
lcd module manufacturing process manufacturer
Important technical improvements of LCD, such as LED backlighting and wide viewing Angle, are directly related to LCD. And account for an LCD display 80% of the cost of the LCD panel, enough to show that the LCD panel is the core part of the entire display, the quality of the LCD panel, can be said to directly determine the quality of an LCD display.
The production of civil LCD displays is just an assembly process. The LCD panel, the main control circuit, shell, and other parts of the main assembly, basically will not have too complex technical problems.
Does this mean that LCDS are low-tech products? In fact, it is not. The production and manufacturing process of the LCD panels is very complicated, requiring at least 300 process processes. The whole process needs to be carried out in a dust-free environment and with precise technology.
The general structure of the LCD panel is not very complex, now the structure of the LCD panel is divided into two parts: the LCD panel and the backlight system.
Due to the LCD does not shine, so you need to use another light source to illuminate, the function of the backlight system is to this, but currently used CCFL lamp or LED backlight, don’t have the characteristics of the surface light source, so you need to guide plate, spreadsheet components, such as linear or point sources of light evenly across the surface, in order to make the entire LCD panel on the differences of luminous intensity is the same, but it is very difficult, to achieve the ideal state can be to try to reduce brightness non-uniformity, the backlight system has a lot to the test of design and workmanship.
In addition, there is a driving IC and printed circuit board beside the LCD panel, which is mainly used to control the rotation of LCD molecules in the LCD panel and the transmission of display signals. The LCD plate is thin and translucent without electricity. It is roughly shaped like a sandwich, with an LCD sandwiched between a layer of TFT glass and a layer of colored filters.
LCD with light refraction properties of solid crystals, with fluid flow characteristics at the same time, under the drive of the electrode, can be arranged in a way that, in accordance with the master want to control the strength of the light through, and then on the color filter, through the red, green, blue three colors of each pixel toning, eventually get the full-screen image.
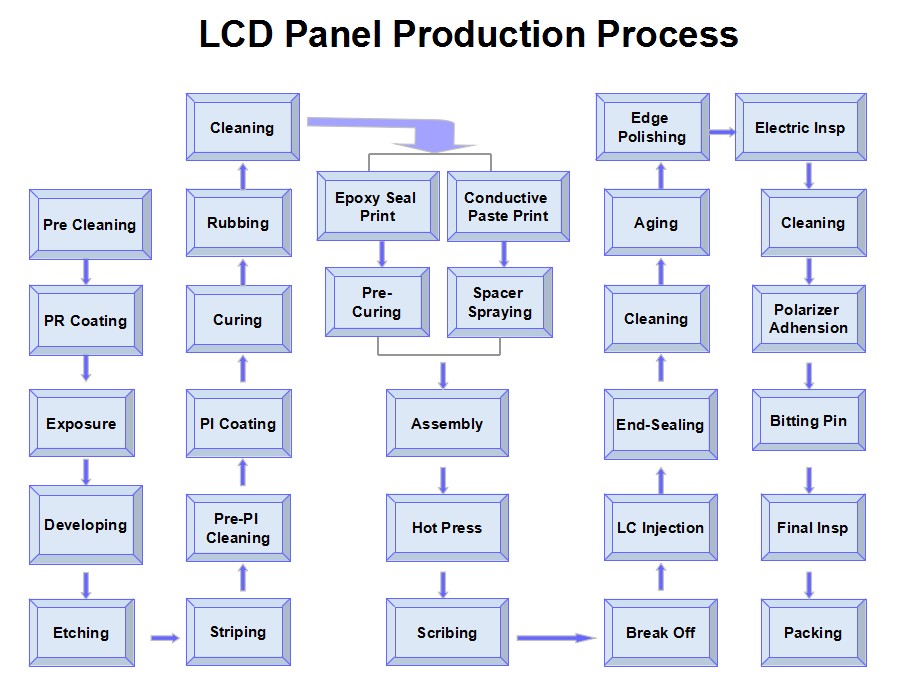
According to the functional division, the LCD panel can be divided into the LCD panel and the backlight system. However, to produce an LCD panel, it needs to go through three complicated processes, namely, the manufacturing process of the front segment Array,the manufacturing process of the middle segment Cell, and the assembly of the rear segment module. Today we will be here, for you in detail to introduce the production of the LCD panel manufacturing process.
The manufacturing process of the LCD panel Array is mainly composed of four parts: film, yellow light, etch and peel film. If we just look at it in this way, many netizens do not understand the specific meaning of these four steps and why they do so.
First of all, the motion and arrangement of LCD molecules need electrons to drive them. Therefore, on the TFT glass, the carrier of LCD, there must be conductive parts to control the motion of LCD. In this case, we use ITO (Indium Tin Oxide) to do this.ITO is transparent and also acts as a thin-film conductive crystal so that it doesn’t block the backlight.
The different arrangement of LCD molecules and the rapid motion change can ensure that each pixel displays the corresponding color accurately and the image changes accurately and quickly, which requires the precision of LCD molecule control.ITO film needs special treatment, just like printing the circuit on the PCB board, drawing the conductive circuit on the whole LCD board.
Rinse the basic label of glass with an organic solution and remove the photolithographic tape after reaction to keep the glass clean. This completes the first thin-film conductive crystal process, which generally requires at least five identical processes to form a complex and sophisticated pattern of electrodes on the glass.
This completes the previous Array process. It is not difficult to see from the whole process that ITO film is deposited, photoresist coated, exposed, developed, and etched on TFT glass, and finally, ITO electrode pattern designed in the early stage is formed on TFT glass to control the movement of LCD molecules on the glass. The general steps of the whole production process are not complicated, but the technical details and precautions are very complicated, so we will not introduce them here. Interested friends can consult relevant materials by themselves.
The glass that the LCD board uses makes a craft also very exquisite. (The manufacturing process flow of the LCD display screen)At present, the world’s largest LCD panel glass, mainly by the United States Corning, Japan Asahi glass manufacturers, located in the upstream of the production of LCD panel, these manufacturers have mastered the glass production technology patents. A few months ago, the earthquake caused a corning glass furnace shutdown incident, which has caused a certain impact on the LCD panel industry, you can see its position in the industry.
As mentioned earlier, the LCD panel is structured like a sandwich, with an LCD sandwiched between the lower TFT glass and the upper color filter. The terminal Cell process in LCD panel manufacturing involves the TFT glass being glued to the top and bottom of a colored filter, but this is not a simple bonding process that requires a lot of technical detail.
As you can see from the figure above, the glass is divided into 6 pieces of the same size. In other words, the LCD made from this glass is finally cut into 6 pieces, and the size of each piece is the final size. When the glass is cast, the specifications and sizes of each glass have been designed in advance.
Directional friction:Flannelette material is used to rub the surface of the layer in a specific direction so that the LCD molecules can be arranged along the friction direction of the aligned layer in the future to ensure the consistency of the arrangement of LCD molecules. After the alignment friction, there will be some contaminants such as flannelette thread, which need to be washed away through a special cleaning process.
After the TFT glass substrate is cleaned, a sealant coating is applied to allow the TFT glass substrate to be bonded to the color filter and to prevent LCD outflow.
Finally, the conductive adhesive is applied to the frame in the bonding direction of the glass of the color filter to ensure that external electrons can flow into the LCD layer. Then, according to the bonding mark on the TFT glass substrate and the color filter, two pieces of glass are bonded together, and the bonding material is solidified at high temperatures to make the upper and lower glasses fit statically.
Color filters are very important components of LCD panels. Manufacturers of color filters, like glass substrate manufacturers, are upstream of LCD panel manufacturers. Their oversupply or undersupply can directly affect the production schedule of LCD panels and indirectly affect the end market.
As can be seen from the above figure, each LCD panel is left with two edges after cutting. What is it used for? You can find the answer in the later module process
Finally, a polarizer is placed on both sides of each LCD substrate, with the horizontal polarizer facing outwards and the vertical polarizer facing inwards.
When making LCD panel, must up and down each use one, and presents the alternating direction, when has the electric field and does not have the electric field, causes the light to produce the phase difference and to present the light and dark state, uses in the display subtitle or the pattern.
The rear Module manufacturing process is mainly the integration of the drive IC pressing of the LCD substrate and the printed circuit board. This part can transmit the display signal received from the main control circuit to the drive IC to drive the LCD molecules to rotate and display the image. In addition, the backlight part will be integrated with the LCD substrate at this stage, and the complete LCD panel is completed.
Firstly, the heteroconductive adhesive is pressed on the two edges, which allows external electrons to enter the LCD substrate layer and acts as a bridge for electronic transmission
Next is the drive IC press. The main function of the drive IC is to output the required voltage to each pixel and control the degree of torsion of the LCD molecules. The drive IC is divided into two types. The source drive IC located in the X-axis is responsible for the input of data. It is characterized by high frequency and has an image function. The gate drive IC located in the Y-axis is responsible for the degree and speed of torsion of LCD molecules, which directly affects the response time of the LCD display. However, there are already many LCD panels that only have driving IC in the X-axis direction, perhaps because the Y-axis drive IC function has been integrated and simplified.
The press of the flexible circuit board can transmit data signals and act as the bridge between the external printed circuit and LCD. It can be bent and thus becomes a flexible or flexible circuit board
The manufacturing process of the LCD substrate still has a lot of details and matters needing attention, for example, rinse with clean, dry, dry, dry, ultrasonic cleaning, exposure, development and so on and so on, all have very strict technical details and requirements, so as to produce qualified eyes panel, interested friends can consult relevant technical information by a search engine.
LCD (LC) is a kind of LCD, which has the properties of light transmission and refraction of solid Crystal, as well as the flow property of Liquid. It is because of this property that it will be applied to the display field.
However, LCD does not emit light autonomously, so the display equipment using LCD as the display medium needs to be equipped with another backlight system.
First, a backplate is needed as the carrier of the light source. The common light source for LCD display equipment is CCFL cold cathode backlight, but it has started to switch to an LED backlight, but either one needs a backplate as the carrier.
CCFL backlight has been with LCD for a long time. Compared with LED backlight, CCFL backlight has many defects. However, it has gradually evolved to save 50% of the lamp and enhance the transmittance of the LCD panel, so as to achieve the purpose of energy-saving.
With the rapid development of LED in the field of lighting, the cost has been greatly reduced.LCD panels have also started to use LED as the backlight on a large scale. Currently, in order to control costs, an LED backlight is placed on the side rather than on the backplate, which can reduce the number of LED grains.
At the top of the diffusion plate, there will be 3~4 diffuser pieces, constantly uniform light to the whole surface, improve the uniformity of light, which is directly related to the LCD panel display effect. Professional LCD in order to better control the brightness uniformity of the screen, panel procurement, the later backlight control circuit, will make great efforts to ensure the quality of the panel.
The backlight system also includes a backlight module laminator, located behind the backplane. In the CCFL backlight era, you can often see the long strip laminator like the one above, with each coil responsible for a set of tubes.
Since the LCD substrate and the backlight system are not fixed by bonding, a metal or rubber frame is needed to be added to the outer layer to fix the LCD substrate and the backlight system.
After the period of the Module, the process is completed in LCM (LCDModule) factory, the core of this part of the basic does not involve the use of LCD manufacturing technology, mainly is some assembly work, so some machine panel factories such as chi mei, Korea department such as Samsung panel factory, all set with LCM factories in mainland China, Duan Mo group after the LCD panel assembly, so that we can convenient mainland area each big monitor procurement contract with LCD TV manufacturers, can reduce the human in the whole manufacturing and transportation costs.
However, neither Taiwan nor Korea has any intention to set up factories in mainland China for the LCD panel front and middle manufacturing process involving core technologies. Therefore, there is still a long way to go for China to have its own LCD panel industry.

LCDs are an important product nowadays; people see them everywhere, from their smartphones to their computer monitors. An LCD module manufacturer like Microtips Technology often has to work a lot to keep up with the demand. Providing the world with its LCD needs, however, can be difficult. To better understand the challenges; here is a brief overview of what exactly goes into crafting all of the LCDs that people see around them.
Constructing LCDs is a challenging process. The main component alone, which is the display glass, requires manufacturers to sandwich a sheet of liquid crystals between two layers of glass. Hooked up to the display glass are the components that make the images happen: the drive electronics that pass the current through the glass, the control electronics that interpret the video signals, the mechanical package that frames the glass and the electronics package and the power supply that provides the charge for your LCD. Producing and combining all of these can be quite difficult and creates a challenge for any manufacturer.
One of the main challenges faced by an LCD manufacturer is the fact that when making the display glass, there is a chance that some pixels end up dead; this increases if the manufacturing process isn’t done properly. A speck of dirt is usually enough to ruin a display glass while it is being made; this is why a lot of LCD factories have “clean rooms” to create their display glasses.
Another problem that LCD makers face is the sheer demand that has to be met. LCDs are everywhere nowadays and new products are still being produced that require LCD modules. Manufacturers need to be efficient while maintaining product quality. This can be difficult to do.
These are just two of the challenges that LCD manufacturers like Microtips face. If you want the best possible LCD modules for your products, you’ll need to find one that can tackle these difficulties head on and beat them.

For over 20 years we"ve been helping clients worldwide by designing, developing, & manufacturing custom LCD displays, screens, and panels across all industries.
Newhaven Display has extensive experience manufacturing a wide array of digital display products, including TFT, IPS, character displays, graphic displays, LCD modules, COG displays, and LCD panels. Along with these products, we specialize in creating high-quality and affordable custom LCD solutions. While our focus is on high-quality LCD products, we also have a variety of graphic and character OLED displays we manufacture.
As a longtime leader in LCD manufacturing, producing top-quality LCD modules and panels is our highest priority. At Newhaven Display, we’re also incredibly proud to uphold our reputation as a trusted and friendly custom LCD manufacturing company.
As a custom LCD manufacturing company, we ensure complete control of our custom displays" reliability by providing the industry"s highest quality standards. Our design, development, production, and quality engineers work closely to help our clients bring their products to life with a fully custom display solution.
Our excellent in-house support sets Newhaven Display apart from other display manufacturers. Modifications in the customization process are completed at our Illinois facility, allowing us to provide an exceptionally fast turnaround time.
Customer support requests sent by phone, email, or on our support forum will typically receive a response within 24 hours. For custom LCD project inquiries, our response time can take a few days or weeks, depending on the complexity of your display customization requirements. With different production facilities and a robust supply chain, we are able to deliver thefastest turnaround times for display customizations.
Our excellent in-house support and custom display modifications set Newhaven Display apart from other LCD display manufacturers. From TFTs, IPS, sunlight readable displays, HDMI modules, EVE2 modules, to COG, character, and graphic LCDs, our modifications in the customization process are completed at our Illinois facility, allowing us to provide quality and fast turnaround times.
As a display manufacturer, distributor, and wholesaler, we are able to deliver the best quality displays at the best prices. Design, manufacturing, and product assembly are completed at our headquarters in Elgin, Illinois. Newhaven Display International ensures the best quality LCD products in the industry in this newly expanded facility with a renovated production and manufacturing space.
With assembly facilities in the US, manufacturing facilities in China, and distribution channels worldwide, we pride ourselves on delivering high-quality custom display solutions quickly to locations worldwide.
The cutting-edge G10 production line is a result of cutting-edge technology. To consistently manufacture LCD panels using the G10 glass substrates, each individual manufacturing process incorporates a range of unique know-how. Developed in collaboration with several world-leading production equipment manufacturers, SDP"s large-scale, one-of-a-kind manufacturing equipment delivers state-of-the-art accuracy and performance levels. One example is the photolithography machine, which is about the size of a tennis court. Our master-craftsmen operate and monitor this machine with the utmost care, to manufacture next-generation products.
In this process, the entire G10 glass substrate is covered with various types of film, such as the circuitry that forms the TFT* (thin-film transistor). There are numerous, extremely large pieces of equipment that produce uniform layers across the entire glass substrate—for example, a sputtering machine that deposits a metallic film, and a CVD (chemical vapor deposition) system that deposits an insulation film and a semiconductor film using the plasma-enhanced chemical vapor deposition method.
In the etching process, portions not covered by resist are removed to form the transistor circuits. There are two kinds of etching machines: a dry etching machine that uses corrosive gas to decompose and remove the insulation film and semiconductor film; and a wet etching machine that uses a liquid chemical to dissolve the metal film. After etching, a resist stripping machine is used to remove the photoresist.

Liquid crystal displays are commonly known as LCD, consist of liquid crystals that are activated by electric current, and they are used to display lines of alpha-numeric information (one or more lines) in a variety of devices, for example, fax machines, answering machines call counters, laptop computer screens, scientific instruments, portablecompact disc players,clocks, and so forth. The basis of LCD technology is the liquid crystal, a substance made of complicated molecules.
LCD uses a liquid crystal to produce a visible image. Liquid crystal displays are super-thin technology display screens that are generally used in laptop computer screens, TVs, cell phones, and portable video games.Liquid crystal displays (LCDs) have become the dominant technology in televisions and monitors in our homes and offices.
In an LCD, an electric current is used to switch segments of liquid crystals from a transparent phase to a cloudy phase, each segment forming part of a number or letter. The segments can also be in the shape of tiny dots or pixels, and they can be arranged in rows and columns. They are turned on and off individually to either block or allow polarized light to pass through. When the light is blocked, a dark spot is created on the reflecting screen.
Liquid crystal display (LCD) screens are manufactured by assembling a sandwich of two thin sheets of glass. On one of the sheets are transistor “cells” formed by first depositing a layer of indium tin oxide (ITO), an unusual metal alloy that you can actually see through. That’s how you can get electrical signals to the middle of a screen. Then you deposit a layer of silicon, followed by a process that builds millions of precisely shaped transistor parts. This patterning step is repeated to build up tiny little cells, one for each dot (known as a pixel) on the screen. Each step has to be precisely aligned to the previous one within a few microns. Remember, the average human hair is 40 microns in diameter.
Clean ITO glass with the cleaning agent and deionized water (DI water), wash impurities and oil stains on the ITO surface with physical or chemical methods and then remove and dry the water to ensure the processing quality of the next process.
Photoresist Glue coatingis the first process ofphotolithography. It is to coat a layer of photoresist evenly on the ITO surface of ITO glass. The effect of coating directly affects the quality of photolithography. Its main control content is photoresist Preparation, coating thickness, and uniformity, coating surface state, etc.
Process control:temperature, time (pulling speed) exposure Use ultraviolet light to irradiate the photoresist surface through the premade film (selective irradiation) to make the photoresist layer of the part irradiated by the ultraviolet light react.
Since the photoresist film softens and swells during development, which affects the anti-corrosion ability of the film, the glass must be baked at an appropriate temperature after development to remove moisture and enhance the adhesion of the film to the glass. This process is called hard film.
Etching is traditionally the process ofusing strong acid or mordant to cut into the unprotected parts of a metal surfaceto create a design in intaglio (incised) in the metal. … The plate is then dipped in a bath of acid, known as the mordant (French for “biting”) or etchant, or has acid washed over it.
Generally, a brush is used toscrubat the same time to enhance the stripping effect. Then use DI water to clean and dry the glue crumbs. Generally, the above processes are calledlithography processes, which play a key role in LCD manufacturing.
Generally, the orientation materials for the production of low- and medium-grade LCDs are made of PA, that is, polyimide acid, which is made by the polymerization reaction of dianhydride and diamine at low temperature. It is dehydrated and cured at high temperature (the upper chemical layer is a kind of ring Chemical reaction), it becomes polyimide (PI). Polyimide has good chemical stability, excellent mechanical properties, high insulation, high-temperature resistance, high dielectric constant, radiation resistance, and non-flammability.
Flexo printing is offered in order to form polyimide layers in glass plates for LCD manufacturing. We can integrate these machines in an in-line production street or in a polyimide cluster, consisting of a polyimide printing machine, a coupled hot plate curing system and related automation incl. loading and unloading devices.
The glass coated with a photoresist is baked for a period of time at a certain temperature to volatilize the solvent in the photoresist and increase its adhesion to the glass surface. the glass will be processed by high temperature again, making the photoresist stronger.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Your content goes here. Edit or remove this text inline or in the module Content settings. You can also style every aspect of this content in the module Design settings and even apply custom CSS to this text in the module Advanced settings.
Punctuation silkscreen is used to connect the circuits of the LCD because there are 2 glasses of the LCD. up one and down. Only the pin side glass has an electricity connection, that dots are for supplying electricity for the glass which doesn’t have electricity. that dots are for supplying electricity for the glass which doesn’t have electricity.
As described above already, the seal has to be finally cured after the cell assembly process. This has to be done under pressure in order to make sure that the seal thickness is properly related to the spacer diameter and the calculated liquid crystal thickness can be reached with low tolerances. Hotpress ovens are available as a batch process tool and as a single panel press oven. The batch oven requires a previous collection of panels and preparation of a larger pile of panels that are pressed together. The pressed pile of wafers is then cured in a clean convection oven. The single panel hot press oven is easier to integrate with automatic lines and works continuously.
Usually, a pair of ITO glasses can make multiple liquid crystal cells. In order to expose the LCD filling port, the glass must be appropriately cut into strips or granules.
The two glass substrates must be cut to the proper size, polished, and washed. Cutting can be done with a diamond saw or scribe while polishing involves a process called lapping, in which the glass is held against a rotating wheel that has abrasive particles embedded in it.
This stage includes filling the liquid crystal into the prepared empty cell and sealing the filling hole so that the liquid crystal cell is basically made. Generally, a special liquid crystal filling machine is used to form a vacuum in the liquid crystal cell, and then the liquid crystal is filled into the LCD cell by the pressure difference and the capillary action of the liquid crystal cell.
Detection Visuallyinspects the appearance and background color of semi-finished LCD products under the polarized light table and picks out the unqualified products.
The electrical testis to check the display graphics, electrical and functional defects, and other appearance defects of the LCD screen under the power-on state.
This is the most important point in LCD manufacturing, where silkscreens are used for printing. High-resolution silkscreens have more than 130 meshes per cm, enabling them to print lines with a width down to 50µm. The layer thickness is in the range of 10µm normally, which is regarded as a “thick” layer in LCD manufacturing.

Actually, the monitors 20 year ago were CRT (Cathode Ray Tube) displays, which requires a large space to run the inner component. And now the screen here in your presence is the LCD(Liquid Crystal Display) screen.
As mentioned above, LCD is the abbreviation of Liquid Crystal Display. It’s a new display technology making use of the optical-electrical characteristic of liquid crystal.
STN LCD: STN is for Super-twisted Nematic. The liquid crystal in STN LCD rotate more angles than that in TN LCD, and have a different electrical feature, allowing STN LCD to display more information. There are many improved version of STN LCD like DSTN LCD (double layer) and CSTN LCD (color). This LCD is used in many early phones, computers and outdoor devices.
TFT LCD: TFT is for Thin Film Transistor. It’s the latest generation of LCD technology and has been applied in all the displaying scenario including electronic devices, motor cars, industrial machines, etc. When you see the word ‘transistor’, you may realize there’s integrated circuits in TFT LCD. That’s correct and the secret that TFT LCD has the advantage of high resolution and full color display.
In a simple way, we can divide TFT LCD into three parts, from bottom to top they are: light system, circuit system and light and color control system.In manufacturing process, we’ll start from inner light and color control system and then stretch out to whole module.
It’s accustomed to divide TFT LCD manufacturing process into three main part: array, cell and module. The former two steps are about the production of light and color control system, which contains TFT, CF (color filter) and LC (liquid crystal), named a cell. And the last step is the assembly of cell, circuit and light system.
Now let’s turn to the production of TFT and CF. Here is a common method called PR (photoresist) method. The whole process of PR method will be demonstrated in TFT production.
This marks the end of this post. If you find it useful or want to know more about TFT LCD, just leave your comment below or contact us. We’re hearing!

1. A piece of glass with a smooth surface and no impurities is the most important raw material for manufacturing TFT glass substrates. Before making, the glass needs to be washed with a special cleaning liquid, then dehydrated and spin-dried.
6. To form usable thin film transistors, it is necessary to repeat the process of cleaning, coating, photoresist, exposure, development, etching, and photoresist removal. Generally speaking, to manufacture TFT-LCD, it is necessary to repeat 5 to 7 times.
1. After completing the thin-film transistor glass substrate, we will proceed to the combination of the liquid crystal module. The liquid crystal panel is composed of the transistor glass substrate and the color filter. First, we must clean the glass first, and then proceed The next step. The entire manufacturing process of TFT-LCD must be in a clean room, so that there will be no impurities in the display.
3. During the entire assembly process, first we have to coat a layer of chemical film on the glass and color filter covered with transistors, and then perform the alignment action.
5. After sealing the frame, place the LCD panel in the vacuum chamber, and drain the air from the LCD panel through the gap just reserved, and then pour the liquid crystal with the help of atmospheric pressure, and then close the gap. The liquid crystal is a kind of The compound substance between solid and liquid has the characteristic of regular molecular arrangement.
1. After the polarizer is attached, we start to mount DRIVE IC on both sides of the liquid crystal module. DRIVE IC is a very important driving part, which is used to control the color and brightness of the liquid crystal.
3. The light of the LCD module is emitted from the backlight. Before assembling the backlight, we will first check whether the assembled LCD panel is perfect, and then assemble the backlight. The backlight is the source of light behind the LCD panel.
5. After that, we entered the final critical test process. The assembled MODULE was subjected to aging test, and products with poor quality were screened out in the state of electrification and high temperature.
6. The best quality products can be packaged and shipped. In this way, the liquid crystal module undergoes many inspection and testing procedures to deliver the most perfect product to the customer, and this is the real completion of the entire liquid crystal display manufacturing process.

Generally, LCDs are filled with a liquid crystal layer with a thickness of about 3~4um between the upper and lower transparent electrodes, and the electric field of the liquid crystal interlayer is controlled by the method of filling the pixel electrode voltage, and then the intensity of the transmitted light is adjusted to produce a full brightness. Gray level between and full darkness. At present, LCD is mainly composed of three parts: color filter (CF), TFT array (TFT Array) substrate and backlight module (Backlight) as shown in Figure 1 (a). Each Pixel of TFT-LCD has a set of TFTs to control its voltage value, and to make the light generated by the backlight module and transmitted through the LC have different colors, red, blue, and green (R/B/G) are needed. Three colors of color resist are formed on the CF glass, and the gray scales are used to produce a full-color effect; after the TFT array and the CF substrate are respectively completed, then the CF upper plate and the TFT lower plate are filled with LC and bonded together. Finally, attach the polarizer. This process is called the "LCD process"; and the final "LCM process" is the connection between the driver IC and the control circuit board (PCBA) and the glass substrate (JI Process). Assemble with the backlight module (MA Process), and finally the lighting detection of the module... and so on as shown in Figure 1 (b).
AU Optronics (hereinafter referred to as AU Optronics) has developed a process above the 8.5 generation factory to produce large-size LCD TV panels (see Figure 2). In December 2008, AUO successfully lighted the first 46-inch LCD TV panel produced in the G8.5 plant in China. The process technology once again led the whole Taiwan, marking a new page in the milestone of the new generation of TFT-LCD plant. Also established a new model of TFT-LCD green plant. The size of the G8.5 glass substrate is equivalent to the size of a pool table, but the thickness of the glass is less than 1mm. Therefore, the new-generation plant requires higher process technology; as the technology of large-size panels gradually matures, AUO will still Continue to focus on the development of new-generation plants, and continue to advance with the goal of increasing production capacity, improving process quality, and targeting customer service.
The development direction of next-generation process technology is nothing more than simplifying the process and selecting optimized raw materials and components to increase process yield and productivity, and reduce production costs. The capital investment of the front-end TFT Array and CF process equipment accounts for more than 60% of the total TFT-LCD expenditure. Therefore, the front-end process research and development first focuses on simplifying the process and improving the utilization of raw materials: for example, the four-pass mask technology that simplifies the mask process ( See Figure 3 (a)) and the pattern forming method without exposure and etching. In addition, the use of thinned glass substrates not only reduces the consumption of glass raw materials, but also has the advantages of lighter weight and thinner products; at the same time, it can achieve the goals of energy saving and waste reduction such as reducing packaging materials and improving transportation efficiency. As for LCM, with the rapid development of gate drive circuit substrate technology (Gate on Array, GOA) and HSD (Half source driving) technology in Figure 3 (b), it has not only simplified the material dependence of traditional panels on a large number of driver ICs. , Also contributes to the increase of LCM production capacity. In terms of module backlights, replacing traditional cold cathode tubes with light-emitting diodes (Light Emitting Diode, LED) not only avoids the harm of mercury (Hg) vapor in the tubes to the environment; the better luminous efficiency of LEDs also makes the products more efficient Energy saving.

Flat-panel displays are thin panels of glass or plastic used for electronically displaying text, images, or video. Liquid crystal displays (LCD), OLED (organic light emitting diode) and microLED displays are not quite the same; since LCD uses a liquid crystal that reacts to an electric current blocking light or allowing it to pass through the panel, whereas OLED/microLED displays consist of electroluminescent organic/inorganic materials that generate light when a current is passed through the material. LCD, OLED and microLED displays are driven using LTPS, IGZO, LTPO, and A-Si TFT transistor technologies as their backplane using ITO to supply current to the transistors and in turn to the liquid crystal or electroluminescent material. Segment and passive OLED and LCD displays do not use a backplane but use indium tin oxide (ITO), a transparent conductive material, to pass current to the electroluminescent material or liquid crystal. In LCDs, there is an even layer of liquid crystal throughout the panel whereas an OLED display has the electroluminescent material only where it is meant to light up. OLEDs, LCDs and microLEDs can be made flexible and transparent, but LCDs require a backlight because they cannot emit light on their own like OLEDs and microLEDs.
Liquid-crystal display (or LCD) is a thin, flat panel used for electronically displaying information such as text, images, and moving pictures. They are usually made of glass but they can also be made out of plastic. Some manufacturers make transparent LCD panels and special sequential color segment LCDs that have higher than usual refresh rates and an RGB backlight. The backlight is synchronized with the display so that the colors will show up as needed. The list of LCD manufacturers:
Organic light emitting diode (or OLED displays) is a thin, flat panel made of glass or plastic used for electronically displaying information such as text, images, and moving pictures. OLED panels can also take the shape of a light panel, where red, green and blue light emitting materials are stacked to create a white light panel. OLED displays can also be made transparent and/or flexible and these transparent panels are available on the market and are widely used in smartphones with under-display optical fingerprint sensors. LCD and OLED displays are available in different shapes, the most prominent of which is a circular display, which is used in smartwatches. The list of OLED display manufacturers:
LCDs are made in a glass substrate. For OLED, the substrate can also be plastic. The size of the substrates are specified in generations, with each generation using a larger substrate. For example, a 4th generation substrate is larger in size than a 3rd generation substrate. A larger substrate allows for more panels to be cut from a single substrate, or for larger panels to be made, akin to increasing wafer sizes in the semiconductor industry.
"Samsung Display has halted local Gen-8 LCD lines: sources". THE ELEC, Korea Electronics Industry Media. August 16, 2019. Archived from the original on April 3, 2020. Retrieved December 18, 2019.
"TCL to Build World"s Largest Gen 11 LCD Panel Factory". www.businesswire.com. May 19, 2016. Archived from the original on April 2, 2018. Retrieved April 1, 2018.
"Panel Manufacturers Start to Operate Their New 8th Generation LCD Lines". 대한민국 IT포털의 중심! 이티뉴스. June 19, 2017. Archived from the original on June 30, 2019. Retrieved June 30, 2019.
"TCL"s Panel Manufacturer CSOT Commences Production of High Generation Panel Modules". www.businesswire.com. June 14, 2018. Archived from the original on June 30, 2019. Retrieved June 30, 2019.
"Samsung Display Considering Halting Some LCD Production Lines". 비즈니스코리아 - BusinessKorea. August 16, 2019. Archived from the original on April 5, 2020. Retrieved December 19, 2019.
Herald, The Korea (July 6, 2016). "Samsung Display accelerates transition from LCD to OLED". www.koreaherald.com. Archived from the original on April 1, 2018. Retrieved April 1, 2018.
"China"s BOE to have world"s largest TFT-LCD+AMOLED capacity in 2019". ihsmarkit.com. 2017-03-22. Archived from the original on 2019-08-16. Retrieved 2019-08-17.

The amount of pollutants produced during manufacturing processes of TFT-LCD (thin-film transistor liquid crystal display) substantially increases due to an increasing production of the opto-electronic industry in Taiwan. The total amount of wastewater from TFT-LCD manufacturing plants is expected to exceed 200,000 CMD in the near future. Typically, organic solvents used in TFT-LCD manufacturing processes account for more than 33% of the total TFT-LCD wastewater. The main components of these organic solvents are composed of the stripper (dimethyl sulphoxide (DMSO) and monoethanolamine (MEA)), developer (tetra-methyl ammonium hydroxide (TMAH)) and chelating agents. These compounds are recognized as non-or slow-biodegradable organic compounds and little information is available regarding their biological treatability. In this study, the performance of an A/O SBR (anoxic/oxic sequencing batch reactor) treating synthetic TFT-LCD wastewater was evaluated. The long-term experimental results indicated that the A/O SBR was able to achieve stable and satisfactory removal performance for DMSO, MEA and TMAH at influent concentrations of 430, 800, and 190 mg/L, respectively. The removal efficiencies for all three compounds examined were more than 99%. In addition, batch tests were conducted to study the degradation kinetics of DMSO, MEA, and TMAH under aerobic, anoxic, and anaerobic conditions, respectively. The organic substrate of batch tests conducted included 400 mg/L of DMSO, 250 mg/L of MEA, and 120 mg/L of TMAH. For DMSO, specific DMSO degradation rates under aerobic and anoxic conditions were both lower than 4 mg DMSO/g VSS-hr. Under anaerobic conditions, the specific DMSO degradation rate was estimated to be 14 mg DMSO/g VSS-hr, which was much higher than those obtained under aerobic and anoxic conditions. The optimum specific MEA and TMAH degradation rates were obtained under aerobic conditions with values of 26.5 mg MEA/g VSS-hr and 17.3 mg TMAH/g VSS
The amount of pollutants produced during manufacturing processes of thin-film transistor liquid crystal display (TFT-LCD) substantially increases due to an increasing production of the opto-electronic industry in Taiwan. This study presents the treatment performance of one aerobic and one anoxic/oxic (A/O) sequencing batch reactors (SBRs) treating synthetic TFT-LCD wastewater containing dimethyl sulfoxide (DMSO), monoethanolamine (MEA), and tetra-methyl ammonium hydroxide (TMAH). The long-term monitoring results for the aerobic and A/O SBRs demonstrate that stable biodegradation of DMSO, MEA, and TMAH can be achieved without any considerably adverse impacts. The ammonium released during MEA and TMAH degradation can also be completely oxidized to nitrate through nitrification in both SBRs. Batch studies on biodegradation rates for DMSO, MEA, and TMAH under anaerobic, anoxic, and aerobic conditions indicate that effective MEA degradation can be easily achieved under all three conditions examined, while efficient DMSO and TMAH degradation can be attained only under anaerobic and aerobic conditions, respectively. The potential odor problem caused by the formation of malodorous dimethyl sulfide from DMSO degradation under anaerobic conditions, however, requires insightful consideration in treating DMSO-containing wastewater. Copyright (c) 2010 Elsevier Ltd. All rights reserved.
Fluorinated greenhouse gases (F-GHGs) are among the most potent and persistent greenhouse gases contributing to global climate change. Learn about the manufacturing processes which release F-GHGs, and how LCD suppliers are working to reduce emissions.
This research is mainly to explore the treatment capacity for TFT-LCD industrial wastewater recycling by the processes combined with membrane bioreactor (MBR), reverse osmosis (RO) and ozone(O3). The organic wastewater from the TFT-LCD industry was selected as the target. MBR, RO and ozone plants were established for evaluation. An MBR plant consisted of a 2-stage anoxic/aerobic bioreactor and an immersed UF membrane unit was employed. The effluent of MBR was conducted into the RO system then into the ozone system. The RO system consisted of a spiral membrane in the vessel. One bubble column, 75 cm high and diameter 5 cm, were used as the ozonation reactor. On the bottom of ozonation reactor is a porous diffuser for releasing gas, with an aperture of 100 microm (0.1 cm). Over the whole experimental period, the MBR process achieved a satisfactory organic removal. The COD could be removed with an average of over 98.5%. For the TOC item, the average removal efficiency was 97.4%. The stable effluent quality and satisfactory removal performance were ensured by the efficient interception performance of an immersed UF membrane device incorporated with the biological reactor. Moreover, the MBR effluent did not contain any suspended solids and the SDI value was under 3. After the treatment of RO, excellent water quality was found. The water quality of permeate was under 5 mg/I, 2 mg/l and 50 micros/cm for COD, TOC and conductivity respectively. The treated water can be recycled and reused for the cooling tower make-up water or other purposes. After the treatment of ozone, the treated water quality was under 5 mg/l and 0.852 mg/l for COD and TOC respectively. The test results of MBR, MBR/RO and MBR/RO/ozone processes were compared as possible appropriate treatment technologies applied in TFT-LCD industrial wastewater reuse and recycling.
In TFT-LCD industry, water plays a variety of roles as a cleaning agent and reaction solvent. As good quality water is increasingly a scarce resource and wastewater treatment costs rises, the once-through use of industrial water is becoming uneconomical and environmentally unacceptable. Instead, recycling of TFT-LCD industrial wastewater is become more attractive from both an economic and environmental perspective. This research is mainly to explore the capacity of TFT-LCD industrial wastewater recycling by the process combined with membrane bioreactor and reverse osmosis processes. Over the whole experimental period, the MBR process achieved a satisfactory organic removal. The COD could be removed with an average of over 97.3%. For TOC and BOD5 items, the average removal efficiencies were 97.8 and 99.4% respectively. The stable effluent quality and satisfactory removal performance were ensured by the efficient interception performance of the UF membrane device incorporated with biological reactor. Moreover, the MBR effluent did not contain any suspended solids and the SDI value was under 3. After treatment of RO, excellent water quality of permeate were under 5 mg/l, 2.5 mg/l and 150 micros/cm for COD, TOC and conductivity respectively. The treated water can be recycled for the cooling tower make-up water or other purposes.
This study evaluated TMAH biodegradation under methanogenic conditions. Under methanogenic conditions, a sludge from a full-scale UASB treating TFT-LCD wastewater was able to degrade 2,000 mg/L of TMAH within 10 h and attained a specific degradation rate of 19.2 mgTMAH/gVSS-h. Furthermore, several chemicals including some surfactants, DMSO, and sulfate were examined for their potential inhibitory effects on TMAH biodegradation under methanogenic conditions. The results indicated that surfactant S1 (up to 2%) and DMSO (up to 1,000 mg/L) presented negligible inhibitory effects on TMAH degradation, while surfactant S2 (0.2-1%) might inhibit methanogenic reaction without any TMAH degradation for 3-5 h. At sulfate concentrations higher than 300 mg/L, a complete inhibition of methanogenic reaction and TMAH biodegradation was observed. Results from cloning and sequencing of archaeal 16S rRNA gene fragments showed that Methanosarcina barkeri and Methanosarcina mazei were the dominant methanogens in the UASB treating TMAH-containing TFT-LCD wastewater.
The objectives of this study are: (1) to determine the effect of pH, initial concentration of Fe(2+) and H(2)O(2) dosage on the removal efficiency of MEA by fluidized-bed Fenton process and Fenton process, (2) to determine the optimal conditions for the degradation of ethanolamine from TFT-LCD wastewater by fluidized-bed Fenton process. In the design of experiment, the Box-Behnken design was used to optimize the operating conditions. A removal efficiency of 98.9% for 5mM MEA was achieved after 2h under optimal conditions of pH3, [Fe(2+)]=5mM and [H(2)O(2)]=60mM. Copyright © 2011 Elsevier Ltd. All rights reserved.
This study evaluated biological treatment of TMAH in a full-scale methanogenic up-flow anaerobic sludge blanket (UASB) followed by an aerobic bioreactor. In general, the UASB was able to perform a satisfactory TMAH degradation efficiency, but the effluent COD of the aerobic bioreactor seemed to increase with an increased TMAH in the influent wastewater. The batch test results confirmed that the UASB sludge under methanogenic conditions would be favored over the aerobic ones for TMAH treatment due to its superb ability of handling high strength of TMAH-containing wastewaters. Based on batch experiments, inhibitory chemicals present in TFT-LCD wastewater like surfactants and sulfate should be avoided to secure a stable methanogenic TMAH degradation. Finally, molecular monitoring of Methanomethylovorans hollandica and Methanosarcina mazei in the full-scale plant, the dominant methanogens in the UASB responsible for TMAH degradation, may be beneficial for a stable TMAH treatment performance. Copyright © 2012 Elsevier Ltd. All rights reserved.
International Display Consortium (IDC) is the joining together of display companies to combined their buying power and obtained favorable terms with a major LCD manufacturer. Consolidating the buying power and grouping the demand enables the rugged display industry of avionics, ground vehicles, and ship based display manufacturers to have unencumbered access to high performance AMLCDs while greatly reducing risk and lowering cost. With an unrestricted supply of AMLCD displays, the consortium members have total control of their risk, cost, deliveries and added value partners. Every display manufacturer desires a very close relationship with a display vender. With IDC each consortium member achieves a close relationship. Consortium members enjoy cost effective access to high performance, industry standard sized LCD panels, and modified commercial displays with 100 degree C clearing points and portrait configurations. Consortium members also enjoy proposal support, technical support and long-term support.
Defect detection has been considered an efficient way to increase the yield rate of panels in thin film transistor liquid crystal display (TFT-LCD) manufacturing. In this study we focus on the array process since it is the first and key process in TFT-LCD manufacturing. Various defects occur in the array process, and some of them could cause great damage to the LCD panels. Thus, how to design a method that can robustly detect defects from the images captured from the surface of LCD panels has become crucial. Previously, support vector data description (SVDD) has been successfully applied to LCD defect detection. However, its generalization performance is limited. In this paper, we propose a novel one-class machine learning method, called quasiconformal kernel SVDD (QK-SVDD) to address this issue. The QK-SVDD can significantly improve generalization performance of the traditional SVDD by introducing the quasiconformal transformation into a predefined kernel. Experimental results, carried out on real LCD images provided by an LCD manufacturer in Taiwan, indicate that the proposed QK-SVDD not only obtains a high defect detection rate of 96%, but also greatly improves generalization performance of SVDD. The improvement has shown to be over 30%. In addition, results also show that the QK-SVDD defect detector is able to accomplish the task of defect detection on an LCD image within 60 ms. PMID:22016625
Defect detection has been considered an efficient way to increase the yield rate of panels in thin film transistor liquid crystal display (TFT-LCD) manufacturing. In this study we focus on the array process since it is the first and key process in TFT-LCD manufacturing. Various defects occur in the array process, and some of them could cause great damage to the LCD panels. Thus, how to design a method that can robustly detect defects from the images captured from the surface of LCD panels has become crucial. Previously, support vector data description (SVDD) has been successfully applied to LCD defect detection. However, its generalization performance is limited. In this paper, we propose a novel one-class machine learning method, called quasiconformal kernel SVDD (QK-SVDD) to address this issue. The QK-SVDD can significantly improve generalization performance of the traditional SVDD by introducing the quasiconformal transformation into a predefined kernel. Experimental results, carried out on real LCD images provided by an LCD manufacturer in Taiwan, indicate that the proposed QK-SVDD not only obtains a high defect detection rate of 96%, but also greatly improves generalization performance of SVDD. The improvement has shown to be over 30%. In addition, results also show that the QK-SVDD defect detector is able to accomplish the task of defect detection on an LCD image within 60 ms.
Green supply chain has become an important topic these days due to pollution, global warming, extreme climatic events, etc. A green product is manufactured with the goal of reducing the damage to the environment and limiting the use of energy and other resources at any stage of its life, including raw materials, manufacture, use, and disposal. Carbon footprint is a good measure of the impact that a product has on the environment, especially in climate change, in the entire lifetime of the product. Carbon footprint is directly linked to CO2 emission; thus, the reduction of CO2 emission must be considered in the product life cycle. Although more and more researchers are working on the green supply chain management in the past few years, few have incorporated CO2 emission or carbon footprint into the green supply chain system. Therefore, this research aims to propose an integrated model for facilitating the new product development (NPD) for green and low-carbon products. In this research, a systematic model based on quality function deployment (QFD) is constructed for developing green and low-carbon products in a TFT-LCD manufacturer. Literature review and interviews with experts are done first to collect the factors for developing and manufacturing green and low-carbon products. Fuzzy Delphi method (FDM) is applied next to extract the important factors, and fuzzy interpretive structural modeling (FISM) is used subsequently to understand the relationships among factors. A house of quality (HOQ) for product planning is built last. The results shall provide important information for a TFT-LCD firm in designing a new product.
This study investigated the linkage between performance of two full-scale membrane bioreactor (MBR) systems treating thin-film transistor liquid crystal display (TFT-LCD) wastewater and the population dynamics of dimethylsulfoxide (DMSO)/dimethylsulfide (DMS) degrading bacteria. High DMSO degradation efficiencies were achieved in both MBRs, while the levels of nitrification inhibition due to DMS production from DMSO degradation were different in the two MBRs. The results of real-time PCR targeting on DMSO/DMS degrading populations, including Hyphomicrobium and Thiobacillus spp., indicated that a higher DMSO oxidation efficiency occurred at a higher Hyphomicrobium spp. abundance in the systems, suggesting that Hyphomicrobium spp. may be more important for complete DMSO oxidation to sulfate compared with Thiobacillus spp. Furthermore, Thiobacillus spp. was more abundant during poor nitrification, while Hyphomicrobium spp. was more abundant during good nitrification. It is suggested that microbial population of DMSO/DMS degrading bacteria is closely linking to both DMSO/DMS degradation efficiency and nitrification performance. Copyright © 2013 Elsevier Ltd. All rights reserved.
... 42 Public Health 3 2010-10-01 2010-10-01 false LCD review. 426.425 Section 426.425 Public Health... PROGRAM REVIEW OF NATIONAL COVERAGE DETERMINATIONS AND LOCAL COVERAGE DETERMINATIONS Review of an LCD § 426.425 LCD review. (a) Opportunity for the aggrieved party, after his or her review of the LCD record...
This study investigated nitrification performance and nitrifying community in one full-scale membrane bioreactor (MBR) treating TFT-LCD wastewater. For the A/O MBR system treating monoethanolamine (MEA) and dimethyl sulfoxide (DMSO), no nitrification was observed, due presumably to high organic loading, high colloidal COD, low DO, and low hydraulic retention time (HRT) conditions. By including additional A/O or O/A tanks, the A/O/A/O MBR and the O/A/O MBR were able to perform successful nitrification. The real-time PCR results for quantification of nitrifying populations showed a high correlation to nitrification performance, and can be a good indicator of stable nitrification. Terminal restriction fragment length polymorphism (T-RFLP) results of functional gene, amoA, suggest that Nitrosomonas oligotropha-like AOB seemed to be important to a good nitrification in the MBR system. In the MBR system, Nitrobacter- and Nitrospira-like NOB were both abundant, but the low nitrite environment is likely to promote the growth of Nitrospira-like NOB. Copyright © 2012 Elsevier Ltd. All rights reserved.
The drive for larger size, higher spatial resolution, and wider aperture LCD has shown to increase the electrical crosstalk between electrodes in the driver circuit. This crosstalk leads to additivity errors in color LCD. In this paper, the crosstalk effect was analyzed with micrographs captured from an imaging colorimeter. The experimental result reveals the subpixel nature of color crosstalk. A spatial-based subpixel crosstalk correction algorithm was developed to improve the color performance of LCD. Compared to a 3D lookup table approach, the new algorithm is easier to implement and more accurate in performance.
One of four manuals dealing with the operation of wastewater plants, this document was designed to address the treatment of wastewater from electroplating, metal finishing, and printed circuit board manufacturing. It emphasizes how to operate and maintain facilities which neutralize acidic and basic waters; treat waters containing metals; destroy…
Field sequential color (FSC) liquid crystal displays (LCD) using a high speed LCD mode and an R, G, B LED backlight, offers a significant potential for lower power consumption, higher resolution, higher brightness and lower cost compared to the conventional R, G, B color filter based LCD, and thus is of interest to various military and avionic display applications. While the DLP projection TVs, and Camcorder LCD view finder type displays using the FSC technology have been introduced in the consumer market, large area direct view LCD displays based on the FSC technology have not reached the commercial market yet. Further, large area FSC LCDs can present unique operational issues in avionic and military environments particularly for operation in a broad temperature range and with respect to its susceptibility for the color breakup image artifact. In this paper we will review the current status of the FSC LCD technology and then discuss the results of our efforts on the FSC LCD technology evaluation for the avionic applications.
In the field of Waste LCD disassembling and recycling, there are existing two major problems: 1) disassembling waste LCD mainly depends on manually mechanical crushing; 2) the resource level is not high. In order to deal with the above problems, in this paper, we develop an efficient, safe and automated waste LCD disassembling assembly line technology. This technology can disassembly and classify mainstream LCD into four components, which are liquid crystal display panels, housings and metal shield, PCB assembly. It can also disassembly many kinds of waste LCD. Compared with the traditional cooperation of manual labor and electric tools method, our proposed technology can significantly improve disassembling efficiency and demonstrate good prospects and promotional value.
... 42 Public Health 3 2013-10-01 2013-10-01 false LCD record furnished to aggrieved party. 426.418... COVERAGE DETERMINATIONS Review of an LCD § 426.418 LCD record furnished to aggrieved party. (a) Elements of a contractor"s LCD record furnished to the aggrieved party. Except as provided in paragraph (b) of...
... 42 Public Health 3 2014-10-01 2014-10-01 false LCD record furnished to aggrieved party. 426.418... COVERAGE DETERMINATIONS Review of an LCD § 426.418 LCD record furnished to aggrieved party. (a) Elements of a contractor"s LCD record furnished to the aggrieved party. Except as provided in paragraph (b) of...
... 42 Public Health 3 2012-10-01 2012-10-01 false LCD record furnished to aggrieved party. 426.418... COVERAGE DETERMINATIONS Review of an LCD § 426.418 LCD record furnished to aggrieved party. (a) Elements of a contractor"s LCD record furnished to the aggrieved party. Except as provided in paragraph (b) of...
... 42 Public Health 3 2010-10-01 2010-10-01 false CMS" role in the LCD review. 426.415 Section 426... Review of an LCD § 426.415 CMS" role in the LCD review. CMS may provide to the ALJ, and all parties to the LCD review, information identifying the person who represents the contractor or CMS, if necessary...
For the first time, an avionic grade MVA AM LCD with wide viewing angle has been developed for use in either landscape or portrait mode. The development of a high resolution Multi-domain Vertical Alignment (MVA) Active Matrix Liquid Crystal Display (AM LCD) is described. Challenges met in this development include achieving the required performance with high luminance and sunlight readability while meeting stringent optical (image quality) and environmental performance requirements of avionics displays. In this paper the optical and environmental performance of this high resolution 14.1" MVA-AM-LCD are discussed and some performance comparisons to conventional AM-LCDs are documented. This AM LCD has found multiple Business Aviation and Military display applications and cockpit pictures are presented.
Stereoscopic display technologies have been developed as one of advanced displays, and many TV industrials have been trying commercialization of 3D TV. We have been developing 3D TV based on LCD with LED BLU



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey