
lcd panel for industry and medical usage manufacturer

... medical monitor designed for use in critical hospital or clinical environments, such as operating rooms and intensive care units. Featuring a high contrast ratio, wide viewing angle, and gloved operation responsiveness, ...
Designed to deliver medical images of optimal quality, the PAX-327 monitor supports Full HD and UHD resolution. Featuring the Rec. 709 Color Space, true RGB and DICOM Part 14 GSDF compliance, 14-bit LUT processing grayscale, ...
With ZEISS CALLISTO eye® markerless alignment, manual marking steps can be skipped altogether for an efficient1 and more precise2 toric IOL alignment with reduced residual astigmatism3. It helps you meet patient expectations with assistance ...
while being environmentally friendly with the 17” NEC MultiSync® E172M, an eco-conscious LED backlit LCD desktop monitor that enhances your computing experience. The LED backlighting allows ...
This 55-inch medical grade LCD monitor can display very high quality two-dimensional color video images with 4K resolution from a wide range of medical imaging systems such as surgical ...
This 31-inch medical grade LCD monitor can display very high quality two-dimensional color video images with 4K resolution from a wide range of medical imaging systems such as surgical ...
The LMD-X3200MD 32-inch medical grade monitor displays very high quality 4K Ultra HD 2D color images. Slim, light and easy to use with generous signal connection ...
Jusha report and audit display is paired with 5MP resolution, which can present the medical image precisely. From 1MP DSA image to 5MP mammography, they all can be displayed in the monitor ...
... room professional displays adopt widescreen full HD LCD panels with accurate color rendering, excellent layering, smooth and dynamic images and an expanded visual scope, which meet the current rapidly ...
... Backlit LCD is equipped with built in front sensors for hands-free automatic DICOM 3.14 calibration, as well as backlight sensors and ambient light sensors to maintain stability and accuracy over time.
Double Black Imaging’s Gemini series 6MP color LED backlit LCD monitor doubles the resolution and eliminates the gap between screens in multi-head diagnostic display ...
... Color LED monitor can be used for viewing of grayscale or color images – including multi-modality exams involving X-Ray, DR, CR, MRI, US, PET, 3D, Cardiology, NucMed and Digital Pathology.
Estone Technology "s DT-240 dual-functional LCD monitor can switch between regular color monitor and DICOM Part 14 compliant grayscale medical display easily with one-click ...
CLINIO monitors are available in various resolutions (FullHD, WUXGA) and sizes (22", 24", 27" and 32"). The 27" and 32" displays are available in 4K UHD.
... technology is provided with each display monitor. The technology designed into FM-E3204DGC produces superior color, sharpness, and functionality in clinical environments. Set-up and connections are straightforward. FSN ...
... AOPEN medical-grade monitors are 10 point multi-touch and equipped with gloved hand touch and excellent performance in high ESD and EMC environments.
... electronic health record(EHR). It ranges from all-in-one computer, mobile tablets, diagnostic monitors, electronic paper display, and telemedicine. All our medical grade products are certified with the safety norm and ...
... plus an IR touch screen system. The Radiance with touch can easily be combined with imaging informatics platforms that can display and deliver customized clinical content to OR staff and enhance surgical workflow.
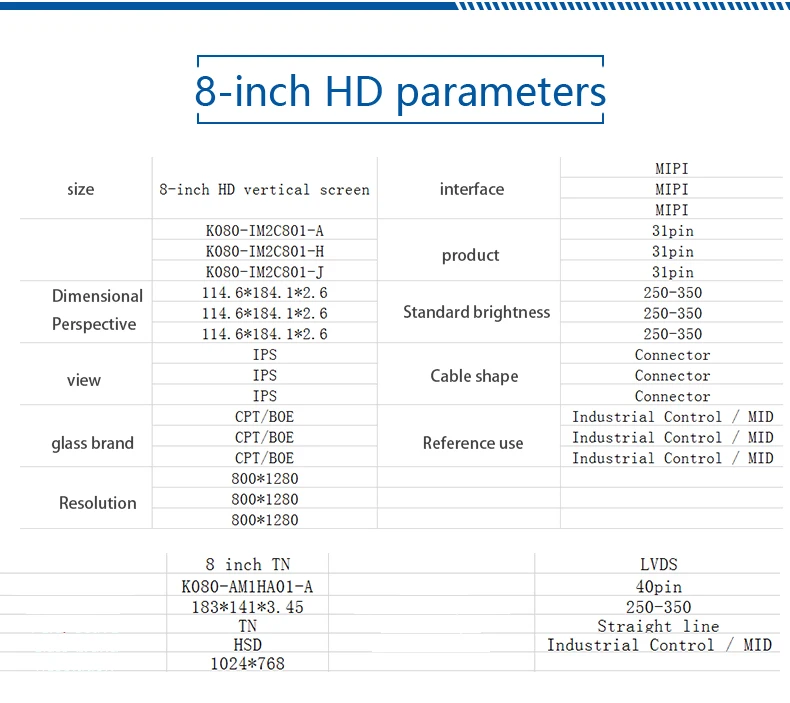
Technical data:15" LCD screen, Dimension ratio: 4:3Input signal: DVI , VGA,S-VIDEO,CVBSPower supply:AC100~240V 50/60HZPower:40VAHorizontalResolution:1024×768
FD-21"" medical monitorTechnical data:21" HD LCD screenDimension ratio: 16:9Input signal: DVI,VGA,S-VIDEO,CVBSPower supply:AC100~240V 50/60HZPower:40VA,Horizontal Resolution:1280×1024

Medical product design cycles can take take anywhere from 2 to 6 year due to the industry’s stringent certification requirements. Having a reliable touch screen display manufacturer to support you through the process is key.
NVD ensures our medical touch screen display solutions are durable, high-performing, and support the product longevity requirements of critical life-saving devices. Our custom designs are tuned in-house for application-specific performance in medical environments:

An LCD monitor is considered as one of the most important technologies being used in hospitals particularly, in improving the care for patients. For instance, it can be used to display information in order to improve the flow of patients in a certain medical facility. It can also show the location of the patient, which rooms are currently available, and which patients are for surgery next, among other uses. In other words, it will help track the patients and other related resources to provide the hospital staff relevant data that they need anytime.LCD displays are commonly used for medical diagnosis and medical imaging too.
iTech Company offers this type of LCDs which are equipped with all the necessary features to be able to operate and endure the demanding conditions of hospitals and other medical facilities. Our products deliver superior picture quality. A better contrast ratio, brightness level, and color production are also expected from these products. These are also energy-efficient and emit low radiation, making them more health-friendly. In terms of interconnectivity, it can be connected to the internet and local network, which is important in a hospitals to monitor several LCDs remotely. These are available with optional touch screens for interactive applications. Moreover, these LCD displays passed the required certifications and compliances to be used in a medical field or hospital setting.
Our medical grade LCD monitors are designed to meet the evolving patient needs in a fast-paced medical environment. We offer customized designs too based on your specifications. So, call us now for the best solutions to enhance the quality of care throughout your medical facility.

These type of industrial monitor displays are capable of measuring multiple parameters at once, allowing the doctors and nurses to keep track of patients" vital signs. They can also view digital medical images such as ultrasound, x rays, endoscope, CT and MRI images, angiography images, and mammography images. The difference with these monitors from the standard LCDs is that they offer much higher resolution. They are also built with redundant systems so that if there’s a power failure or any other error, the patient will not be placed in danger. These LCD monitors can also be customized with various features such as the touch screen functionality, internal wireless communication, and embedded protective shields, among others.
At iTech Company, we understand the significant role of this type of LCD displays in providing optimal patient care. Thus, we came up with our range of MedicalLCD Displays that are equipped with advanced features and deliver superior image quality. Its mechanical design also provides durability that will last several years of service. With our products, you will always find something that meets your specifications. Contact us now to avail the best LCD displays for your medical environment.

Working closely with our customer"s engineering design team, VDC & Jaco developed a custom 10.4" medical monitor including touch screen. The Jaco solution included custom electronics, a resistive touch screen, and was housed in a plastic enclosure. The unit is assembled and fully tested in Jaco"s integration facility. Three different versions of this display sub-assembly were designed to support multiple end uses. The final Jaco solution was also required to include legacy support for older equipment already in the field.
A world renowned medical device manufacturer challenged Jaco to develop a custom LCD/touch sub-assembly that would fit inside their existing sterilization equipment. The Jaco engineering team selected a 10.4" LCD and resistive touch screen that met the performance specifications of this demanding application. This assembly, was designed, manufactured and tested in our integration center.

Industrial Display Systems provide a wide range of reliable displays from 5.7" to 55" including LCD displays, touch screen panels, outdoor displays and digital signage displays, and a series of industrial monitors including open frame monitors and panel mount monitors, which work perfectly with embedded boards and systems to fulfill various application needs.

... be used on the screen to maximize safety and hygiene. Plus, white-colored housing makes it easy for users to detect and remove dust or any other foreign substances.
The high-resolution LCD screen with wide-viewing angles offers sharp and bright images to deliver spectacular contrast and colors for surgical operations, diagnosis, ...
... 17 inch high brightness sunlight readable touch screen monitor AMG-17IPTP01T3 is a customized model to meet the requirement for outdoor application with the following advantages:
... computer, mobile tablets, diagnostic monitors, electronic paper display, and telemedicine. All our medical grade products are certified with the safety norm and manufactured with ISO ...
... healthcare applications such as nursing stations, computer-aided therapy, electronic medical record keeping, paperless charting, patient self check-in / registration or point–of-information installations, ...
... the front of the monitor for easy access. The monitor can be tilted to a 90-degree horizontal angle. The auto-shutoff function enables whenever the monitor drawer is back to its resting ...
... is one of the most practical functions for this monitor. Your USB content will be played as soon as the monitor is switched-on without need to configure any software.
Hsintek is a Certificated ISO 13485 Medical Certification Manufacturer, we have 30 years experience in Monitor display field, and we are looking for the long term partnership in Medical industry.
Hengstar HSTM-09 Touchscreen Monitor series are specially designed and developed with a 17"" 5-wire resistive touch screen monitor for industrial fields. The monitor ...
... meets the EN/UL 60601-1 medical certification standards and is used in consultation rooms in medical environments. The medical-grade touch monitor works with gloves ...
... -M meets the EN/UL 60601-1 medical certification standards and is used in consultation rooms in medical environments. The medical-grade touch monitor works with gloves ...
... electronic medical records. This healthcare monitor has both VGA and HDMI inputs for video, USB for touch, and audio for the built in speakers. This display has various VESA mounting hole patterns, for ...
This 1920x1080 HD monitor is becoming a standard recommended size for users utilizing EPIC software. The large interactive multipoint touch screen ...
Estone Technology "s DT-240 dual-functional LCD monitor can switch between regular color monitor and DICOM Part 14 compliant grayscale medical display easily with one-click ...
27” 4K UHD Military Display, 27" Display with UHD 4K (3840 x 2160) native resolution for video display and other on-site applications, Thin and Compact ...
With DirectIndustry you can: Find the product, subcontractor or service provider you need | Find a nearby distributor or reseller| Contact the manufacturer to get a quote or a price | Examine product characteristics and technical specifications for major brands | View PDF catalogues and other online documentation

STONE Technologies is a proud manufacturer of superior quality TFT LCD modules and LCD screens. The company also provides intelligent HMI solutions that perfectly fit in with its excellent hardware offerings.
STONE TFT LCD modules come with a microcontroller unit that has a 1GHz Cortex-A8 CPU. Such a module can easily be transformed into an HMI screen. Simple hexadecimal instructions can be used to control the module through the UART port. Furthermore, you can seamlessly develop STONE TFT LCD color user interface modules and add touch control, features to them.
You can also use a peripheral MCU to serially connect STONE’s HMI display via TTL. This way, your HMI display can supply event notifications and the peripheral MCU can then execute them. Moreover, this TTL-connected HMI display can further be linked to microcontrollers such as:
Becoming a reputable TFT LCD manufacturer is no piece of cake. It requires a company to pay attention to detail, have excellent manufacturing processes, the right TFT display technology, and have a consumer mindset.
Now, we list down 10 of the best famous LCD manufacturers globally. We’ll also explore why they became among the top 10 LCD display Manufacturers in the world.
BOE Technology Group Co., Ltd., founded in April 1993, is an IoT company providing intelligent interface products and professional services for information interaction and human health. BOE’s three core businesses are Interface Devices, Smart IoT Systems, and Smart Medicine & Engineering Integration.
Interface Devises Business includes Display and Senor, Sensor, and Application Solutions. As a leading company in the global semiconductor display industry, BOE has made the Chinese display industry develop from scratch to maturity and prosperity. Now, more than one-quarter of the global display panels are made by BOE, with its UHD, flexible display, microdisplay, and other solutions broadly applied to well-known worldwide brands.
Smart IoT Systems Business includes Intelligent Manufacturing Services, IoT Solution, and Digital Art IoT Platform. BOE provides integrated IoT solutions in smart retail, smart finance, digital art, business office, smart home, smart transportation, smart education, smart energy, and other fields. In the field of digital art, BOE has launched its digital art IoT solution – BOE iGallery, realizing the perfect combination of technology and art. For smart retail, BOE provides IoT solutions in price management, shelf management, and customer behavior analysis to achieve seamless online and offline convergence.
Smart Medicine & Engineering Integration Business includes Mobile Healthcare IoT Platform and Smart Healthcare Services. BOE has launched mobile platforms for healthcare management, based on AI and big data algorithms, to provide personalized medical treatment and health management services for users. Healthcare services combine medical, information, AI, cell engineering, and other technologies, focusing on the digital hospital, digital human body and regenerative medicine, etc., and is committed to developing comprehensive and life-cycle health management solutions.
In 2019, BOE’s yearly new-patent applications amounted to 9657, of which over 90% are invention patents, amounting to over 70,000 usable patents in total. Data from IFI Claims also shows that BOE has ranked 13th among the Top 50 USPTO (The United States Patent and Trademark Office), Patent Assignees, in 2019. According to the 2019 International PCT Applications of WIPO, BOE ranked No.6 with 1,864 applications.
BOE has manufacturing bases located in Beijing, Hefei, Chengdu, Chongqing, Fuzhou, Mianyang, Wuhan, Kunming, Suzhou, Ordos, Gu’an, etc. BOE boasts a global marketing and R&D centers in 19 countries and regions like the United States, Germany, the United Kingdom, France, Switzerland, Japan, South Korea, Singapore, India, Russia, Brazil, and Dubai, with its service networks covering the world’s major areas such as Europe, America, Asia, and Africa.
LG Display is a leading manufacturer of thin-film transistor liquid crystal displays (TFT-LCD) panels, OLED, and flexible displays.LG Display began developing TFT-LCD in 1987 and currently offers Display panels in a variety of sizes and specifications using different cutting-edge technologies (IPS, OLED, and flexible technology).
LG Display now operates back-end assembly plants in South Korea, China, and Vietnam. In addition, LG Display operates a sales subsidiary with a global network to effectively serve overseas markets.
Samsung Electronics is South Korea’s largest electronics industry and the largest subsidiary of the Samsung Group. In the late 1990s, Samsung Electronics’ independent technology development and independent product innovation capabilities were further enhanced. Its product development strategy not only emphasizes “leading the technology but also using the most advanced technology to develop new products to meet the high-end market demand at the introduction stage”.In addition to the matching principle, it also emphasizes the principle of “leading technology, developing new products with the most advanced technology, creating new demand and new high-end market”.
Founded in 2003, Innolink listed its shares in Taiwan in 2006. In March 2010, it merged with Chi Mei Optoelectronics and Tong Bao Optoelectronics, the largest merger in the panel industry. Qunchuang is the surviving company and Chi Mei Electronics is the company name. In December 2012, it was renamed As Qunchuang Optoelectronics.
With innovative and differentiated technologies, QINNOOptoelectronics provides advanced display integration solutions, including 4K2K ultra-high resolution, 3D naked eye, IGZO, LTPS, AMOLED, OLED, and touch solutions. Qinnooptoelectronics sets specifications and leads the market. A wide range of product line is across all kinds of TFT LCD panel modules, touch modules, for example, TV panel, desktop and laptop computer monitor with panels, small and medium scale “panels, medical, automotive, etc., the supply of cutting-edge information and consumer electronics customers around the world, for the world TFT – LCD (thin-film transistor liquid crystal display) leading manufacturers.
AU Optronics Co., LTD., formerly AU Optronics Corporation, was founded in August 1996. It changed its name to AU Optronics after its merger with UNIOPtronics in 2001. Through two mergers, AU has been able to have a full range of generations of production lines for panels of all sizes.Au Optronics is a TFT-LCD design, manufacturing, and r&d company. Since 2008, au Optronics has entered the green energy industry, providing customers with high-efficiency solar energy solutions.
Sharp has been called the “father of LCD panels”.Since its founding in 1912, Sharp developed the world’s first calculator and LIQUID crystal display, represented by the living pencil, which was invented as the company name. At the same time, Sharp is actively expanding into new areas to improve people’s living standards and social progress. Made a contribution.
Sharp is committed to creating a unique company, creating life in the 21st century through unparalleled “originality” and “sophistication”, and is a sales company, operating video, home appliances, mobile phones, and information products throughout the major cities of the country. Establish a business point, establish a perfect after-sale service network, satisfy consumer demand.
BYD IT products and businesses mainly include rechargeable batteries, plastic mechanism parts, metal parts, hardware electronic products, cell phone keys, microelectronics products, LCD modules, optoelectronics products, flexible circuit boards, chargers, connectors, uninterruptible power supplies, DC power supplies, solar products, cell phone decoration, cell phone ODM, cell phone testing, cell phone assembly business, notebook computer ODM, testing and manufacturing and assembly business, etc.
Toshiba is a famous multinational company with a history of 130 years. It covers a wide range of businesses, including social infrastructure construction, home appliances, digital products, and electronic components. It covers almost every aspect of production and life. Toshiba has the largest research and development institution in Japan. Through unremitting innovation and development, Toshiba has been at the forefront of science and technology in the world.
From the introduction of Japan’s original washing machines, refrigerators, and other household appliances, to the world’s first laptop, the first 16MB flash memory, the world’s smallest 0.85-inch HDDs; Create advanced HDDVD technology; Toshiba created many “world firsts” in the research and manufacture of new SED displays and contributed to changing people’s lives through constant technological innovation.
Kyocera was founded in 1959 as a manufacturer of technical ceramics. Industrial ceramics is a series of advanced materials with unique physical, chemical, and electronic properties. Today, most of Kyocera’s products are related to telecommunications, including semiconductor components, RF and microwave packaging, passive electronic components, wireless mobile phones and network equipment, crystal oscillators and connectors, and optoelectronic products for optoelectronic communication networks.
Tianma microelectronics co., LTD., founded in 1983, the company focus on smartphones, tablets, represented by high order laptop display market of consumer goods and automotive, medical, POS, HMI, etc., represented by professional display market, and actively layout smart home, intelligent wear, AR/VR, unmanned aerial vehicles (UAVs) and other emerging markets, to provide customers with the best product experience.IN terms of technology, the company has independently mastered leading technologies such as LTPS-TFT, AMOLED, flexible display, Oxide-TFT, 3D display, transparent display, and in-cell/on-cell integrated touch control. TFT-LCD key Materials and Technologies National Engineering Laboratory, national enterprise Technology Center, post-doctoral mobile workstation, and undertake national Development and Reform Commission, The Ministry of Science and Technology, the Ministry of Industry and Information Technology, and other major national thematic projects. The company’s long-term accumulation and continuous investment in advanced technology lay the foundation for innovation and development in the field of application.
TRU-Vu offers the largest selection of industrial-grade small LCD monitors and touch screens in the world. Choose from over 125 models of 8.4 inch to 12″ industrial-grade small lcd monitors, including small HDMI monitors, waterproof monitors, Sunlight Readable monitors, 4:3 and 16:9 aspect ratio, panel-mount and custom displays.
TRU-Vu offers over 235 standard, off-the shelf 13.3” to 19” industrial-grade LCD monitors and touch screens. Industrial LCD monitors offer many advantages over consumer or commercial-grade displays. They are more rugged, have higher shock and vibration resistance and can be modified or customized to meet your needs. Industrial and medical-grade monitors, Sunlight Readable, waterproof, open frame monitors and more.
TRU-Vu offers the largest selection of industrial LCD monitors and large touch screens in the world. We have an impressive line-up of over 175 off-the-shelf industrial LCD monitors with large screen sizes from 21.5" to 75". This includes Medical-Grade, Sunlight Readable, open frame, bezel-less, waterproof, 4K, custom and OEM widescreen monitors, with a wide range of configurations and enclosure types.
TRU-Vu Sunlight Readable Monitors and Daylight Screens (with Optical Bonding) and touch screen monitors are ideal for use in direct sunlight, or in other high-ambient light environments. These outdoor monitors offer 1,000 nits to 2,500 screen brightness. They are ideal for outdoor digital signage, military, law enforcement, amusement parks, way-finding, marine, and more.
Industrial-grade monitors and touch screens with standard brightness (250-350 nits) are ideal for use indoors or in environments without sunlight or bright lighting. We offer waterproof monitors, panel mount monitors, custom LCD displays, private label monitors, Medical Grade monitors, outdoor monitors, 16:9 and 4:3 aspect ratio, and more, from 7" to 65" lcd monitor screen sizes.
Our waterproof monitors and water proof touch screens are perfect for use as outdoor monitors, or in industrial settings where high humidity, liquids, and daily wash-downs may exist. Stand-alone or panel mount waterproof enclosures are available in stainless steel, painted steel or aluminum, with protection ratings up to IP68.
We offer a wide range of rugged and waterproof Touch Screen monitors for both indoor and outdoor use. Select from 5-wire resistive touch, surface capacitive, P-Cap, IR touch and SAW touch screen technologies in order to best meet your specific application requirements. Large touch screen monitors up to 46", and small touchscreen monitors down to 8.4".
TRU-Vu Medical-Grade displays and Medical touch screens are certified to the latest UL and IEC 60601 standards. They are ideal for use in hospital surgical operating rooms as surgical displays, on medical diagnostic equipment and medical cart monitors. Their bezel-less monitor design provides added benefits of improved aesthetics, and increased safety and hygiene, and IP65 liquid protection.
Panel mount monitors and panel mount touch screens can be flush-mounted into doors, walls, kiosks and cabinets for improved ergonomics and safety. They are available with standard and high brightness screens, waterproof front face, and 4:3 and 16:9 aspect ratio, in a wide range of sizes and configurations.

Kyocera, a Plymouth Township-based electronic device manufacturer, today debuted a 6.2-inch LCD display with wide view technology for industrial and medical applications. The new device also allows designers to maintain a compact design while displaying highly detailed content.
Powered with Kyocera’s Advanced Wide View II Technology, the device can be mounted horizontally or vertically and will provide wide viewing angles and high contrast ratio. The device also features 640 by 240 resolution, with outline dimensions of 173mm by 70mm by 6.7mm and an active display area of 147.84 by 55.44.
Kyocera says their clients prefer the small monitor because it gives them increased flexibility and there are a lot of emerging applications. In the medical field, the handheld device allows for better presentation when measuring vitals such as blood pressure and heart rate, and the auto industry is using the technology to fit its standard IT server rack.
“We are pleased to offer this wide-aspect-ratio, high-performance industrial and medical display product,” says Cynthia Ferrell, senior divisional vice president of Kyocera International display division. “This display will be a perfect fit for a wide range of existing instrumentation.”
The built-in LED driver circuit incorporates a pulse-width modulation dimming control for a broad LED backlight dimming range of .1 percent to 100 percent, and also helps to simplify the design process and reduce external component requirements. Kyocera’s built in LED driver insures a more-cost effective solution.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

DISPLAY VISIONS (before: ELECTRONIC ASSEMBLY) is THE manufacturer for high quality industrial displays. See here where and how these displays are developed and manufactured.
At first glance, most medical computing applications seem to share the same requirements as those for industrial use. Both require consistent, dependable operation in harsh conditions and are subject to contamination from fluids, dust, and dirt. So why can"t medical OEMs use a rugged, industrial monitor for their medical equipment? The regulations in the Medical Industry are more stringent and demanding because of the consequences medical devices can have on human life. The quality and performance of the display can be critical to device functionality and accurate diagnosis.
Whether you are designing a new medical application or retrofitting existing equipment, the monitor you choose can impact regulatory compliance, capital investments and revenue.
Over the past 30+ years, Contec has helped some of the world’s leading medical device manufacturers define the right computing solution for their unique application. We drew from that experience to develop this simple, 6-point checklist for OEMs sourcing a medical-grade monitor for their use.
First, it is essential to assess the operating environment of the medical device. Medical devices used in busy labs and operating rooms are often subject to blood and other fluids as well as strong cleaning chemicals. You must assess the amount of water, humidity, and dust that will be present around the device and how those factors could affect its operation.
Many medical-grade monitors are designed to prevent the ingress of liquids, dust, and dirt. The international standard EN 60529 (British BS EN 60529:1992, European IEC 60509:1989) defines Ingress Protection (IP) ratings. They are used to identify levels of sealing effectiveness of electrical enclosures against intrusion from foreign bodies and moisture. IP54 and IP65 are common for many medical applications. You will need to determine what level, if any, is necessary to ensure the dependable operation of the LCD.
Another important consideration related to the environment of the application is touch technology, if needed. There are 4 common touch technologies available in the market: Resistive Touch, Projected Capacitive Touch (PCAP), Surface Acoustic Wave (SAW), and Optical (Infrared and Visible Light).
Resistive systems are low cost and reliable. They react to touch from almost anything (finger, credit card, screwdriver, etc.). This is why you see resistive touch systems in many areas where gloves are worn or there is an excess of dirt and grime. Resistive touch is not always an option because it falls short in optical clarity.
SAW systems are durable and offer very high image clarity but are more costly than resistive solutions. Liquids or substances can sometimes trigger false touches or block out areas of the screen.
Optical based systems are also more expensive but have the highest image clarity of all touch technologies. This technology requires a frame around the display, which may make it impractical for smaller sized displays. The sensitive interface makes it prone to false touches due to liquids, dirt and other types of buildup.
In medical applications, image quality requirements are based on precision. In applications like Genomics, Life-Science and Pharmaceutical brightness, contrast, color depth and viewing angles are critical for the medical professional to interpret the images correctly. Compliance with international image quality standards like DICOM Part 14 grayscale standards is required for most medical imaging equipment. Poor image quality can lead to inaccurate diagnosis and is therefore critical to performance. You must have a clear understanding of all of the image quality requirements before selecting a monitor.
In addition to standard safety and emissions requirements for electromechanical devices, the medical industry requires OEM’s to comply with stringent regulatory standards like IEC 60601-1. We recommend working with a manufacturer that understands the industry and can recommend the right solution to fit your needs. Failure to comply with these regulations can jeopardize shipments to specific regions and even shut down production lines.
In many regions, achieving regulatory certification like 510k from the FDA can be resource-intensive, time consulting, and costly. Once certified, even a small revision-level change can trigger a new approval process. You can avoid this expensive problem by selecting long-life products. Many manufacturers purport to offer long-life products, so take the extra time to verify they have manufacturing controls in place to manage the configuration to the revision level. Look for a manufacturer with a robust product life cycle (PLM) process, controlled by quality processes and procedures.
Many of our customers require some level of branding and customization to ensure a consistent look with their medical instrument. We suggest working with your marketing and engineering teams early in the process to define these requirements upfront. Display manufacturers often have high minimum order quantities for customization, and some won’t do it at all. Of those that do, their capabilities in the United States may be limited. Many are manufacturing overseas and don’t have the cleanroom facilities or skills to customize locally. We recommend finding a partner that has capabilities in your region, if only for contingency purposes during production.
You can save money during the sourcing process and over the life of your medical device by taking the time upfront to think through the considerations mentioned above. A partner with experience in the industry and a reputation for quality can have a significant impact on your investment.
Contec has been providing custom technology solutions for medical OEMs for more than 40 years. In 2019, Contec launched a new line of medical-grade monitors for clinical use. Our legacy line features a standard 4:3 aspect ratio and is designed to help manufacturers extend the life of their existing investments without the need to recode or re-certify. Our modern line of widescreen displays features a sleek, modern look, IP65 front rating and DICOM part 14 image quality. In early 2019, we debuted our new, US-based cleanroom facility for custom display integration and OEM kits.

Microtips Technology USA is pleased to offer the latest in medically-certified monitors. Available sizes include 15.6", 27", and 32" with Full HD or 4K resolution. These monitors are a completed package with medical certifications and multiple inputs and mounts for easy connectivity to any source or existing design.

Advanced LED video wall with MicroLED models in 0.6, 0.7 and 0.9mm pixel pitches, and 1.2mm pixel pitch standard LED; with powerful processing, proprietary alignment technology and off-board electronics.
Planar® CarbonLight™ VX Series is comprised of carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility, available in 1.9 and 2.6mm pixel pitch (wall) and 2.6mm (floor).
From cinema content to motion-based digital art, Planar® Luxe MicroLED Displays offer a way to enrich distinctive spaces. HDR support and superior dynamic range create vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge MicroLED technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior décor.
From cinema content to motion-based digital art, Planar® Luxe Displays offer a way to enrich distinctive spaces. These professional-grade displays provide vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior decor.
Advanced LED video wall with MicroLED models in 0.6, 0.7 and 0.9mm pixel pitches, and 1.2mm pixel pitch standard LED; with powerful processing, proprietary alignment technology and off-board electronics.
From cinema content to motion-based digital art, Planar® Luxe MicroLED Displays offer a way to enrich distinctive spaces. HDR support and superior dynamic range create vibrant, high-resolution canvases for creative expression and entertainment. Leading-edge MicroLED technology, design adaptability and the slimmest profiles ensure they seamlessly integrate with architectural elements and complement interior décor.
Advanced LED video wall with MicroLED models in 0.6, 0.7 and 0.9mm pixel pitches, and 1.2mm pixel pitch standard LED; with powerful processing, proprietary alignment technology and off-board electronics.
LED video wall solution with advanced video wall processing, off-board electronics, front serviceable cabinets and outstanding image quality available in 0.9mm pixel pitch
Planar® CarbonLight™ VX Series is comprised of carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility, available in 1.9 and 2.6mm pixel pitch (wall) and 2.6mm (floor).
Carbon fiber-framed indoor LED video wall and floor displays with exceptional on-camera visual properties and deployment versatility for various installations including virtual production and extended reality.
a line of extreme and ultra-narrow bezel LCD displays that provides a video wall solution for demanding requirements of 24x7 mission-critical applications and high ambient light environments
Since 1983, Planar display solutions have benefitted countless organizations in every application. Planar displays are usually front and center, dutifully delivering the visual experiences and critical information customers need, with proven technology that is built to withstand the rigors of constant use.

NDSsi uses only “Grade A” LCD panels in all of its products, while many competitors use “Grade B” panels in order to save cost, and as a result compromise quality. In medical applications, it is important not to compromise the quality of the displayed image since it is often the basis for making clinical decisions. The following tables and images show the differences between “Grade A” and “Grade B” LCD panels in terms of different types of allowable defects.
There are essentially two different types of pixel defects, bright (stuck pixels) and dark (dead pixels).The table and images below show the differences between Grade A and Grade B LCD panels in terms of allowable pixel defects.



 Ms.Josey
Ms.Josey 
 Ms.Josey
Ms.Josey