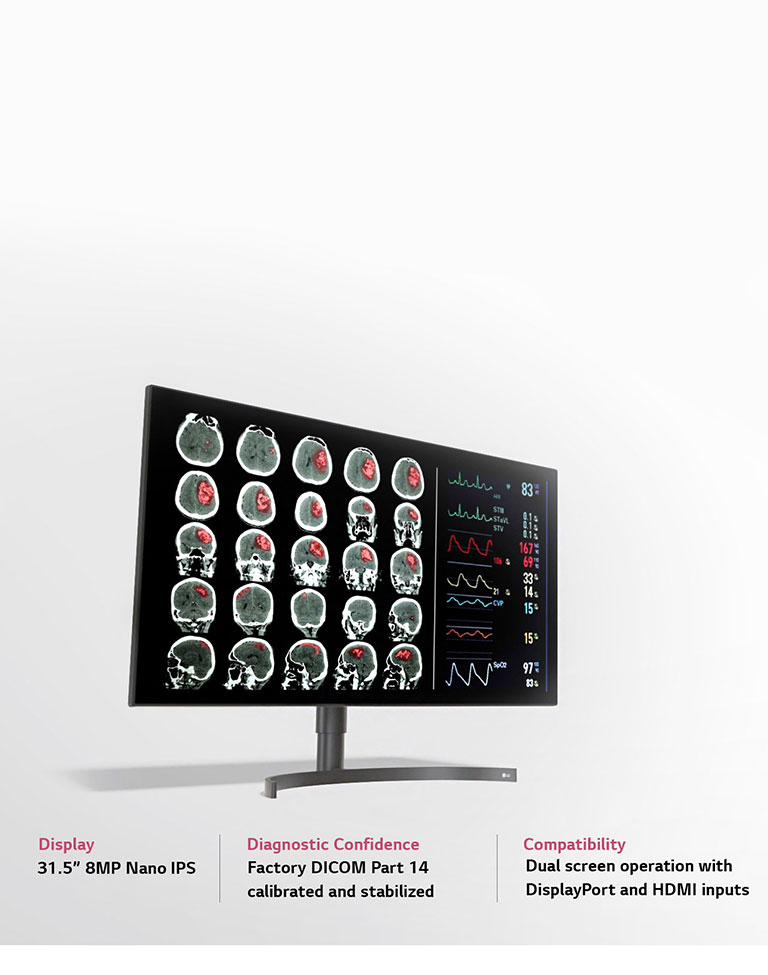
Industrial Display Systems provide a wide range of reliable displays from 5.7" to 55" including LCD displays, touch screen panels, outdoor displays and digital signage displays, and a series of industrial monitors including open frame monitors and panel mount monitors, which work perfectly with embedded boards and systems to fulfill various application needs.

Automate your manufacturing facility communications using factory floor digital signage! With reliable and instant communication from your computer to your shop floor displays, you will improve efficiency, track productivity, and reach your employees faster!
The scope of the automation of your manufacturing facility can extend beyond the actual machines themselves and into the realm of communication systems. For example, shop floor display boards enable reliable, rapid communication, increasing productivity and decreasing downtime.
Do you have a client who requires a quick turnaround or special modifications to your products? Provide your staff with up-to-date information in real-time using shop floor digital signs
Digital signage warehouse and manufacturing displays open up a world of possibilities for your staff and overall productivity rates, whether you"re trying to improve communication within the firm or speed up decision-making on the factory floor.
Our team is ready to deliver easy-to-use digital signage solutions to your business. With dedicated support teams and powerful design tools, anyone from any skill level can design professional-looking designs in minutes!

Engage your workforce in real time and across all locations with digital signage for manufacturing. Effectively and instantly communicate productivity goals, internal communications, health & safety protocols and emergency alerts.
Inform your workforce about important company news, new protocols and industry standards and continuing education opportunities. Upload Office, PDF and Google document files, in just a few clicks.
Keep your workforce safe in case of an emergency situation, by using our emergency alerts. Trigger our emergency alert system at any affected facility in seconds, from any remote location.
Digital signage for manufacturing helps promote awareness of and adherence to health & safety standards, across all plants. Create a playlist with safety videos and images, to increase workforce engagement.
Spotlight individual and team milestones and success stories. Welcome new employees with a short bio and photo. Use one of our free screen layout templates to create attractive and attention-grabbing content for your screens.
Display company values, goals and activities to make new and temporary employees feel like part of the team, from the very beginning. Communicate employee benefits and success stories through visually-engaging media.
Our user-friendly drag & drop features make it quick and easy for staff to create visually engaging content. No tech-savvy required! You’re done in a few clicks with Yodeck’s digital signage for manufacturing.
Take advantage of an extremely affordable pricing model that includes free, complete Yodeck Player kits with annual plans, and special pricing for bulk subscription purchases.
Yodeck provides an easy-to-use system to communicate to our 6,000+ employees across North America. For us, they are more than a service provider, they are a communication partner.
The important thing for us was that we needed an easy-to-use, robust digital signage solution that we could comfortably manage from our central offices, and of course, one which could fit to our low advertising budget. In Yodeck that is exactly what we found.
We chose Yodeck because we were missing a global strategy and a global standard for all our properties. We operate so many hotels and different destinations. We need to have the same content in our guest-facing facilities everywhere around the world.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
Display progress reports and goals to improve productivity. Use digital signage manufacturing screens to keep everyone informed and update. Screens can be updated immediately so there is no lag in productivity.
Use manufacturing information displays to help employees navigate the production floor and locate inventory. Wayfinding can help increase productivity by informing workers of where inventory is and best ways to navigate the production area.
A digital production display board integrates well with software platforms like SAP, Infor, and more. Use content apps such as Microsoft Power BI and analytics to make the most of manufacturing metric displays.
Manufacturing facilities have HR health and safety information posted somewhere. Use manufacturing display boards to display these important documents. Digital posters reinforce safety procedures to keep everyone safe.
Employee morale is affected by job satisfaction. One of the ways you can improve job satisfaction is by recognizing employee achievements on industrial display boards, which can lead to improvements in employee morale.

Founded in 2009, Sansi North America (SNA Displays) has become a leading LED display manufacturer in the United States with offices across the country and LED displays in major cities from coast to coast. We are the only LED signage manufacturer headquartered in Times Square and boast a major percentage of the digital LED displays in the world’s most coveted advertising space right outside our doors. In recent years, we’ve provided more LED display technology to Times Square than any of our competitors. Likewise, SNA Displays leads the industry in providing LED screens to the Los Angeles area and other major markets in North America.
Whether from the BRILLIANT™, BOLD™, or EMPIRE™ product series, our LED screens come in a vast array of sizes and pixel pitches for numerous indoor and outdoor applications. Whether you need an LED display screen for a conference room or one big enough to cover a skyscraper, SNA Displays has the custom-engineering knowledge and experience to make your vision come to life. We also have all-in-one, out-of-the-box LED screens perfect for on-the-go messaging.
SNA Displays emphasizes maximum communication throughout all phases of each of our projects. When you choose LED display products from SNA Displays, you not only get top-tier technology but a dedicated point of contact who will work with you from start to finish. Every project manager at SNA Displays is a structural, electrical, or mechanical engineer, meaning that our SNAPros™ have the engineering chops to help you at every step along the way, from design to installation to commissioning.

From scrawling chalk numbers on the floor to complex Excel spreadsheets, finding ways to monitor production in a manufacturing setting has always been the bane of efficiency’s life. It used to be that you could only know the previous day’s output the day after it happened. Not exactly great for on-the-spot operational decisions.
Imagine then the ability to show a real-time visual representation of the manufacturing process, giving visibility into operational performance for an entire organization to understand data across the demand chain. With a manufacturing dashboard, data’s power lay in the valuable insights it offers for immediate tangible action. Think of it like an all-seeing, all-powerful invisible floor manager (albeit one you can turn off).
But with data being continuously produced at each stage, there is every opportunity for it to become too complex and siloed due to security fears; ultimately, it loses its power and sits with people who don’t know how to interpret it. Which is where business intelligence tools like Tableau and Power BI come in.
In Dan Murray’s whitepaper on “How to Become a Data-Driven Manufacturing Organization”, he sets out five ways to implement change for manufacturing companies to make the most out of using data and BI tools:Address a clear need
A (short) example:A manufacturing company that produced press-moulded parts for the automotive industry heavily invested in new presses, believing that they would reduce overall scrap rate – and therefore increase profit margins.
They then began to collect detailed data from the output of 5 presses. After trying to (slowly) analyze this data manually on complex spreadsheets in the back office, they then switched to a business intelligence tool and a manufacturing analytics dashboard. This collected the data and presented it in a visual manner. It could also be shared with the team on the floor. One week of analyzing this data was reduced to minutes.
We’ve written about the benefits of Tableau dashboards before and how its BI software allows for simple visualization of complex data. Which is why it’s such a great tool for driving efficiency within manufacturing; Tableau is all about monitoring and optimizing for quick and effective operational decisions.
It’s no understatement when we say that efficiency is king for profitable manufacturing. As is streamlining and productivity. Which is why spending time staring at complex Big Data essentially diminishes the need for the data in the first place; if you can’t act upon it immediately, is there really any point?
Put those visualizations up on a dashboard for all to see and you have empowered everyone within your business – including deskless workers – to make data-driven decisions. As Tableau themselves say: “turn real-time data into just-in-time insights”.
Monitor every stage of the production process and its completion status to predict where bottlenecks might occur. Analyze historic metrics to forecast potential delays in the process too. Over time, acting on this data will help streamline the whole thing.
Data shouldn’t just live in the back office computers. Connect everyone within the business with an effective BI digital signage strategy and share relevant data to empower every team to make data-driven decisions. Giving the power of visibility to deskless workers is a great motivator.
Get a birds-eye view of your entire operation, from forecasted revenue to production down time. Spot trends in items returned or address outliers to further streamline operations. Creating a manufacturing dashboard that brings together all of your data sources can help quickly address business and production health.
Keep on top of production KPIs by setting job-specific parameters for your KPI metrics. Monitor real-time data like hourly waste production to make immediate decisions for immediate impact.
Issues with scalability, cost, ongoing IT support and security have always been cited as reasons why digital dashboards have not been used within the manufacturing industry. Whatever way you look at it, showing secure dashboards on screens is a bit of a technical nightmare.
ScreenCloud have spent the past two years building and developing ScreenCloud Dashboards – one of the most secure, scalable and affordable options in the industry. But digital signage dashboards don’t just have to be about showing real-time complex data in a digestible format.
Celebrate the little wins. Wish happy birthdays and work anniversaries. Show pictures from your staff party. Engage and empower your team to make those personal connections. Make your workforce feel part of one company.
If you"d like to see how ScreenCloud Dashboards can help accelerate your manufacturing business, simply request a demo and we can show you how it all works. If you"d rather launch straight in, you can also play about with a 14-day free trial (no credit card details required).
Sharing information in real time by using digital signage software can help you make decisions quickly and improve employee safety, performance and engagement.
Sharing information in real time by using digital signage software can help you make decisions quickly and improve employee safety, performance and engagement.
Dynamic digital signage software for manufacturing companiesTake your manufacturing company to the next technological level with dynamic digital signage. Enhanced internal communications will help decrease work accidents and improve employee productivity.
The digital display software is connected directly to your data sources (databases, ERP, PMS, WMS, etc.), which enables you to share relevant information automatically and in real time.
A multilingual content bank (offering customizable images and templates, among others) is provided to platform users to help them create their content.
ITESLIVE digital signage software works on any device with a screen. Whether it is a digital display monitor, an interactive screen, an interactive kiosk, a screensaver, a tablet, a media player or a video wall. You can also broadcast content in the Microsoft Teams app, any web browser, and screen savers.

Manufacturing employees often work long hours, on their feet, doing the same tasks hundreds of times over. Their accomplishments are number based, which is often a far cry for the amount of effort put into a given day.
The manufacturing industry accounts for 12.84 jobs in the United States. Of that workforce, two of the top manufacturing companies reported an annual turnover rate of 20%.
For starters, most manufacturing employees are unable to carry around a phone on their person while working. They aren’t able to access email, and their environment is too loud for pa systems / intercom announcements.
Shift managers are preoccupied with machinery and deadlines. They don’t need to be responsible for internal communications, as well. The employees rely on flyers in the break room and the rare team-meeting to stay informed.
Running a business in the manufacturing industry comes with intense responsibility. From maintaining machinery and scheduling contractors to supervising safety protocols each shift; all operations rely on the managers. It’s no wonder that after enough time passes, management can become complacent.
Filing cabinets full of paper records are no longer an efficient means of production. These days, tracking work orders, housing vendor information, and storing invoices is all done digitally.
Top manufacturing companies have recognized the benefits of CMMS solutions like safer storage and accurate information integrations. Any of this information can be pushed seamlessly to a digital sign.
The manufacturing industry has little room for complacency. Misinformed management, heavy machinery, and newly contracted workers are a recipe for disaster. By implementing a CMMS solution through digital signage, the manufacturing floor can stay informed and complacent.
Managers can set up the software to integrate with any assets of their daily tasks. Then the information can be fed to them while they help out on the floor.
Take the simple use case of installing digital production displays around the facility. By streamlining communications, project managers save the time they would have spent gathering and sharing information.
The manufacturing industry can greatly benefit from digital signage. Being a visually based, self-updating communications medium, employees are updated for their shift as soon as they enter the site.
Campaigns incorporate informational videos, company announcements, and safety alerts. Say goodbye to the bulletin board in the break room. Welcome digital signage as a step in the right direction towards a happier, safer working environment.
It’s not just to display production information. The options for Digital Signage are endless, here five of the standard uses for digital signage users in the manufacturing realm:
Post any changes or updated information regarding employee benefits. Whatever was once worth of a spot on the bulletin board, is now prime content for your digital signage.
Since most employees do not have access to personal computers during their shift, regular communications are overlooked. Use your digital signage to post the cafeteria menu for the day or any upcoming lunch/dinner specials.
Meeting alerts can be integrated from your company calendar. Engineering and technical information that is of importance to a specific shift can be scheduled for content delivery at that time. Also, simple motivational messages or company policies can play throughout the day.
The beauty of digital signage technology its ability to integrate with databases that track each step of the manufacturing process. This information is automated to the signs to keep everyone updated.
If you have a data source, your digital signage software should be able to support the integration. Production metrics, inventory management, product quality reports, and business performance can be updated in real time and automated on the screens.
With digital signage, not only do the directories update within a few clicks, but way-finding is displayed on a 3D map. No need to have new employees wandering around the facility, wasting time. Instead, they can use digital signage technology to find their desired route.
For less dramatic safety communications, campaigns can incorporate health and safety tips. Post videos for how to use wash-stations and the ‘‘Days Without Accident’ counter / the Kaizen Safety Cross.
Digital signage is not free, but that doesn’t mean you’ll have to drain the company budget for a video wall / LED display. Digital signage screens and players are a one time purchase. The software investment is the important part.
Digital media software companies offer yearly subscriptions to a cloud-based content management system (CMS). This keeps refreshed data on the digital displays by connecting through a secure digital signage network.
Users find that the signage pays for itself after taking into consideration the time, paper, and energy saved by the devices. Not to mention the increase in productivity that stems directly from open communication with staff.
Angiodynamics is the perfect case study for this. Their manufacturing metric displays increased employee productivity and improved retention rates, thanks to the positive morale brought on by the screens.
Let’s first talk security. We know that for IT professionals, it’s all about risk assessment. Safety is everything, and to compromise it in any way is simply a non-starter. We’ve created and perfected processes that ensure our digital signage puts each business at no risk for digital malpractice.
“We’re going to stay around the risk assessment quadrant — things like hardware, software, security,” Industry Weapon’s CEO, Dave Wible, said. “Questions that person needs to answer for their company in order to make sure they’re making the right decisions for their platform.”
From IT, we move on to the corporate communications team and/or the production floor. “I love talking about the key performance of the organization on the production floor,” Dave continued.
Our Business Impact Workshop with Angiodynamics explains this really well. The company’s Production Manager, Lucas Sauer-Jones, worked with their IT service desk lead, Larry Dellinger, to figure out how to make metrics for employees.
Because our team is stacked with experts in content creation, we’re equipped to build and deliver fresh content day after day that seamlessly folds in with custom Angiodynamics’ information.
These efforts don’t just improve employee productivity — they also give morale a jump-start. “They start talking, they’re encouraged to look at the next one,” Lucas said. “It’s not just about the numbers. It’s also about the company. It’s about the community.”
What’s the secret of managing labor in a manufacturing firm? Real-time, engaging visual communication. Data that shows the measures of efficiency, the goals that have or need to be reached, and the gratitude the company has for their workers.

Engage, entertain and educate with multiple solutions for all your indoor and outdoor digital signage needs, including interactive customer experiences.
Enhance the consumer experience and your brand by adding interactive technology to the visitor experience. Let your customers engage with your e-commerce platform or content with attractive, easy-to-install, always available, self-service kiosks.
Seamless and scalable to any size or shape, these beautiful and engaging video walls look great from any angle. With advanced technology and design innovation, Toshiba displays set the standard in outstanding image quality and maximum brightness.
All-weather, any-environment displays are scalable to any size, venue or function. From menu boards to outdoor kiosks, no matter what the application we have a weatherproof solution.
Even the best sales associates could use a hand. Enhance your in-store experience with interactive digital signage solutions that enable you to display impactful multimedia content and allow shoppers to learn about products in an engaging way.
Wayfinding displays provide your clients with intuitive solutions to locate their desired destination as well as browse through your facility’s entire directory of offerings. Step-by-step directions can be delivered on screen or directly to your mobile device, and context-aware advertising allows you to provide even greater value to your clients and tenants.
Transform your in-store experience right at the point of sale. Using custom-fit LCD screens, customers receive relevant and detailed information when they lift a product off its shelf; lift a second product for a dynamic product comparison.
The Cross Sell system is designed to allow sales associates the ability to create and display a virtually unlimited combination of styles, allowing customers to see in real-time what their new purchase will look like. The Cross Sell mobile application allows associates to check inventory and even place an order for pickup and/or delivery right from their mobile device.
XSellRate allows customers to skip the line and save time. This multi-function kiosk helps shoppers quickly and easily place orders, find items in store, or even get ideas on meals to prepare. This is an excellent way to boost repeat business by streamlining the shopping experience.
Virtuoso is an impactful, cost-effective kiosk for high-use environments. From wayfinding to informing, educating and entertaining, this completely unique interactive solution presents your content through appealing, self-service experiences via touch display.
Give your customers a more sophisticated experience and stay competitive with digital menu boards. Available as either a cloud-based or locally managed solution, Toshiba digital menu boards allow you to plan, distribute, and manage digital content across a network of displays.
One of the most common questions we’re asked when assisting businesses establish their digital signage systems is whether an LED or an LCD display is best for their business. The answer is always contextual to the clients’ needs. It starts by clarifying what the difference between the two actually is.
When we’re talking aboutconsumer products such as computer monitors and televisions the first thing to know is that an LED screenis an LCD screen, but an LCD screen is not always an LED screen. An LED monitor or television is just a specific type of LCD screen, which uses a liquid crystal display (LCD) panel to control where light is displayed on your screen.
For the display to be considered an LED screen, it means it is utilising ‘Light Emitting Diodes’ to generate the light behind the liquid crystals to form an image. A non-LED LCD screen has backlights (called fluorescent lamps) behind the screen that emit white light which cannot pass through the liquid crystals until an electric current is applied to the liquid crystals which then straighten out and allow light to pass through.
This is where it can get easy to divert away from giving clear advice on whether as LED or LCD display is best for your business, because consumer displays differ from commercial displays. We are not trying to give the reader direction on which monitor is best for their gaming set-up, but which screen type is ideal for communicating your business’ messages.
Commercial LED displays are typically referred to as Direct View LED. This is because they use LEDs as the individual pixels that make up the image itself. Using a surface array of LEDs removes any need for a liquid crystal display panel, which carries noticeable benefits for particular uses.
While LCD flat panels are available in resolutions of 1080P and 4K UHD, Direct View LED displays are measured by pixel pitch. Pixel pitch is the distance from the centre of one pixel cluster to the centre of the next pixel cluster in an LED screen. The smaller the pitch, the closer viewers can get to the display before they see the pixels themselves. Outdoor configurations may have a pitch of 10mm to 40mm, as they are viewed at longer distances.
For use indoors, where viewers would be closer to the display, a pitch of 10mm or less would be required, some have even sub-1mm pixel pitch. When considering Direct View LED displays, it is important to know the minimum viewing distance required. Multiplying the pixel pitch by 1,000 gives you a good rule of thumb for the minimum viewing distance.
Direct view LED displays can either use discrete oval LEDs which are basically one single self-contained diode, or Surface Mounted Device (SMD) LEDs. SMD LEDs contain 3 individual light-emitting diodes bunched together. Either way, it’s the light-emitting diodes that create the images you see on screen. This is explained in the image below, courtesy of LG Electronics
Commercial LCD screens are more closely related to their consumer counterparts like TVs but there are still differences to be aware of. It is not advised to simply purchase an LCD TV from your local electronics retailer and install it in a public setting and expect it to function as desired.
Both have been designed to be used differently. Commercial display manufacturers understand that their displays are going to be exposed to far different conditions than a living room television will be. The componentry in a commercial display is optimised to allow for the display to be on 24 hours a day, all year around. They take into account diverse environments such as hot kitchens, high foot traffic, and bad weather,ensuring the product won’t fail in such exposures. The addition of more durable and resistant technology means commercial LCD displays will typically be priced higher than their consumer cousins.
Brightness: When deployed in areas with strong ambient lighting, even the best LCDs can appear washed out and difficult to view, especially when from an angle. Direct view LEDs for outdoor applications can reach 9,000 nits, making them a brighter and better choice for most outdoor applications.
Contrast: Direct View LEDs can turn off pixels that aren’t being used which allows for a higher contrast and therefore a richer image in varied lighting conditions.
Size and shape: Direct view LED-based walls can be flat, curved, wrapped around pillars and more. With no size limit or set aspect ratio they can be used more flexibly than LCDs. Plus, panels have no bezels which means you can piece together Direct view LEDs to create large and uniquely shaped displays with no visible interruptions between units.
Lifespan and servicing: Most direct view LEDs are rated to last 10 years, compared to a typical 5 years for LCDs. Further, they can be easily replaced on-site, reducing maintenance costs.
Tougher: If you’re using an LCD for any outdoor application or one where the unit has to be protected from extreme temperatures or humidity, you’re going to need to include an enclosure and have an understanding of how to properly seal and vent the unit. Outdoor Direct view LEDs, on the other hand, are purpose-built to withstand harsh environments.
Price: The higher upfront cost of Direct LEDs could be the biggest sticking point when it comes to pitching a video wall. While prices have been steadily dropping, Direct view LEDs are still more expensive than LCD alternatives. However, make sure you consider the lifetime cost of the solution and other benefits mentioned above before you discount direct view LEDs.
Functionality: LCD screens can offer a wider range of functionality when it comes to set-up, display settings, and day-to-day control. There is also the addition of touch screen options for LCD displays which are a fairly sought-after feature these days.
Resolution: Whilst the fine pixel pitches available in direct view LEDs today make for impressively resolute images, LCD screens still boast are more uninterrupted image when viewed up close, particularly with the modern 4k displays. This makes them a better option for smaller retail stores, quick service restaurants or office meeting rooms.
As earlier stated, intended use for the display will determine which format you invest in. In outdoor environments or areas with high ambient lighting, brightness is the key concern. For indoor environments, the key concern is image quality and contrast. It’s also imperative to consider the usage environment and what the screen may be exposed to with regards to weather, temperature, humidity, direct contact and other factors. If you have a good understanding of your requirements for content, application, perception and budget then your first move should be to contact a supplier, like Black Lab Design, and we will be able to assist you with designing, building and installing the perfect digital display solution for your business.

The global display market reached a value of US$ 151.5 Billion in 2021. As per the analysis by IMARC Group, the top manufacturers in the display industry are focused on manufacturing advanced display variants in different sizes that are equipped with speakers, built-in cameras, and video calling features. They are also making heavy investments in the advancement of display technologies, such as liquid crystal display (LCD), cathode ray tube (CRT), light-emitting diode (LED), organic LED (OLED), gas plasma, quantum dot, and e-paper. Along with this, the development of smart displays integrated with innovative technologies, such as the Internet of Things (IoT) and artificial intelligence (AI) that assist in real-time monitoring and provide remote access, is offering lucrative opportunities to key players. Furthermore, the leading manufacturers are entering into partnerships and collaborations and focusing on research and development (R&D) activities to launch technologically advanced displays. Apart from this, the introduction of interactive and flexible displays that offer enhanced brightness, flexibility, and low power consumption is creating a positive market outlook. Looking forward, the market value is expected to reach US$ 197.3 Billion by 2027, growing at a CAGR of 4.10% during the forecast period (2022-2027).
AU Optronics Corp. is a leading provider of optoelectronic solutions that offer a wide range of display applications and smart solutions integrating software and hardware. The company was formed by the merger of Acer Display Technology, Inc. and Unipac Optoelectronics Corporation. It is committed to developing innovative display technologies for its premium and value-added display product applications. Over the years, it has earned worldwide recognition for its smart diversified solutions with its strong R&D capacity, manufacturing expertise, and comprehensive product portfolio. Currently, it has operations in numerous countries across the globe, including Taiwan, Mainland China, Japan, Singapore, South Korea, the US, and Europe.
BOE Technology Group Co. Ltd. is a leading semiconductor display company that offers ultra-high-definition, flexible, and micro-display solutions. It also provides smart products and professional services for information interaction and human health. The company operates through five segments, including semiconductor display, sensor and solution, MLED, smart system innovation, and smart medicine and engineering. It has several manufacturing bases in Beijing, Hefei, Chengdu, Chongqing, Fuzhou, Mianyang, Wuhan, Kunming, Suzhou, Ordos, and Gu"an. Its subsidiaries are located in 19 countries and regions, including the USA, Germany, UK, France, Switzerland, Japan, Korea, Singapore, India, Russia, Brazil, and UAE.
Corning Incorporated is one of the leading innovators in materials science worldwide that specializes in glass, ceramics, and concrete manufacturing. The company’s industry-leading products include damage-resistant cover glass for mobile devices; precision glass for advanced displays; optical fiber, wireless technologies, and connectivity solutions for state-of-the-art communications networks; trusted products to accelerate drug discovery and delivery; and clean-air technologies for cars and trucks. It operates through five segments, including display technologies, optical communications, environmental technologies, specialty materials, and life sciences.
DuPont de Nemours Inc. is a global innovation and technology leader, serving the semiconductor, display, circuit board, digital and flexographic printing, healthcare, aerospace, industrial, and transportation industries. The company is a leading supplier of innovative display materials and processes that enable enhancements to advanced flat-panel display (FPD), liquid crystal display (LCD), and organic light-emitting diode (OLED) display technologies. It operates several manufacturing facilities and offices in around 40 countries across the globe, including the United States, China, Taiwan, Singapore, Indonesia, India, Japan, Mexico, Australia, Canada, Korea, France, Germany, United Kingdom, Italy, Spain, Philippines, Thailand, Vietnam, Belgium, and Brazil.
E Ink Holdings Inc. is the originator, pioneer, and leader in ePaper technology. It delivers its advanced display products to the leading brands and manufacturers across the globe, allowing them to install extremely durable, low-power displays in previously impossible or unimaginable applications and environments. It also develops, manufactures, and markets thin-film transistor liquid crystal displays (TFT-LCDs). At present, the company has operations in Taiwan, China, North America, Japan, and Korea.
HP Inc. is a global technology leader that provides imaging and printing systems, computing systems, mobile devices, solutions, and services for business and home. The company has a diversified product portfolio, which comprises laser and inkjet printers, scanners, copiers and faxes, personal computers, workstations, storage solutions, and other computing and printing systems. Moreover, HP sells its products across the globe through its extensive network of partners.
Innolux Corporation is a global leader in display technology engaged in producing and supplying TFT-LCD, liquid crystal panel modules, and touch modules. It provides advanced display integration solutions with innovative and differentiated technologies, such as 8K4K ultra-high-resolution, active-matrix AM miniLED, AM microLED, LTPS, and touch solutions. The company also covers a range of display application products, including TV panels, desktop monitors and notebook computer panels, small and medium-sized panels, medical panels, and automotive panels.
Leyard Optoelectronic Co., Ltd. is a global leader in audio-visual technology. It operates through four segments, including intelligent display, international business, nightscape lighting, cultural tourism, and VR entertainment. In addition, the company offers a variety of display products, such as small pitch LED, conventional LED, LCD products, creative LED, LED leasing, LED modular, and conference and commercial display products.
LG Display Co. Ltd. is a leading global display company that manufactures and sells innovative displays and related products through differentiated technologies such as OLED and IPS. It is an innovation leader in display technologies, including thin-film transistor liquid crystal (TFT-LCD), OLED, and flexible displays. Moreover, it manufactures display panels in various sizes and specifications for use in consumer electronics and also produces a variety of OLED light panels for the automotive and interior design sectors.
Qisda Corporation is an ODM/OEM leader engaged in manufacturing electronic products for consumer, commercial, medical, and industrial applications. It has a diverse product portfolio, consisting of LCD monitors, digital signage and professional displays, projectors, scanners, multifunctional printers, 3G/4G smartphones, medical gateways, medical imaging and telecare, automobile infotainment devices, e-reader, and tablets. Moreover, the company owns and operates manufacturing facilities in China, Mexico, and Taiwan.
Samsung Electronics Co. Ltd. is a global technology leader and one of the largest producers of electronic products. It manufactures a wide range of consumer and industrial electronic equipment and products, including semiconductors, personal computers, peripherals, monitors, TVs, and home appliances. Samsung"s OLED displays are leading the global small- and medium-sized display market through various innovative technologies such as clear image quality, slim design, and low power consumption. Moreover, the company also offers Internet access network systems, telecommunications equipment like mobile phones, and LED solutions.
Seiko Epson Corporation is a global technology leader and one of the largest manufacturers of computer printers, information, and imaging-related equipment. The company has a diversified product portfolio, comprising display solutions, semiconductors, printers, projectors, scanners, POS systems, robots, smart glasses, and watches. It has operations in Japan, Singapore, China, India, United States, Netherlands, Canada, Mexico, UK, France, Italy, and New Zealand.
Sharp Corporation is a Japanese multinational corporation primarily engaged in the manufacturing and sales of electric and electronic application equipment, electronic components, and telecommunications equipment. The company operates through three segments, including smart life, 8K ecosystem, and ICT. It has a diverse product portfolio, consisting of display modules, LCD TVs, semiconductor lasers, sensor modules, audio equipment, in-vehicle cameras, multi-function printers, information displays, and business projectors.
Sony Corporation is a Japanese multinational conglomerate corporation that manufactures electronic products, semiconductor solutions, and imaging and sensing solutions. It also offers a wide range of professional displays, including LCD, HDR, LED, and OLED display technologies, ideal for digital signage, screen mirroring, and various professional solutions. The company currently has operations across several countries and regions worldwide, including Japan, the United States, Europe, China, India, Australia, Indonesia, Malaysia, New Zealand, Philippines, Singapore, Thailand, and Vietnam.
About IMARC Group:IMARC Group is a leading market research and consulting company that offers management strategy and market research worldwide. The company has done multiple projects on the global display market & also AMOLED Display, holographic, 3D Display, Head-up Display, Rugged Display, which has enabled clients to set up and expand their businesses successfully. Some of the company"s offerings include:



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey